1.本实用新型涉及冲压模具领域,尤其涉及一种模具倾斜面冲孔装置。
背景技术:
2.冲压模具是在冷冲压加工中,将金属或非金属材料加工成零件或半成品的一种特殊工艺装备,称为冷冲压模具,俗称冷冲模。冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.中国专利201720593834.7提供了一种冲孔装置,包括冲床主体,冲床主体包括上模、下模及用于驱动上模上下移动的伸缩机构,上模设有多组冲孔机构,每组冲孔机构包括控制气缸、限位滑块及冲头,控制气缸安装在上模侧面,上模设有冲头安装孔及与冲头安装孔垂直设置的滑块安装孔,冲头安装在冲头安装孔内、且冲头能够沿冲头安装孔内自由滑动。该冲孔装置设置了多组冲孔机构,从而使其能够同时满足多种孔位的冲孔需求,减少了设备及人工的投入,降低了加工成本,但是不能对型材板进行倾斜孔冲压
4.申请人研究发现,现有的冲孔装置在对型材板进行倾斜孔冲压时,难以对冲压位置进行确定,冲头会因侧向力而发生错位,导致冲压偏移,而且严重时冲头还会因侧向力而憋断。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种模具倾斜面冲孔装置。
6.本实用新型的目的通过下述技术方案实现:一种模具倾斜面冲孔装置,包括基座和先刃,其特征在于:所述基座内设有所述先刃,所述基座上设有型材板,所述型材板上设有冲压臂,所述冲压臂上设有冲头刃,所述先刃的位置与所述冲头刃的位置之间相互对应,所述先刃的内部设有通孔,所述冲头刃可插入所述通孔的内部。
7.进一步的,所述冲头刃的刃入量为所述型材板厚度和3mm的余量之和。
8.进一步的,所述冲头刃的冲压孔孔径小于等于6mm时,与所述型材板之间的倾斜角度应小于等于5
°
。
9.进一步的,所述冲头刃的冲压孔孔径大于6mm,小于等于12mm时,与所述型材板之间的倾斜角度应小于等于10
°
。
10.进一步的,所述冲头刃的冲压孔孔径大于12mm时,与所述型材板之间的倾斜角度应小于等于15
°
。
11.与现有技术相比,本实用新型具有以下优点:
12.使用时,可以有效防止冲裁时产生的侧向力,冲头刃在冲压时因冲头刃入量不一样,最低处先刃入可以靠凹模抵消一定的侧向力,防止冲头刃因侧向力错位,减少冲孔毛刺,大大提高了零件的质量,及防止冲头因侧向力而憋断的风险,该冲孔装置还具有结构简单、操作方便、容易实施的优点。
附图说明
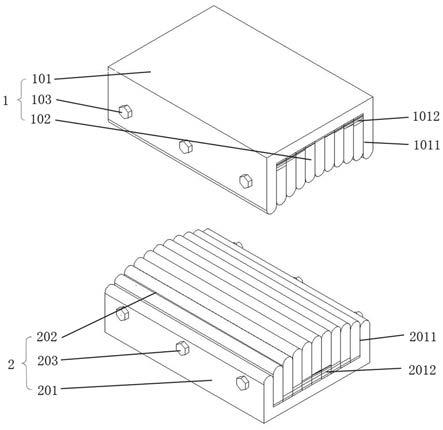
13.图1为本实用新型的立体结构示意图。
14.图2为本实用新型的左视图结构示意图。
15.图3为本实用新型的基座结构示意图。
16.图4为本实用新型的冲头刃结构示意图。
17.图5为本实用新型的先刃结构示意图。
18.上述附图中的标号说明:
19.1-基座,2-先刃,3-型材板,4-冲压臂,5-冲头刃,6-通孔。
具体实施方式
20.为使本实用新型的目的、技术方案及优点更加清楚、明确,以下参照附图并举实施例对本实用新型作进一步说明。
21.实施例一
22.如图1至图5所示,本实施例公开了一种模具倾斜面冲孔装置,包括基座1和先刃2,其特征在于:基座1内设有先刃2,基座1上设有型材板3,型材板3上设有冲压臂4,冲压臂4上设有冲头刃5,先刃2的位置与冲头刃5的位置之间相互对应,先刃2的内部设有通孔6,冲头刃5可插入通孔6的内部。
23.冲头刃5的刃入量为型材板3厚度和3mm的余量之和,冲头刃5在冲压时,最低处先刃2会先接触型材板3,从而靠凹模抵消一定的侧向力,防止冲头刃5因侧向力错位,减少冲孔毛刺,大大提高了型材板3的冲孔质量。
24.冲头刃5的冲压孔孔径小于等于6mm时,与型材板3之间的倾斜角度应小于等于5
°
,防止冲头刃5因侧向力而憋断的风险。
25.实施例二
26.如图1至图5所示,本实施例公开了一种模具倾斜面冲孔装置,包括基座1和先刃2,其特征在于:基座1内设有先刃2,基座1上设有型材板3,型材板3上设有冲压臂4,冲压臂4上设有冲头刃5,先刃2的位置与冲头刃5的位置之间相互对应,先刃2的内部设有通孔6,冲头刃5可插入通孔6的内部。
27.冲头刃5的刃入量为型材板3厚度和3mm的余量之和,冲头刃5在冲压时,最低处先刃2会先接触型材板3,从而靠凹模抵消一定的侧向力,防止冲头刃5因侧向力错位,减少冲孔毛刺,大大提高了型材板3的冲孔质量。
28.冲头刃5的冲压孔孔径大于6mm,小于等于12mm时,与型材板3之间的倾斜角度应小于等于10
°
,防止冲头刃5因侧向力而憋断的风险。
29.实施例三
30.如图1至图5所示,本实施例公开了一种模具倾斜面冲孔装置,包括基座1和先刃2,其特征在于:基座1内设有先刃2,基座1上设有型材板3,型材板3上设有冲压臂4,冲压臂4上设有冲头刃5,先刃2的位置与冲头刃5的位置之间相互对应,先刃2的内部设有通孔6,冲头刃5可插入通孔6的内部。
31.冲头刃5的刃入量为型材板3厚度和3mm的余量之和,冲头刃5在冲压时,最低处先刃2会先接触型材板3,从而靠凹模抵消一定的侧向力,防止冲头刃5因侧向力错位,减少冲
孔毛刺,大大提高了型材板3的冲孔质量。
32.冲头刃5的冲压孔孔径大于12mm时,与型材板3之间的倾斜角度应小于等于15
°
,防止冲头刃5因侧向力而憋断的风险。
33.本实用新型的工作过程和原理是:首先根据需要对型材板3冲压孔径的大小和倾斜角度调节基座1和冲头刃5的倾斜角度,随后将型材板3放置在基座1上,基座1上的先刃2会先接触型材板3,对型材板3与其接触面进行定位,随后冲压臂4推送冲头刃5,冲头刃5冲破型材板3,并插入先刃2中的通孔6中,从而完成对型材板3的冲孔操作,该冲孔装置还具有结构简单、操作方便、容易实施的优点。
34.上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
技术特征:
1.一种模具倾斜面冲孔装置,包括基座和先刃,其特征在于:所述基座内设有所述先刃,所述基座上设有型材板,所述型材板上设有冲压臂,所述冲压臂上设有冲头刃,所述先刃的位置与所述冲头刃的位置之间相互对应,所述先刃的内部设有通孔,所述冲头刃可插入所述通孔的内部。2.根据权利要求1所述的模具倾斜面冲孔装置,其特征在于:所述冲头刃的刃入量为所述型材板厚度和3mm的余量之和。3.根据权利要求1所述的模具倾斜面冲孔装置,其特征在于:所述冲头刃的冲压孔孔径小于等于6mm时,与所述型材板之间的倾斜角度应小于等于5
°
。4.根据权利要求1所述的模具倾斜面冲孔装置,其特征在于:所述冲头刃的冲压孔孔径大于6mm,小于等于12mm时,与所述型材板之间的倾斜角度应小于等于10
°
。5.根据权利要求1所述的模具倾斜面冲孔装置,其特征在于:所述冲头刃的冲压孔孔径大于12mm时,与所述型材板之间的倾斜角度应小于等于15
°
。
技术总结
本实用新型涉及冲压模具领域,尤其涉及一种模具倾斜面冲孔装置,包括基座和先刃,所述基座内设有所述先刃,所述基座上设有型材板,所述型材板上设有冲压臂,所述冲压臂上设有冲头刃,所述先刃的位置与所述冲头刃的位置之间相互对应,所述先刃的内部设有通孔,所述冲头刃可插入所述通孔的内部,使用时,可以有效防止冲裁时产生的侧向力,冲头刃在冲压时因冲头刃入量不一样,最低处先刃入可以靠凹模抵消一定的侧向力,防止冲头刃因侧向力错位,减少冲孔毛刺,大大提高了零件的质量,及防止冲头因侧向力而憋断的风险,该冲孔装置还具有结构简单、操作方便、容易实施的优点。容易实施的优点。容易实施的优点。
技术研发人员:谢晖 刘勋 李茂
受保护的技术使用者:大捷智能科技(广东)有限公司
技术研发日:2021.11.25
技术公布日:2022/4/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。