1.本实用新型属于机车制造技术领域,尤其涉及机车车轴锥度测量。
背景技术:
2.机车的车轴有一段有锥度,一般锥度为1∶50,用于装配驱动齿轮,对锥度段的锥度尺寸要求严格,所以车轴锥度精确测量尤为重要。
3.现有的车轴锥度测量的方法中,一般采用外径千分尺测量,在车轴上选一个离锥度段最近的台阶作为基准,用钢板尺量出锥度大端和小端测量点的位置并标识,然后在测量点用外径千分尺分别测量出锥度大端和小端的尺寸,这种测量方法,在车轴锥度加工时,需要测量点定位和千分尺测量两次,很不方便,因此,能否一次测量就能检测出车轴锥度大端和小端的尺寸,是本领域需解决的技术问题。
技术实现要素:
4.本实用新型的目的是提供一种机车车轴锥度测量装置,用以解决车轴锥度测量需多次的技术不足。
5.本实用新型的技术解决方案是这样实现的:一种车轴锥度测量装置,包括车轴锥度标准样件和锥度测量工装,其特征在于:所述锥度标准样件是精加工成的车轴带锥度的一段,包括离锥度段最近的基准台阶,锥度测量点锥度大端和小端的直径尺寸公差是成品车轴的五分之一,用作锥度测量工装的比照校准测量,锥度大端直径基本尺寸表述为2r,锥度小端直径基本尺寸表述为2r;所述锥度测量工装是由槽形测量支架、测量点定位杆、两个千分表以及把手组成;所述槽形测量支架截面为等腰梯形,由量具钢制成,材料优选crwmn、crmn、cr20,槽形测量支架壁厚为10mm~25mm厚,长度为锥度大端和小端锥度测量点的距离再加上10mm~30mm,槽形测量支架截面内侧的等腰梯形,腰与下底的夹角优选60
°
,则下底长度优选为等腰梯形的高为r再加上5mm~15mm,在槽形测量支架顶部面轴向中心线上加工两个千分表安装孔,用于安装千分表,孔径与千分表测量杆轴套直径一致,孔的间距是锥度大端和小端锥度测量点的距离,安装孔垂直于槽形测量支架顶部面,为了测量时保持槽形测量支架顶部面与机车车轴轴线平行,槽形测量支架顶部面加工成一端厚另一端薄的斜面,以锥度大端锥度测量点截面厚度为基准,锥度小端锥度测量点截面厚度则需加上2
×
(r-r),槽形测量支架两侧端面顶部中心,加工有两个顶丝孔,用于固定千分表,槽形测量支架一端端面设有定位杆丝孔,用于安装测量点定位杆,槽形测量支架顶部面,还加工两个把手安装孔,用于安装把手,槽形测量支架内侧的等腰面,是测量面,粗糙度优选为ra0.4~0.8,硬度优选为hrc45~50,槽形测量支架设有减重孔,用于减轻锥度测量工装的重量;所述测量点定位杆,是一根直径15mm左右的钢杆,钢杆一端焊接一块矩形小钢板,另一端车成丝杆,固定在槽形测量支架一侧端面上,用于以车轴基准台阶为基准,定位锥度测量点;所述千分表是两块量程为5mm的千分表,安装在槽形测量支架顶部的安装孔上,调好位置后,用顶紧螺丝固定;所述把手安装在槽形测量支架顶部,测量时方便搬动。
6.本实用新型所述的一种机车车轴锥度测量装置的测量方法,其特征在于:测量车轴锥度时,把车轴锥度测量工装放到锥度标准样件上,把两个千分表校准归零,测量点定位杆定好位后,然后用间接测量法测量机车车轴锥度。
7.本实用新型的优点是:
8.1、使用方便、测量精度高、测量效率高。
9.2、制作成本低廉。
附图说明
10.图1是锥度标准样件视图。
11.图2是锥度测量工装视图。
12.图3是槽形测量支架主视图。
13.图4是槽形测量支架俯视图。
14.图5是槽形测量支架左视图。
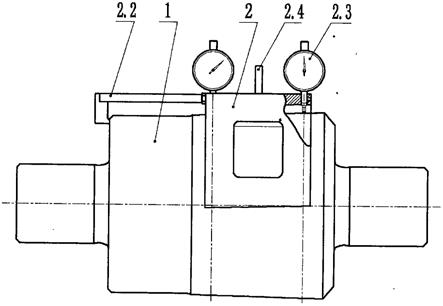
15.图6是车轴锥度测量装置视图。
16.图中:1、锥度标准样件,1.1、基准台阶,1.2、锥度测量点,2、锥度测量工装,2.1、槽型测量支架,2.1.1、千分表安装孔,2.1.2、顶丝孔,2.1.3、定位杆丝孔,2.1.4、把手安装孔,2.1.5、减重孔,2.2、测量点定位杆,2.3、千分表,2.4、把手。
具体实施方式
17.下面结合附图和实施实例对本实用新型进一步说明。
18.实施例的车轴锥度测量装置,包括车轴锥度标准样件1和锥度测量工装2,其特征在于:所述锥度标准样件1是精加工成的车轴带锥度的一段,包括离锥度段最近的基准台阶1.1,锥度测量点1.2锥度大端和小端的直径尺寸公差是成品车轴的五分之一,用作锥度测量工装2的比照校准测量,锥度大端直径基本尺寸表述为2r,锥度小端直径基本尺寸表述为2r;所述锥度测量工装2是由槽形测量支架2.1、测量点定位杆2.2、两个千分表2.3以及把手2.4组成;所述槽形测量支架2.1截面为等腰梯形,由量具钢制成,材料优选crwmn、crmn、cr20,槽形测量支架2.1壁厚为10mm~25mm厚,长度为锥度大端和小端锥度测量点1.2的距离再加上10mm~30mm,槽形测量支架2.1截面内侧的等腰梯形,腰与下底的夹角优选60
°
,则下底长度优选为等腰梯形的高为r再加上5mm~15mm,在槽形测量支架2.1顶部面轴向中心线上加工两个千分表安装孔2.1.1,用于安装千分表2.3,孔径与千分表测量杆轴套直径一致,孔的间距是锥度大端和小端锥度测量点1.2的距离,安装孔垂直于槽形测量支架2.1顶部面,为了测量时保持槽形测量支架2.1顶部面与机车车轴轴线平行,槽形测量支架2.1顶部面加工成一端厚另一端薄的斜面,以锥度大端锥度测量点1.2截面厚度为基准,锥度小端锥度测量点1.2截面厚度则需加上2
×
(r-r),槽形测量支架2.1两侧端面顶部中心,加工有两个顶丝孔2.1.2,用于固定千分表,槽形测量支架2.1一端端面设有定位杆丝孔2.1.3,用于安装测量点定位杆,槽形测量支架2.1顶部面,还加工两个把手安装孔2.1.4,用于安装把手,槽形测量支架2.1内侧的等腰面,是测量面,粗糙度优选为ra0.4~0.8,硬度优选为hrc45~50,槽形测量支架2.1设有减重孔2.1.5,用于减轻锥度测量工装2的重量;所述
测量点定位杆2.2,是一根直径15mm左右的钢杆,钢杆一端焊接一块矩形小钢板,另一端车成丝杆,固定在槽形测量支架2.1一侧端面上,用于以车轴基准台阶1.1为基准,定位锥度测量点1.2的位置;所述千分表2.3是两块量程为5mm的千分表2.3,安装在槽形测量支架2.1顶部面的千分表安装孔2.1.2上,调好位置后,用顶紧螺丝固定;所述把手2.4安装在槽形测量支架2.1顶部面,测量时方便搬动。
19.本实用新型所述的一种机车车轴锥度测量装置的测量方法,其特征在于:测量车轴锥度时,把车轴锥度测量工装2放到锥度标准样件1上,把两个千分表2.3校准归零,测量点定位杆定2.2好位后,然后用间接测量法测量机车车轴锥度。
技术特征:
1.一种机车车轴锥度测量装置,包括车轴锥度标准样件(1)和锥度测量工装(2),其特征在于:所述锥度标准样件(1)是精加工成的车轴带锥度的一段,包括离锥度段最近的基准台阶(1.1),锥度测量点(1.2)锥度大端和小端的直径尺寸公差是成品车轴的五分之一,用作锥度测量工装(2)的比照校准测量,锥度大端直径基本尺寸表述为2r,锥度小端直径基本尺寸表述为2r;所述锥度测量工装(2)是由槽形测量支架(2.1)、测量点定位杆(2.2)、两个千分表(2.3)以及把手(2.4)组成;所述槽形测量支架(2.1)截面为等腰梯形,由碳素工具钢制成,槽形测量支架(2.1)壁厚为10mm~25mm厚,长度为锥度大端和小端锥度测量点(1.2)的距离再加上10mm~30mm,槽形测量支架(2.1)截面内侧的等腰梯形,腰与下底的夹角优选60
°
,则下底长度优选为等腰梯形的高为r再加上5mm~15mm,在槽形测量支架(2.1)顶部面轴向中心线上加工两个千分表安装孔(2.1.1),用于安装千分表(2.3),孔径与千分表测量杆轴套直径一致,孔的间距是锥度大端和小端锥度测量点(1.2)的距离,安装孔垂直于槽形测量支架(2.1)顶部面,为了测量时保持槽形测量支架(2.1)顶部面与机车车轴轴线平行,槽形测量支架(2.1)顶部加工成一端厚另一端薄的斜面,以锥度大端锥度测量点(1.2)截面厚度为基准,锥度小端锥度测量点(1.2)截面厚度则需加上2
×
(r-r),槽形测量支架(2.1)两侧端面顶部中心,加工有两个顶丝孔(2.1.2),用于固定千分表,槽形测量支架(2.1)一端端面设有定位杆丝孔(2.1.3),用于安装测量点定位杆,槽形测量支架(2.1)顶部面,还加工两个把手安装孔(2.1.4),用于安装把手,槽形测量支架(2.1)内侧的等腰面,是测量面,粗糙度优选为ra0.4~0.8,硬度优选为hrc45~50,槽形测量支架(2.1)设有减重孔(2.1.5),用于减轻锥度测量工装(2)的重量;所述测量点定位杆(2.2),是一根直径15mm左右的钢杆,钢杆一端焊接一块矩形小钢板,另一端车成丝杆,固定在槽形测量支架(2.1)一侧端面上,用于以车轴基准台阶(1.1)为基准,定位锥度测量点(1.2)的位置;所述千分表(2.3)是两块量程为5mm的千分表(2.3),安装在槽形测量支架(2.1)顶部面的千分表安装孔(2.1.1)上,调好位置后,用顶紧螺丝固定;所述把手(2.4)安装在槽形测量支架(2.1)顶部面,测量时方便搬动。
技术总结
一种车轴锥度测量装置,包括车轴锥度标准样件和锥度测量工装,锥度标准样件是精加工成的车轴带锥度的一段,用作对锥度测量工装的比照校准;锥度测量工装是由槽形测量支架、测量点定位杆、两个千分表以及把手组成。测量车轴锥度时,把车轴锥度测量工装放到锥度标准样件上,把两个千分表校准归零、测量点定位杆定好位后,然后用间接测量法测量机车车轴锥度。优点是:使用方便、测量精度高、效率高,制作成本低廉。低廉。低廉。
技术研发人员:张玉升 王德伟 王刚 宋赫男
受保护的技术使用者:中车大连机车车辆有限公司
技术研发日:2021.09.18
技术公布日:2022/4/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
