1.本技术涉及二次电池及其制造方法。
背景技术:
2.由于便携式电话等的多种电子设备正在普及,因此,作为小型且轻量而且能够得到高能量密度的电源,正在推进二次电池的开发。二次电池的构成对电池特性产生影响,因此关于该二次电池的构成进行了各种研究。
3.具体而言,为了实现小型化,在具有挠性的外装材料的内部收纳卷绕电极体,并将该外装材料在四边或三边密封(例如参照专利文献1)。该情况下,正极引线及负极引线相互朝向相反的方向从外装材料被导出。
4.为了增加能量密度,在层压膜外装体的内部收纳卷绕电极体,并将该层压膜外装体在互为反方向的两个部位密封(例如参照专利文献2)。该情况下,正极端子及负极端子相互朝向相反的方向从层压外装体被导出。
5.为了实现小型化且增加能量密度,在层压膜的内部收纳电极体,并将该层压膜在四边密封(例如参照专利文献3)。该情况下,正极端子及负极端子相互朝向相反的方向从层压膜被导出。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2015-115293号公报
9.专利文献2:日本特开2008-171579号公报
10.专利文献3:日本特开2017-130415号公报
技术实现要素:
11.为了解决二次电池的技术问题而进行了各种研究,但该二次电池的每单位体积的能量密度仍不充分,因此仍有改善的余地。
12.本技术是鉴于该问题点而提出的,其目的在于,提供一种能够增加每单位体积的能量密度的二次电池及其制造方法。
13.本技术的一实施方式的二次电池具备:电池元件,包括正极及负极;挠性的外装部件,内部收纳该电池元件,在一端部具有密封部,并且在一端部以外的部位不具有密封部;正极布线,与正极连接并经由密封部被导出至外装部件的外部;以及负极布线,与负极连接并经由密封部被导出至外装部件的外部,该外装部件为扁平且柱状,并且,在密封部中,相互对置的外装部件彼此相互接合。
14.本技术的一实施方式的二次电池的制造方法,将包括正极及负极的电池元件插入挠性的外装部件的内部,该外装部件使用深拉伸成型处理形成,为扁平且柱状,并在一端部具有开口部,并且,将内部插入了该电池元件的外装部件的开口部密封。
15.根据本技术的一实施方式的二次电池,在扁平且柱状的挠性的外装部件的内部收
纳电池元件,该外装部件在一端部具有密封部,并在一端部以外的部位不具有密封部。另外,与正极连接的正极布线经由密封部被导出至外装部件的外部,并且,与负极连接的负极布线经由密封部被导出至外装部件的外部,在该密封部中相互对置的外装部件彼此相互接合。因此,能够增加每单位体积的能量密度。
16.另外,根据本技术的一实施方式的二次电池的制造方法,在将电池元件插入使用深拉伸成型处理形成的扁平且柱状的挠性的外装部件的内部之后,将其开口部密封,因此,能够制造每单位体积的能量密度增加的二次电池。
17.需要说明的是,本技术的效果并不一定限于在此说明的效果,也可以为后述与本技术相关联的一系列效果中的任一效果。
附图说明
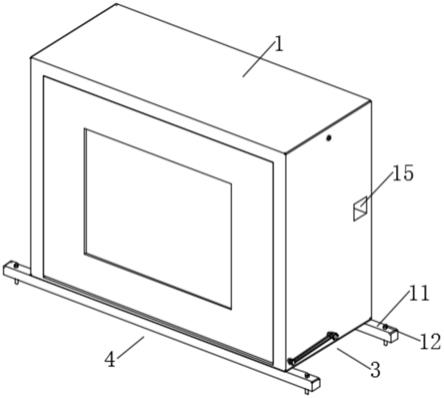
18.图1是表示本技术的一实施方式涉及的二次电池的构成的立体图。
19.图2是表示图1所示的二次电池的构成的剖视图。
20.图3是表示图1所示的电池元件的构成的立体图。
21.图4是模式化表示图1所示的二次电池的构成的局部剖视图。
22.图5是模式化表示图1所示的二次电池的构成的其他的局部剖视图。
23.图6是用于说明二次电池的制造工序的立体图。
24.图7a是用于说明接在图6之后的二次电池的制造工序的立体图。
25.图7b是用于说明与图7a对应的二次电池的制造工序的剖视图。
26.图7c是用于说明与图7a对应的二次电池的制造工序的局部剖视图。
27.图8a是用于说明接在图7a之后的二次电池的制造工序的立体图。
28.图8b是用于说明与图8a对应的二次电池的制造工序的剖视图。
29.图8c是用于说明与图8a对应的二次电池的制造工序的局部剖视图。
30.图9a是用于说明接在图8a之后的二次电池的制造工序的立体图。
31.图9b是用于说明与图9a对应的二次电池的制造工序的剖视图。
32.图9c是用于说明与图9a对应的二次电池的制造工序的局部剖视图。
33.图10是表示比较例的二次电池的构成的立体图。
34.图11是用于说明图10所示的比较例的二次电池的制造工序的立体图。
35.图12是用于说明接在图11之后的比较例的二次电池的制造工序的立体图。
具体实施方式
36.以下,参照附图对本技术的一实施方式详细进行说明。需要说明的是,说明的顺序如下。
37.1.二次电池
38.1-1.构成
39.1-2.动作
40.1-3.制造方法
41.1-4.作用及效果
42.1-5.体积能量密度的比较
43.2.变形例
44.<1.二次电池>
45.首先,对本技术的一实施方式的二次电池进行说明。
46.此处说明的二次电池是具有扁平且柱状的形状的二次电池,该二次电池包括所谓的硬币型的二次电池及纽扣型的二次电池等。如后所述,该扁平且柱状的二次电池具有相互对置的一对底部和上述一对底部之间的侧壁部,在该二次电池中,高度比外径小。
47.二次电池的充放电原理并无特别限定。以下,对利用电极反应物质的嵌入脱嵌得到电池容量的二次电池进行说明。该二次电池具备正极、负极以及电解液,在该二次电池中,负极的充电容量大于正极的放电容量,以防止在充电中途在负极的表面析出电极反应物质。即,负极的每单位面积的电化学容量被设定为大于正极的每单位面积的电化学容量。
48.电极反应物质的种类为碱金属及碱土金属等的轻金属,但并无特别限定。碱金属为锂、钠以及钾等,碱土类金属为铍、镁以及钙等。
49.以下,以电极反应物质为锂的情况为例。利用锂的嵌入脱嵌得到电池容量的二次电池是所谓的锂离子二次电池。在该锂离子二次电池中,锂以离子状态嵌入和脱嵌。
50.<1-1.构成>
51.图1示出二次电池的立体构成。图2示出图1所示的二次电池的剖面构成。图3示出图1所示的电池元件20的立体构成。图4及图5分别模式化示出图1所示的二次电池的局部剖面构成。
52.其中,在图2中,为了简化图示内容,将后述的正极21、负极22、隔膜23、正极引线30以及负极引线40分别表示为线状。
53.在图4中,仅示出了二次电池的构成要素中的一部分,更为具体而言,仅示出了外装膜10(密封部11)、电池元件20、正极引线30以及负极引线40。该情况下,针对外装膜10(密封部11)、正极引线30以及负极引线40的各个也示出了剖面,并且,针对电池元件20用虚线仅示出了卷绕中途的外缘(轮廓)。
54.在图5中,仅示出了二次电池的构成要素中的一部分,更为具体而言,仅示出了正极引线30(引线部31)及负极引线40(引线部41)。关于电池元件20,与图4同样地仅示出了卷绕中途的外缘。
55.以下,方便起见,将图1及图2中的上方向作为二次电池的上侧进行说明,并且将图1及图2中的下方向作为二次电池的下侧进行说明。
56.该二次电池是纽扣型的二次电池,因此,如图1及图2所示,具有高度(最大高度)hm比外径(最大外径)dm小的扁平且柱状的立体形状。在此,二次电池具有扁平且圆筒(圆柱)状的立体形状。与二次电池相关的尺寸并无特别限定,外径(此处为直径)dm=3mm~30mm,高度hm=0.5mm~70mm。其中,外径dm与高度hm之比(dm/hm)大于1且为25以下。
57.具体而言,二次电池具备外装膜10、电池元件20、正极引线30、负极引线40以及密封膜51、52。此处说明的二次电池是作为用于收纳电池元件20的外装部件而使用挠性(或者柔性)的外装部件(外装膜10)的层压膜型的二次电池。
58.[外装膜]
[0059]
如图1及图2所示,外装膜10是收纳电池元件20的外装部件,如上所述呈扁平且柱状,并且具有挠性。在此,外装膜10为一片部件。另外,外装膜10根据上述二次电池的立体形
状而具有中空的扁平且大致圆柱状的立体形状。
[0060]
因此,大致圆柱状的外装膜10具有一对底部m1、m2和侧壁部m3。该侧壁部m3在一端部与底部m1连结,并在另一端部与底部m2连结。如上所述,由于外装膜10为扁平且圆柱状,因此,底部m1、m2分别具有大致圆形的平面形状,并且,侧壁部m3的表面为凸型的曲面。
[0061]
该外装膜10包含金属及高分子化合物等中的任意一种或两种以上。因此,外装膜10既可以为金属箔,也可以为高分子膜,还可以为金属箔及高分子膜相互层叠而成的层叠体。即,外装膜10既可以为单层,也可以为多层。
[0062]
具体而言,外装膜10为是从内侧起依次层叠有熔接层、金属层以及表面保护层的三层的层压膜。熔接层是包含聚丙烯等的高分子化合物膜。金属层是包含铝等的金属箔。表面保护层是包含尼龙等的高分子膜化合物。但是,作为层压膜的外装膜10的层数并不限定于三层,因此也可以为两层或四层以上。
[0063]
特别是,外装膜10为在与后述的卷绕方向r1(图3)交叉的交叉方向r2的一端部(图1及图2中的上端部)具有密封部11、在该一端部以外的部位不具有密封部11的袋状。
[0064]
在此,外装膜10在上述一端部具有后述的开口部10k(参照图7a等),因此,在密封部11中,在该开口部10k相互对置的外装膜10彼此相互接合。由此,在外装膜10中开口部10k被密封,因此形成密封部11。因此,此处说明的外装膜10具有仅在一个部位(一边)密封的密闭结构、即单边密封型的密闭结构。
[0065]
密封部11优选在扁平且柱状的外装膜10中设置于底部m1、m2中的任意一个。这是因为,与密封部11设置于侧壁部m3时相比较,后述的元件空间体积增加,并且,在二次电池的制造工序中容易将电池元件20顺畅地插入外装膜10的内部。
[0066]
为了形成密封部11而使相互对置的外装膜10彼此相互接合的方法为热熔接法及焊接法等中的任意一种或两种以上,但并无特别限定。该焊接法为激光焊接法及电阻焊接法等。
[0067]
该外装膜10通过对层压膜等进行深拉伸成型处理而形成,以便实现上述单边密封型的密闭结构。在该深拉伸成型处理中,由于所谓的深拉伸部形成于层压膜,因而形成在一端部具有开口部10k的中空的圆柱状的外装膜10。
[0068]
密封部11具有接合面11m,该接合面11m通过在开口部10k中使相互对置的外装膜10彼此相互接合而形成。在该密封部11中,如后所述,相互对置的外装膜10彼此以将正极引线30及负极引线40的各个夹着的方式相互接合。
[0069]
该密封部11优选以接合面11m相对于交叉方向r2倾斜的方式被折弯。这是因为,与密封部11未被折弯时相比较,损失高度hr变小。由此,有效高度hy相对于高度hm相对变大,因而元件空间体积增加。该“元件空间体积”是能够用于在外装膜10的内部收纳电池元件20的内部空间的体积。
[0070]
接合面11m相对于交叉方向r2倾斜的角度ω并无特别限定。在图2中,为了明确角度ω的定义,示出了接合面11m相对于沿着交叉方向r2的线段l1倾斜的角度ω。其中,角度ω优选为90
°
以上。这是因为,与角度ω小于90
°
时相比较,高度hm变小。由此,由于有效高度hy相对于高度hm充分变大,因而元件空间体积充分增加。
[0071]
[电池元件]
[0072]
如图1至图3所示,电池元件20是进行充放电反应的元件,包含正极21、负极22、隔
膜23以及作为液状电解质的电解液。但是,在图2及图3中分别省略了电解液的图示。
[0073]
该电池元件20具有与外装膜10的立体形状对应的立体形状。该“与外装膜10的立体形状对应的立体形状”是指与外装膜10的立体形状相同的立体形状。这是因为,与电池元件20具有与外装膜10的立体形状不同的立体形状时相比较,在该外装膜10的内部收纳电池元件20时,不易产生所谓的无效空间(外装膜10与电池元件20之间的间隙)。由此,由于外装膜10的内部空间得到有效利用而使元件空间体积增加,因此,二次电池的每单位体积的能量密度也增加。在此,如上所述,由于外装膜10具有扁平且圆柱状的立体形状,因此,电池元件20也具有扁平且圆柱状的立体形状。
[0074]
正极21及负极22隔着隔膜23朝向卷绕方向r1卷绕。更为具体而言,正极21及负极22隔着隔膜23相互层叠,并以隔着该隔膜23相互层叠的状态朝向卷绕方向r1卷绕。该卷绕方向r1是沿电池元件20的外周面的弯曲方向。因此,电池元件20是包含隔着隔膜23朝向卷绕方向r1卷绕的正极21及负极22的卷绕电极体。作为该卷绕电极体的电池元件20作为卷芯部而具有沿交叉方向r2延伸的卷绕中心空间20k。
[0075]
需要说明的是,正极21及负极22各自的高度小于隔膜23的高度。这是为了防止正极21与负极22接触(短路)。另外,负极22的高度大于正极21的高度。这是为了防止在充放电时析出锂而导致正极21与负极22短路。
[0076]
正极21包含正极集电体及正极活性物质层。该正极活性物质层既可以设置于正极集电体的两面,也可以仅设置于正极集电体的单面。正极集电体包含铝、铝合金以及不锈钢等的导电性材料中的任意一种或两种以上。正极活性物质层包含嵌入和脱嵌锂的正极活性物质,该正极活性物质包含含锂过渡金属化合物等的含锂化合物中的任意一种或两种以上。该含锂过渡金属化合物是作为构成元素而包含锂和一种或两种以上的过渡金属元素的氧化物、磷酸化合物、硅酸化合物以及硼酸化合物等。但是,正极活性物质层也可以进一步包含正极粘合剂及正极导电剂等。
[0077]
负极22包含负极集电体及负极活性物质层。该负极活性物质层既可以设置于负极集电体的两面,也可以仅设置于负极集电体的单面。负极集电体包含铁、铜、镍、不锈钢、铁合金、铜合金以及镍合金等中的任意一种或两种以上。负极活性物质层包含嵌入和脱嵌锂的负极活性物质,该负极活性物质包含碳材料及金属系材料等中的任意一种或两种以上。碳材料为石墨等。金属系材料是作为构成元素而包含与锂形成合金的金属元素及半金属元素中的任意一种或两种以上的材料,具体而言,作为构成元素而包含硅及锡等。该金属系材料既可以为单体,也可以为合金,也可以为化合物,还可以为它们的两种以上的混合物。但是,负极活性物质层也可以进一步包含负极粘合剂及负极导电剂等。
[0078]
隔膜23是介于正极21与负极22之间的绝缘性的多孔膜,在防止该正极21与负极22之间的短路的同时使锂通过。该隔膜23包含聚乙烯等的高分子化合物中的任意一种或两种以上。
[0079]
电解液含浸在正极21、负极22以及隔膜23的各个中,且包含溶剂及电解质盐。溶剂包含碳酸酯系化合物、羧酸酯系化合物以及内酯系化合物等的非水溶剂(有机溶剂)中的任意一种或两种以上。电解质盐包含锂盐等的轻金属盐中的任意一种或两种以上。
[0080]
[正极引线及负极引线]
[0081]
如图1至图5所示,正极引线30是一端部与正极21(正极集电体)连接且另一端部被
导出至外装膜10的外部的正极布线。如上所述,在密封部11中,由于在开口部10k中相互对置的外装膜10彼此以将正极引线30夹着的方式相互接合,因此,该正极引线30经由密封部11从外装膜10的内部导出至外部。正极引线30的形成材料与正极21(正极集电体)的形成材料相同。需要说明的是,正极引线30与正极21的连接位置并无特别限定,因此可以任意地设定。
[0082]
如图1至图5所示,负极引线40是一端部与负极22(负极集电体)连接且另一端部被导出至外装膜10的外部的负极布线。如上所述,在密封部11中,由于在开口部10k中相互对置的外装膜10彼此以将负极引线40夹着的方式相互接合,因此,该负极引线40经由密封部11从外装膜10的内部导出至外部。负极引线40的形成材料与负极22(负极集电体)的形成材料相同。需要说明的是,负极引线40与负极22的连接位置并无特别限定,因此可以任意地设定。
[0083]
即,正极引线30及负极引线40分别经由相互共用的密封部11从外装膜10导出至外部,因此朝向相互共用的方向导出至外装膜10的外部。在图2中,从外观来看,以相互重叠的方式图示正极引线30及负极引线40,但是实际上,如图4及图5所示,正极引线30及负极引线40相互并不重叠而是相互分离。
[0084]
如上所述,正极引线30及负极引线40分别经由密封部11被导出至外装膜10的外部,因此,在以接合面11m相对于交叉方向r2倾斜的方式折弯密封部11的情况下,正极引线30及负极引线40分别与该密封部11一起被折弯。
[0085]
需要说明的是,如图4所示,正极引线30及负极引线40分别在从外装膜10的内部向外部导出的过程中,以能够经由相互共用的密封部11导出至外部的方式在中途被折弯。
[0086]
具体而言,正极引线30包含引线部31、32、33。引线部31是位于外装膜10的内部,并且与电池元件20(正极21)连接的一端部分(正极连接部)。引线部32是被密封部11夹着的同时从该密封部11延伸至外装膜10的外部的另一端部分。引线部33是位于外装膜10的内部,并且与引线部31、32分别连结的中间部分。
[0087]
该正极引线30分两个阶段被折弯。具体而言,正极引线30在引线部31、33的连结部位沿着电池元件20被折弯,以能够从电池元件20引导至密封部11。由此,相对于引线部31沿着电池元件20的卷绕面延伸,而引线部33沿着电池元件20的上表面延伸。另外,正极引线30在引线部32、33的连结部位以远离电池元件20的方式被折弯,以使能够将正极引线30从外装膜10的内部引导至外部。由此,引线部32从电池元件20的上表面朝向密封部11延伸。
[0088]
负极引线40包含引线部41、42、43。引线部41是位于外装膜10的内部,并且与电池元件20(负极22)连接的一端部分(负极连接部)。引线部42是被密封部11夹着的同时从该密封部11延伸至外装膜10的外部的另一端部分。引线部43是位于外装膜10的内部并且与引线部41、42分别连结的中间部分。
[0089]
该负极引线40与上述正极引线30同样地分两个阶段被折弯。具体而言,负极引线40在引线部41、43的连结部位沿着电池元件20被折弯,以能够从电池元件20引导至密封部11。由此,相对于引线部41沿着电池元件20的卷绕面延伸,而引线部43沿着电池元件20的上表面延伸。另外,负极引线40在引线部42、43的连结部位以远离电池元件20的方式被折弯,以使能够将负极引线40从外装膜10的内部引导至外部。由此,引线部42从电池元件20的上表面朝向密封部11延伸。
[0090]
需要说明的是,引线部33朝向远离引线部43的方向屈曲,以在到达密封部11之前不会与该引线部43接触。另外,引线部43朝向远离引线部33的方向屈曲,以在到达密封部11之前不会与该引线部33接触。
[0091]
在此,当着眼于引线部31与电池元件20(正极21)连接的状态时,如图5所示,该引线部31相对于接合面11m倾斜。在图5中,为了简化图示内容,示出了引线部31相对于沿着接合面11m的线段l2倾斜的状态。
[0092]
另外,当着眼于引线部41与电池元件20(负极22)连接的状态时,如图5所示,该引线部41相对于接合面11m倾斜。在图5中,与上述引线部31同样地,示出了引线部41相对于沿着接合面11m的线段l2倾斜的状态。
[0093]
之所以使引线部31、41分别相对于线段l2(接合面11m)倾斜,是因为即使以相互不重叠的方式配置正极引线30(引线部31)及负极引线40(引线部41),正极引线30及负极引线40也分别被引导至相互共用的密封部11。由此,如上所述,正极引线30及负极引线40分别能够经由相互共用的密封部11引出至外装膜10的外部。
[0094]
引线部31相对于线段l2倾斜的角度θ1并无特别限定,并且,引线部41相对于线段l2倾斜的角度θ2并无特别限定。具体而言,角度θ1、θ2分别在大于0
°
且小于90
°
的范围内,优选为5
°
~85
°
。这是因为,容易将正极引线30及负极引线40分别引导至密封部11。
[0095]
[密封膜]
[0096]
密封膜51是在密封部11中插入外装膜10与正极引线30之间的间隙中并将该间隙密封的部件。
[0097]
在此,由于在开口部10k中相互对置的外装膜10彼此相互接合,因此,密封膜51配置于相互对置的外装膜10中的一方与正极引线30之间,并且配置于相互对置的外装膜10中的另一方与正极引线30之间。在此,密封膜51的设置范围扩展至外装膜10的外部。
[0098]
该密封膜51包含与正极引线30密接的聚烯烃等的高分子化合物中的任意一种或两种以上。聚烯烃的种类为聚乙烯及聚丙烯等,但并无特别限定。
[0099]
密封膜52是在密封部11中配置于外装膜10与负极引线40之间的间隙并将该间隙密封的部件。
[0100]
在此,由于在开口部10k中相互对置的外装膜10彼此相互接合,因此,密封膜52配置于相互对置的外装膜10中的一方与负极引线40之间,并且配置于相互对置的外装膜10中的另一方与负极引线40之间。在此,密封膜52的设置范围与上述密封膜51的设置范围同样地扩展至外装膜10的外部。
[0101]
该密封膜52包含与负极引线40密接的聚烯烃等的高分子化合物中的任意一种或两种以上。聚烯烃的种类与关于密封膜51说明的情况相同。
[0102]
<1-2.动作>
[0103]
该二次电池如以下所说明那样进行动作。在充电时,在电池元件20中,锂从正极21脱嵌,并且,该锂经由电解液嵌入负极22。另外,在放电时,在电池元件20中,锂从负极22脱嵌,并且,该锂经由电解液嵌入正极21。在这些情况下,锂以离子状态嵌入和脱嵌。
[0104]
<1-3.制造方法>
[0105]
为了说明二次电池的制造工序,图6、图7a、图7b、图7c、图8a、图8b、图8c、图9a、图9b以及图9c分别示出制造中途的二次电池的构成。图6、图7a、图8a以及图9a分别示出与图1
对应的立体构成。图7b、图8b以及图9b分别示出与图2对应的剖面构成。图7c、图8c以及图9c分别示出与图4对应的局部剖面构成。
[0106]
在制造二次电池时,通过以下说明的顺序组装该二次电池。该情况下,为了制成电池元件20,使用后述的卷绕体120(图7a至图7c)。该卷绕体120除了正极21、负极22以及隔膜23分别未含浸电解液以外,具有与电池元件20的构成同样的构成。以下,随时参照已经说明的图1至图5。
[0107]
首先,在调制了在有机溶剂等的溶剂中包含正极活性物质等的浆料之后,将该浆料涂布于正极集电体,由此形成正极活性物质层。由此,制成包含正极集电体及正极活性物质层的正极21。
[0108]
接着,在调制了在有机溶剂等的溶剂中包含负极活性物质等的浆料之后,将该浆料涂布于负极集电体,由此形成负极活性物质层。由此,制成包含负极集电体及负极活性物质层的负极22。
[0109]
接着,在溶剂中添加电解质盐。由此,调制包含溶剂及电解质盐的电解液。
[0110]
接着,使用焊接法等,将正极引线30(引线部31)连接至正极21(正极集电体),并且将负极引线40(引线部41)连接至负极22(负极集电体)。
[0111]
接着,在隔着隔膜23将连接有正极引线30的正极21与连接有负极引线40的负极22相互层叠之后,将该正极21、负极22以及隔膜23朝向卷绕方向r1卷绕。由此,如图6所示,制成具有卷绕中心空间20k的卷绕体120。
[0112]
接着,如图7a至图7c所示,在利用角度θ1、θ2分别在上述范围内的情况而将正极引线30及负极引线40分别分两个阶段折弯之后,将卷绕体120收纳在外装膜10的内部。该情况下,如上所述,在引线部31与正极21连接的状态下,以引线部33沿着卷绕体120的上表面的方式将正极引线30折弯之后,以能够将引线部32导出至外装膜10的外部的方式将正极引线30折弯。另外,如上所述,在引线部41与负极22连接的状态下,以引线部43沿着卷绕体120的上表面的方式将负极引线40折弯之后,以能够将引线部42导出至外装膜10的外部的方式将负极引线40折弯。
[0113]
此处使用的外装膜10如上所述使用深拉伸成型处理形成。因此,外装膜10是一端部敞开且另一端部封闭的扁平且柱状(容器状),具有开口部10k。在该开口部10k中,外装膜10彼此隔着开口部10k相互对置。因此,卷绕体120以正极引线30及负极引线40从外装膜10导出至外部的方式通过开口部10k被收纳于该外装膜10的内部。
[0114]
该外装膜10具有足够的深度,以便在卷绕体120被收纳于容器状的外装膜10的内部的状态下,在该卷绕体120的上方确保足够的空间。伴随于此,正极引线30及负极引线40分别具有足够的长度,以便在卷绕体120被收纳于容器状的外装膜10的内部的状态下,引线部32、42分别被充分地导出至外装膜10的外部。
[0115]
接着,向外装膜10的内部注入电解液。由此,由于在卷绕体120(正极21、负极22以及隔膜23)中含浸有电解液,因而制成电池元件20。
[0116]
接着,如图8a至图8c所示,使用具备未图示的两个加压夹具的冲压加工机等,在开口部10k处对外装膜10实施冲压处理。在该冲压处理中,由于是隔着正极引线30(引线部33)及负极引线40(引线部43)从两侧(图8a至图8c中为外装膜10的右侧及左侧)将两个加压夹具按压在外装膜10上,因此,从两侧向该外装膜10供给冲压力f。该情况下,在开口部10k的
附近,外装膜10以外装膜10的前后部分相互接近之后外装膜10的两侧部分也相互接近的方式被折叠,因此,引线部32、42被该两侧部分夹着。
[0117]
之后,向该外装膜10供给冲压力f,直到在开口部10k中相互对置的外装膜10彼此隔着引线部32、42相互密接为止。由此,如图9a至图9c所示,由于在开口部10k中相互对置的外装膜10彼此隔着正极引线30及负极引线40相互接合,因此形成具有接合面11m的密封部11。该密封部11沿交叉方向r2延伸。
[0118]
该情况下,在外装膜10与正极引线30之间插入密封膜51,并且,在外装膜10与负极引线40之间插入密封膜52。但是,在图9a及图9c中分别省略了密封膜51、52的图示,以便简化图示内容。
[0119]
由此,在外装膜10的内部收纳有电池元件20的状态下,该外装膜10(开口部10k)被密封,因此形成密封部11。需要说明的是,在密封后的外装膜10的内部,电解液的一部分也可以不含浸在正极21、负极22以及隔膜23的各个中而存在于卷绕中心空间20k等的剩余空间中。
[0120]
最后,以接合面11m相对于交叉方向r2(线段l1)倾斜的方式,即以角度ω成为上述范围内的方式将密封部11折弯。由此,如图1及图2所示,由于与密封部11被折弯对应地正极引线30及负极引线40也被折弯,因而完成二次电池。
[0121]
<1.4.作用及效果>
[0122]
在该二次电池中,在扁平且柱状的挠性的外装膜10的内部收纳电池元件20,该外装膜10在一端部具有密封部11,且在一端部以外的部位不具有密封部11。另外,与正极21连接的正极引线30经由密封部11被导出至外装膜10的外部,并且,与负极22连接的负极引线40经由密封部11被导出至外装膜10的外部,在该密封部11中相互对置的外装膜10彼此相互接合,因此,基于以下说明的理由,能够增加二次电池的每单位体积的能量密度。
[0123]
图10示出比较例的二次电池的立体构成,与图1对应。为了说明比较例的二次电池的制造工序,图11及图12分别示出与图10对应的立体构成。在图10至图12的各图中,对与本实施方式的二次电池的构成要素相同的构成要素标注相同的附图标记。
[0124]
如图10所示,比较例的二次电池除了取代外装膜10而具备外装膜60,并且正极引线30及负极引线40各自的导出形式不同以外,具有与本实施方式的二次电池的构成相同的构成。
[0125]
具体而言,外装膜60具有在互不相同的三个部位(三边)被密封的密闭结构(三边密封型的密闭结构),因此具有三个密封部61、62、63。如上所述,第一个密封部61是交叉方向r2的一端部(图10中的上端部)。第二个密封部62是交叉方向r2的另一端部(图10中的下端部)。第三个密封部63是与交叉方向r2交叉的方向的侧端部(图中的左端部)。
[0126]
正极引线30在一端部与正极21连接,并且在另一端部经由密封部61被导出至外装膜60的外部。负极引线40在一端部与负极22连接,并且在另一端部经由与密封部61不同的密封部62被导出至外装膜60的外部。
[0127]
如图11及图12所示,该比较例的二次电池除了卷绕体120的制作顺序(正极引线30及负极引线40的形成工序)不同,并且二次电池的组装顺序(外装膜60的密封工序)不同以外,能够通过与本实施方式的二次电池的制造方法相同的顺序进行制造。
[0128]
在形成正极引线30及负极引线40时,以能够向交叉方向r2中的一方的方向(上方
向)引导引线部32的方式使引线部31与正极21连接,并且以能够向交叉方向r2中的另一方的方向(下方向)引导引线部42的方式使引线部42与负极22连接。
[0129]
在密封外装膜60时,使用能够折弯的一片外装膜60。在该外装膜60中,在折弯的状态下相互对置的部位形成有两个深拉伸部60s1、60s2,以便能够在后工序中在折弯的状态下收纳卷绕体120。
[0130]
使用该外装膜60,以将卷绕体120夹着的方式将外装膜60向折弯方向n折弯,由此将电池元件20收纳在深拉伸部60s1、60s2之后,在该折弯部位以外的三边对外装膜60实施冲压处理,由此形成三个密封部61~63。具体而言,在外装膜60的上端部,通过使相互对置的外装膜60彼此隔着正极引线30相互接合,从而形成具有接合面61m的密封部61。另外,在外装膜60的下端部,通过使相互对置的外装膜60彼此隔着负极引线40相互接合,从而形成具有接合面62m的密封部62。进而,在外装膜60的侧端部,通过使相互对置的外装膜60彼此相互接合,从而形成具有接合面63m的密封部63。
[0131]
之后,将密封部61、62、63分别折弯。具体而言,以接合面61m相对于交叉方向r2倾斜的方式将密封部61折弯。另外,以接合面62m相对于交叉方向r2倾斜的方式将密封部62朝向与密封部61的折弯方向相同的方向折弯。进而,将密封部63朝向与密封部61、62各自的折弯方向相同的方向折弯。
[0132]
如图10所示,该比较例的二次电池的外装膜60具有三边密封型的密闭结构,因而该外装膜60不仅具有密封部61,还具有密封部63。该情况下,元件空间体积减少与密封部63的占有体积对应的量。
[0133]
具体而言,假设二次电池的高度hm恒定,则元件空间体积依赖于二次电池的有效外径dy。比较例的二次电池具有外径dm,但因为密封部63的存在从而产生损失外径dr,因此,决定元件空间体积的有效外径dy成为从外径dm减去损失外径dr后的值。即,有效外径dy根据有效外径dy=外径dm-损失外径dr这一计算式算出。该情况下,元件空间体积根据比外径dm小损失外径dr的量的有效外径dy进行决定,因此该元件空间体积减少由损失外径dr引起的体积量。由此,由于无法得到足够的元件空间体积,因此,难以增加二次电池的每单位体积的能量密度。
[0134]
相对于此,如图1所示,本实施方式的二次电池的外装膜10具有单边密封型的密闭结构,因此,该外装膜10仅具有与密封部61对应的密封部11,而不具有密封部63。该情况下,与上述比较例的二次电池不同,元件空间体积不会减少与密封部63的占有体积对应的量,因此,不会产生因为该密封部63的存在而引起的损失外径dr。该情况下,有效外径dy与外径dm相等,因此元件空间体积根据该外径dm进行决定。由此,由于能够得到足够的元件空间体积,因此,能够增加二次电池的每单位体积的能量密度。
[0135]
除此之外,在密封部11中,只要在开口部10k中相互对置的外装膜10彼此相互接合,便可利用深拉伸成型处理等容易且稳定地实现具有单边密封型的密闭结构的外装膜10。因此,由于能够容易且稳定地实现电池特性的提高,因此能够得到更高的效果。
[0136]
另外,只要正极引线30及负极引线40分别经由密封部11被导出至外装膜10的外部,则该正极引线30及负极引线40朝向相互共用的方向被导出。由此,基于以下说明的理由,与比较例的二次电池相比较而元件空间体积进一步增加,因此能够得到更高的效果。
[0137]
假设二次电池的外径dm恒定,则元件空间体积依赖于二次电池的有效高度hy。如
图10所示,比较例的二次电池的外装膜60具有三边密封型的密闭结构,因此,该外装膜60不仅具有密封部61,还具有密封部62。
[0138]
该情况下,即使二次电池具有高度hm,但因为密封部61的存在从而产生损失高度hr1,并且,因为密封部62的存在也产生损失高度hr2,因此,决定元件空间体积的有效高度hy成为从高度hm减去损失高度hr1、hr2后的值。即,有效高度hy根据有效高度hy=高度hm-(损失高度hr1 损失高度hr2)这一计算式算出。
[0139]
由此,元件空间体积根据比高度hm小损失高度hr1、hr2的量的有效高度hy进行决定,因此,该元件空间体积减少由损失高度hr1、hr2引起的体积量。因此,在比较例的二次电池中,由于无法得到足够的元件空间体积,因此,难以增加二次电池的每单位体积的能量密度。
[0140]
相对于此,如图1所示,本实施方式的二次电池的外装膜10具有单边密封型的密闭结构,因此,该外装膜10仅具有与密封部61对应的密封部11,而不具有密封部62。
[0141]
该情况下,产生因为密封部11的存在而引起的损失高度hr(=hr1),但不产生因为密封部62的存在而引起的损失高度hr2,因此,有效高度hy与上述比较例的二次电池不同,成为比高度hm小损失高度hr1的量的值。即,有效高度hy根据有效高度hy=高度hm-损失高度hr1这一计算式算出。
[0142]
由此,元件空间体积根据比高度hm小损失高度hr1的量的有效高度hy进行决定,因此,该元件空间体积与上述比较例的二次电池不同,仅减少因为损失高度外径hr1引起的体积量。因此,由于能够得到足够的元件空间体积,因此,能够增加二次电池的每单位体积的能量密度。
[0143]
即,在本实施方式的二次电池中,与比较例的二次电池相比较,不仅从有效外径dy的观点出发,而且从有效高度hy的观点出发,元件空间体积也增加,因此能够进一步增加每单位体积的能量密度。
[0144]
需要说明的是,此处对比较例的二次电池具有三边密封型的密闭结构的情况进行了说明,但从上述有效高度hy的观点出发元件空间体积增加的优点在比较例的二次电池具有两边密封型的密闭结构的情况下也同样能够得到。
[0145]
即,在具有两边密封型的密闭结构的比较例的二次电池仅具有密封部61、62的情况下,与上述具有三边密封型的密闭结构的情况同样地,产生损失高度hr1、hr2,因此有效高度hy减小。因此,元件空间体积减少了因为损失高度hr1,tr2引起的体积量,因此,难以增加二次电池的每单位体积的能量密度。
[0146]
相对于此,在具有单边密封型的密闭结构的本实施方式的二次电池仅具有密封部11的情况下,如上所述,仅产生损失高度hr1,因此,与具有两边密封型的密闭结构的比较例的二次电池相比较,有效高度hy增加。因此,由于元件空间体积增加,因此,能够增加二次电池的每单位体积的能量密度。
[0147]
除此之外,在本实施方式的二次电池中,在外装膜10为一片部件的情况下,如上所述,能够利用使用深拉伸成型处理等形成的一片外装膜10容易且稳定地实现具有单边密封型的密闭结构的外装膜10。因此,从该观点出发,也能够容易且稳定地实现电池特性的提高,因此能够得到更高的效果。
[0148]
另外,在正极引线30中的引线部31相对于接合面11m(线段l2)倾斜,并且,负极引
线40中的引线部41相对于接合面11m(线段l2)倾斜的情况下,即使正极引线30及负极引线40配置于互不相同的场所,也能够以经由相互共用的密封部11导出至外装膜10的外部的方式引导正极引线30及负极引线40。因此,二次电池能够使用朝向相互共用的方向导出的正极引线30及负极引线40稳定地进行动作(充放电),并且,该二次电池容易被连接至电子设备,因此可以获得更高的效果。
[0149]
另外,在以接合面11m相对于交叉方向r2倾斜的方式折弯密封部11的情况下,与该密封部11未折弯时相比较,高度hm减小。因此,因为有效高度hy相对增加从而元件空间体积增加,因此能够得到更高的效果。该情况下,在密封部11的倾斜的角度ω为90
°
以上的情况下,因为高度hm充分变小从而元件空间体积充分增加,因此能够得到更高的效果。
[0150]
另外,在密封部11设置于底部m1、m2中的任意一个的情况下,与该密封部m11设置于侧壁部m3时相比,不仅元件空间体积增加,而且在二次电池的制造工序中容易顺畅地将电池元件20插入外装膜10的内部,因此能够得到更高的效果。
[0151]
另外,在电池元件20中正极21及负极22隔着隔膜23卷绕的情况下,正极21及负极22各自的卷绕数根据元件空间体积的增加而增加,因此正极21与负极22的对置面积也增加。因此,每单位体积的能量密度充分增加,因此能够得到更高的效果。
[0152]
另外,在二次电池为扁平且柱状的纽扣型的二次电池的情况下,在尺寸的观点上限制大的小型的二次电池中每单位体积的能量密度有效地增加,因此能够得到更高的效果。
[0153]
另外,在二次电池的制造方法中,在将电池元件20插入使用深拉伸成型处理形成的扁平且柱状的外装膜10的内部之后,将插入该电池元件20的内部的外装膜10密封,因此,能够容易且稳定地实现具有上述单边密封型的密闭结构的外装膜10。因此,能够制造每单位体积的能量密度增加的二次电池。
[0154]
<1-5.体积能量密度的比较>
[0155]
在此,针对本实施方式的二次电池(图1)及比较例的二次电池(图10)分别逻辑性(数学性)地算出体积能量密度(wh/l(=wh/dm3)),从而对它们的体积能量密度相互进行比较后,得到表1所示的结果。
[0156]
表1中的“密闭结构”一栏中示出该密闭结构的密封形式(单边密封型或三边密封型)。“单边密封型”是与本实施方式的二次电池相关的密闭结构的密封形式,并且,“三边密封型”是与比较例的二次电池相关的密闭结构的密封形式。作为二次电池的构成条件,通过使外装膜10,60各自的底面的形状=圆、外径dm=12mm、密封部11、61、62、63的接合宽度=1.5mm,从而如表1所示使高度hm(mm)变化。有效高度hy(mm)及有效外径dy(mm)如表1所示。
[0157]
在算出体积能量密度时,首先,根据外径dm及高度hm算出二次电池的最大体积(dm3)。接着,在3.8v的平均电压下对二次电池进行充放电,由此测定电池容量(wh)。最后,将电池容量除以最大体积,由此算出体积能量密度(wh/dm3)。
[0158]
[表1]
[0159][0160]
如表1所示,体积能量密度根据二次电池的构成而变动。
[0161]
具体而言,在比较例的二次电池(三边密封型的密闭结构)中,因为存在密封部61、62双方从而损失高度hr变大,因而有效高度hy变小,并且,因为存在密封部63从而损失外径dr变大,因而有效外径dy变小。由此,由于元件空间体积减少,因而体积能量密度不会充分增加。
[0162]
需要说明的是,在比较例的二次电池中,在高度hm=3mm时体积能量密度为0wh/dm3是因为,因为密封部61的接合宽度=密封部62的接合宽度=1.5mm而使损失高度hr为3mm(=1.5mm 1.5mm),因此元件空间体积变为0mm3。
[0163]
相对于此,在本实施方式的二次电池(单边密封型的密闭结构)中,因为仅存在密封部11从而损失高度hr变小,因此有效高度hy变大,而且因为不存在密封部63从而未产生损失外径dr。由此,由于元件空间体积增加,因此体积能量密度充分增加。
[0164]
根据表1所示的结果,在本实施方式的二次电池中,与比较例的二次电池相比较,损失高度hr被抑制为最低限度,并且未产生损失外径dr,因此元件空间体积增加。因此,能够增加每单位体积的能量密度。
[0165]
<2.变形例>
[0166]
接着,对上述二次电池的变形例进行说明。二次电池的构成能够如以下所说明适当地进行变更。但是,以下所说明的一系列变形例中的任意两种以上也可以相互组合。
[0167]
[变形例1]
[0168]
在图1中,外装膜10具有圆柱状的立体形状,但该外装膜10的立体形状并无特别限定。具体而言,外装膜10的立体形状也可以为四角柱等其他的柱状形状。即使在该情况下,在具有单边密封型的密闭结构的外装膜10中元件空间体积也增加,因此能够得到同样的效果。
[0169]
[变形例2]
[0170]
在图1中,正极引线30的根数为一根,但该正极引线30的根数并无特别限定,因此也可以为两根以上。即使在该情况下,在具有单边密封型的密闭结构的外装膜10中元件空间体积也增加,因此能够得到同样的效果。该情况下,特别是当正极引线30的根数增加时,二次电池(电池元件20)的电阻降低,因此可以得到更高的效果。
[0171]
此处说明的变形例2针对负极引线40也是同样的。即,负极引线40的根数并不限于一根,因此也可以为两根以上。
[0172]
[变形例3]
[0173]
正极引线30既可以是由于与正极集电体物理性地分离,因此与该正极集电体分体化,也可以是由于与正极集电体物理性地连结,因此与该正极集电体一体化。在后者的情况下,在使用金属箔的冲裁加工的正极21的形成工序中,在正极集电体上形成正极活性物质层之后,以正极引线30和正极集电体成为相互一体化的形状的方式对正极集电体进行冲裁(日语:打
ち
抜
く
),由此能够形成包含与该正极引线30一体化的正极集电体的正极21。即使在该情况下,正极引线30与正极集电体的电导通也得到确保,因此能够得到同样的效果。
[0174]
此处说明的变形例3也能够适用于负极引线40及负极集电体。即,负极引线40既可以与负极集电体分体化,也可以与负极集电体一体化。即使在这种情况下,负极引线40与负极集电体之间的电导通也得到确保,因此能够得到同样的效果。
[0175]
以上,例举一实施方式及实施例对本技术进行了说明,但该本技术的构成并不限定于一实施方式及实施例中说明的构成,能够进行各种变形。
[0176]
具体而言,对使用液状的电解质(电解液)的情况进行了说明,但该电解质的种类并无特别限定,因此,既可以使用凝胶状的电解质(电解质层),也可以使用固体状的电解质(固体电解质)。
[0177]
另外,对电池元件的元件结构为卷绕型(卷绕电极体)的情况进行了说明,但该电池元件的元件结构并无特别限定,因此,也可以是正极及负极隔着隔膜相互层叠的层叠型(层叠电极体)以及正极及负极隔着隔膜呈之字形折叠的曲折型等其他的元件结构。
[0178]
另外,对电极反应物质为锂的情况进行了说明,但该电极反应物质并无特别限定。具体而言,如上所述,电极反应物质既可以是钠及钾等其他的碱金属,也可以是铍、镁以及钙等的碱土金属。除此之外,电极反应物质也可以是铝等的其他的轻金属。
[0179]
本说明书中记载的效果仅为示例,因此,本技术的效果并不限定于本说明书中记载的效果。因此,本技术也可以得到其他的效果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。