1.本实用新型涉及激光焊接技术领域,尤其涉及一种适用于透明和白色塑料的激光焊接装置。
背景技术:
2.塑料作为一种高分子材料,以其优越的理化特性、低廉的成本、可再生性,已代替某些钢铁、镁、铝等金属制品,被广泛地应用于航空、船舶、医药、汽车、包装、电器、电子和纺织等多种行业。但是,由于注塑、挤压等工艺的限制,很多尺寸、形状或结构复杂的塑料制品不能一次加工成型,需要采用连接技术。相比传统的机械连接、黏合剂黏结和超声波及振动焊接,激光焊接具有诸多优势:非接触,清洁卫生;精密聚焦,可实现精密加工;焊接质量好;效率高;易于控制;无微粒,尤其适用于医学应用等。由于聚合物材料的光吸收特性,透明及白色聚合物为最难焊接的两类材料,且目前多种医疗用品及微器件均采用透明聚合物材料,对透明塑料焊接质量的提升尤为重要。
3.前期对透明聚合物激光焊接的研究多采用成熟的二氧化碳激光器,但由于材料的在10μm波段的高吸收,二氧化碳激光焊接技术无法实现较厚材料的激光透射式焊接,多用于激光对接焊,使得其应用受到了很大的限制。之后发展为采用近红外半导体激光器或光纤激光器进行激光透射式焊接,但下层焊接件一般需要选择涂炭黑、有色染料、二氧化钛、clearweld等吸光剂增加激光吸收。但吸光剂的使用不仅增加了操作难度,影响器件色泽,更会污染材料性能,在某些医疗产品上明令禁止。因此,无吸光剂的透明聚合物焊接是目前及未来透明聚合物的发展趋势。半导体激光器作为光源,使用短焦镜头调节焦距,并采用对流冷却的方式,也可以实现无添加吸光剂的透明聚合物的焊接。但使用的激光处于近红外波段,透明聚合物的吸收较低,需要较高的激光功率,且使用了冷却装置使得系统结构较为复杂。
4.透明或白色聚合物材料种类繁多,由透明和白色聚合物材料的吸收曲线可知,相比于可见光及近红外波段的激光,波长》1.6μm的激光处于聚合物的本征吸收区,透明聚合物的吸收明显高于其在可见光及近红外波段。若采用波长》1.6μm波段光源进行焊接,可使得更多的激光被透明聚合物材料吸收,进而转化为热量,以实现上下两待焊件的熔化和粘连,将会大大提高光源利用效率并降低技术难度。目前已经推出采用 2.0μm波段的半导体激光器和掺铥光纤激光器作为焊接用光源,但对于不同的材料,在此波段范围内的吸收特性差别较大。采用固定波长2.0 μm波段激光器,极大地限制了材料的焊接种类。
技术实现要素:
5.本实用新型提供一种激光焊接装置,以提高激光焊接装置的适用性。
6.为了实现上述技术目的,本实用新型采用下述技术方案:
7.本实用新型技术方案提供一种激光焊接装置,包括:
8.控制系统;
9.位移台,设置于工作面上,并与所述控制系统电连接,以用于在所述工作面内平移;
10.焊接夹具,设置于所述位移台上,并与所述控制系统电连接,以用于夹紧待焊接样品,且所述位移台能够带动所述焊接夹具在所述工作面内平移;
11.激光器组件,与所述控制系统电连接,以用于提供设定范围内波长可调谐的激光;
12.焊接头,与所述激光器组件连接,以用于对所述激光器组件发出的激光进行聚焦,且经所述焊接头聚焦后的激光朝向所述焊接夹具内的待焊接样品。
13.进一步地,所述激光器组件包括种子激光器、指示激光耦合部和功率放大器;
14.所述种子激光器与所述控制系统电连接,以用于提供波长可调谐的种子激光;
15.所述指示激光耦合部连接于所述种子激光器的输出端,并与所述控制系统电连接,以用于提供指示光,并将所述指示光与所述种子激光进行耦合;
16.所述功率放大器连接于所述指示激光耦合部的输出端,并与所述控制系统电连接,以用于将耦合后的种子光进行放大输出。
17.进一步地,所述种子激光器包括依次首尾相连的第一泵浦合束器、第一掺杂光纤、第一包层泵浦剥离器、耦合器、可调谐滤波器和第一隔离器,以形成环形腔结构,且所述第一泵浦合束器输入端的一侧还设有第一激光泵浦源;
18.所述第一激光泵浦源用于提供泵浦光;
19.所述可调谐滤波器用于实现波长的可调谐输出,以输出设定波长的种子激光;
20.所述第一隔离器用于实现种子激光的单向传输;
21.所述第一泵浦合束器用于将泵浦光与腔内信号光耦合进所述第一掺杂光纤内,形成第一耦合光;
22.所述第一包层泵浦剥离器用于剥除未被吸收的泵浦光;
23.所述耦合器用于实现部分第一耦合光在环形腔内循环振荡,并使部分腔内振荡光输出,作为种子光。
24.进一步地,所述指示激光耦合部包括半导体激光二极管、波分复合器和第二隔离器;
25.所述半导体激光二极管设置于所述波分复合器的输入端,以用于提供指示光;
26.所述波分复合器的输入端连接于所述耦合器的输出端,以接收从所述耦合器内输出的种子光,并将所述种子光光与所述指示光进行耦合,形成第二耦合光;
27.所述第二隔离器设置于所述波分复合器的输出端,以用于实现所述第二耦合光的单向传输。
28.进一步地,所述功率放大器包括依次连接的第二泵浦合束器、第二掺杂光纤、第二包层泵浦剥离器、第三隔离器和激光输出头,且所述第二泵浦合束器的输入端设有第二激光泵浦源;
29.所述第二激光泵浦源用于提供泵浦光;
30.所述第二泵浦合束器连接于所述第二隔离器的输出端,和所述第二激光泵浦源的输出端,用于将所述第二激光泵浦源提供的泵浦光和所述第二耦合光耦合进所述第二掺杂光纤内,形成第三耦合光;
31.所述第二包层泵浦剥离器用于剥除所述功率放大器中未被吸收的泵浦光;
32.所述第三隔离器用于实现所述第三耦合光的单向传输;
33.所述激光输出头用于输出所述第三耦合光。
34.进一步地,所述第一激光泵浦源和/或所述第二激光泵浦源为至少一个,多个所述第一激光泵浦源相互级联,多个所述第二激光泵浦源相互级联,所述泵浦光的波长为780~800nm。
35.进一步地,所述焊接夹具包括上盖板、下盖板和驱动部,所述上盖板固定于所述位移台上,所述下盖板活动安装于所述位移台上,且所述上盖板与所述下盖板相对设置;所述驱动部安装于所述位移台上并与所述下盖板连接,所述驱动部用于驱动所述下盖板靠近或远离所述上盖板。
36.进一步地,还包括焊接辅助部,所述焊接辅助部设置于所述焊接夹具的一侧,并与所述控制系统电连接,以用于朝向所述焊接头的焊接位置吹气。
37.进一步地,所述激光器组件的波长调谐范围为1800-2100nm。
38.本实用新型与现有技术相比,有益效果如下:
39.本实用新型技术方案的激光焊接装置,具体使用时,通过控制系统控制焊接夹具夹紧待焊接样品;然后,通过控制系统控制激光器组件发射设定波长的激光;再然后,通过控制系统控制焊接头对激光器组件发出的激光进行聚焦,使得激光聚集在待焊接样品的焊接位置,在激光的作用下可形成加热区,实现对待焊接样品的熔合;最后,通过控制系统控制位移台带动焊接夹具在工作面内移动,以实现特定的焊接轨迹,完成对待焊接样品的焊接。由此,利用该激光焊接装置能够在无吸收剂使用的情况下,通过可调谐波长的激光器组件,为多种透明或白色塑料的激光焊接提供合适吸收率的激光,以提高整体的适用性。
附图说明
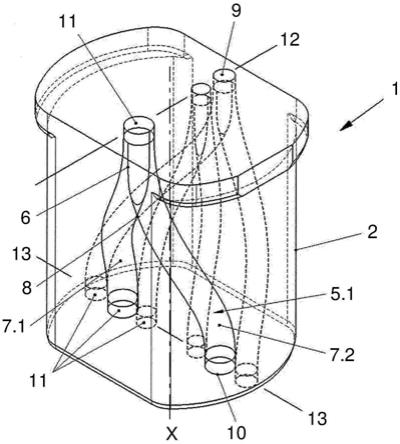
40.图1是本实用新型实施例提供的激光焊接装置的整体结构示意图;
41.图2是激光器组件的结构示意图;
42.图3是焊接头与焊接夹具配合焊接的结构示意图;
43.图4是本实用新型实施例提供的激光焊接方法的流程图。
44.在附图中,各附图标记表示:
45.1、控制系统;2、位移台;
46.3、焊接夹具;31、上盖板;32、下盖板;33、驱动部;
47.4、激光器组件;41、种子激光器;42、指示激光耦合部;43、功率放大器;411、第一泵浦合束器;412、第一掺杂光纤;413、第一包层泵浦剥离器;414、耦合器;415、可调谐滤波器;416、第一隔离器;417、第一激光泵浦源;421、半导体激光二极管;422、波分复合器; 423、第二隔离器;431、第二泵浦合束器;432、第二掺杂光纤;433、第二包层泵浦剥离器;434、第三隔离器;435、激光输出头;436、第二激光泵浦源;
48.5、焊接头;6、焊接辅助部;10、待焊接样品;101、上待焊接件; 102、下待焊接件。
具体实施方式
49.为使本实用新型的目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描
述的实施例仅仅是本实用新型一部分实施例,而非全部实施例。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
50.请参照图1所示,为本实用新型实施例提供的一种激光焊接装置,包括:控制系统1、位移台2、焊接夹具3、激光器组件4、焊接头5和焊接辅助部6。
51.其中,位移台2设置于工作面上,并与控制系统1电连接,以用于在工作面内平移;焊接夹具3设置于位移台2上,并与控制系统1电连接,以用于夹紧待焊接样品10(参照图3所示),且位移台2能够带动焊接夹具3在工作面内平移;激光器组件4与控制系统1电连接,以用于提供设定范围内波长可调谐的激光,在本实施例中,激光器组件4的波长调谐范围为1800-2100nm;焊接头5与激光器组件4连接,以用于对激光器组件发出的激光进行聚焦,且经焊接头5聚焦后的激光朝向焊接夹具3内的待焊接样品;焊接辅助部6设置于焊接夹具3的一侧,并与控制系统1电连接,以用于朝向焊接头5的焊接位置吹气。
52.在本实施例中,具体使用时,首先将待焊接样品放置在焊接夹具3 内,通过控制系统1控制焊接夹具3夹紧待焊接样品;然后,通过控制系统1控制激光器组件4发射设定波长的激光(其中,该激光的波长可根据待焊接样品的不同进行调谐);再然后,焊接头5对激光器组件4 发出的激光进行聚焦,使得激光聚集在待焊接样品的焊接位置,在激光的作用下可形成加热区,实现对待焊接样品的熔合;同时,在通过激光对待焊接样品进行焊接时,通过控制系统1控制焊接辅助部6朝向焊接头5的焊接位置吹气,以将焊接过程中产生的废气及时排走,避免污染焊接头5;最后,通过控制系统1控制位移台2带动焊接夹具3在工作面内移动,以实现特定的焊接轨迹,完成对待焊接样品的焊接。由此,利用该激光焊接装置能够在无吸收剂使用的情况下,通过可调谐波长的激光器组件4,为多种透明或白色塑料的激光焊接提供合适吸收率的激光,以提高整体的适用性。此外,该激光焊接装置光束质量佳、结构紧凑、易于维护,除增大应用范围外,也可以在一定程度上降低焊接成本,提高整体的性价比。
53.参照图2所示,在上述实施例中,具体的,激光器组件4包括种子激光器41、指示激光耦合部42和功率放大器43。其中,种子激光器41 为环形腔结构,通过与控制系统1电连接,用于提供波长可调谐的种子激光;指示激光耦合部42连接于种子激光器41的输出端,并与控制系统1电连接,以用于提供指示光,并将指示光与种子激光进行耦合;功率放大器43连接于指示激光耦合部42的输出端,并与控制系统1电连接,以用于将耦合后的种子光进行放大输出。由此,通过种子激光器41 提供种子激光,通过指示激光耦合部42提供指示光,并将种子激光与指示光耦合后通过功率放大器43进行放大输出,从而能够提高激光器组件4发出的激光功率。
54.继续参照图2所示,种子激光器41包括依次首尾相连的第一泵浦合束器411、第一掺杂光纤412、第一包层泵浦剥离器413、耦合器414、可调谐滤波器415和第一隔离器416,以形成环形腔结构,且第一泵浦合束器411输入端的一侧还设有第一激光泵浦源417。具体使用时,通过第一激光泵浦源417提供泵浦光,并通过可调谐滤波器415实现波长的可调谐输出,以输出设定波长的种子激光(该激光的波长根据待焊接样品而定);经过可调谐滤波器415的信号光会进入到第一隔离器416 内,以实现腔内信号光的单向传输。然后,泵浦光和腔内信号光会通过第一泵浦合束器耦合进第一掺杂光纤412内,形成第一耦合光,其中,第
一掺杂光纤412为单模掺杂光纤,是种子激光的增益介质,可为掺铥或铥钬共掺光纤,在吸收泵浦源的能量后,可实现粒子数的反转,进而产生自发辐射,结合激光器的谐振腔,形成激光振荡,其主要掺杂离子为铥离子,可辐射波长覆盖1800-2100nm范围内的光。经过第一掺杂光纤412增益后的第一耦合光会进入第一包层泵浦剥离器413内,以利用第一包层泵浦剥离器413剥除未被吸收的泵浦光,然后进入到耦合器414 内。通过耦合器414能够输出一部分振荡光,并将另一部分第一耦合光传输至可调谐滤波器415内,以继续在环形腔内循环振荡。
55.继续参照图2所示,在上述实施例中,指示激光耦合部42包括半导体激光二极管421、波分复合器422和第二隔离器423。其中,半导体激光二极管421设置于波分复合器422的输入端,以用于提供指示光,本实施例中,该指示光为绿光,波长为500-550nm;波分复合器422的输入端连接于耦合器414的输出端,以接收从耦合器414内输出的种子光,并将种子光与指示光进行耦合,形成第二耦合光;第二隔离器423 设置于波分复合器422的输出端,以用于实现第二耦合光的单向传输,并将该第二耦合光传输至功率放大器43内。
56.继续参照图2所示,在上述实施例中,功率放大器43包括依次连接的第二泵浦合束器431、第二掺杂光纤432、第二包层泵浦剥离器433、第三隔离器434和激光输出头435,且第二泵浦合束器431的输入端设有第二激光泵浦源436。具体的,在该实施例中,第二激光泵浦源436 用于提供泵浦光;通过将第二泵浦合束器431连接于第二隔离器423的输出端,以接收从第二隔离器423输出的第二耦合光,从而将第二激光泵浦源436提供的泵浦光和第二耦合光耦合进第二掺杂光纤432内,形成第三耦合光,其中,第二掺杂光纤432为大模面积掺杂光纤,是功率放大器43的增益介质,在吸收泵浦源的能量后,可实现粒子数的反转,对信号光实现放大,其掺杂离子为铥离子或铥钬共掺离子,可辐射波长覆盖1800-2100nm范围内的光。经过第二掺杂光纤432增益后的第三耦合光会进入到第二包层泵浦剥离器433内,以利用第二包层泵浦剥离器 433剥除功率放大器43中未被吸收的泵浦光,然后进入到第三隔离器 434内,以实现第三耦合光的单向传输,并将第三耦合光传输至激光输出头435内,最终利用激光输出头435将第三耦合光输出。
57.参照图3所示,激光输出头435用于与焊接头5连接,从而能够将第三耦合光传输至焊接头5内,其中,焊接头5具有较大的数值孔径,可实现光的快速聚焦,从而利用该焊接头5能够对可调谐光纤激光器发出的第三耦合光进行扩束、准直、聚焦,使得第三耦合光聚焦后的焦点位于焊接夹具3内待焊接样品10的焊接位置。
58.参照图3所示,在本实施例中,待焊接样品10包括上待焊接件101 和下待焊接件102,上待焊接件101与下待焊接件102的接触面即为待焊接样品10的焊接位置。同时,焊接夹具3包括上盖板31、下盖板32 和驱动部33,具体的,上盖板31固定于位移台2上(可通过螺栓固定,也可通过焊接固定),下盖板32活动安装于驱动部33上。上盖板31 与下盖板32相对设置,同时,驱动部33安装于位移台2上并与下盖板32连接,驱动部33用于驱动下盖板32靠近或远离上盖板31,从而实现对待焊接样品10的夹紧或松开。在本实施例中,驱动部33为气缸,在其他实施例中也可以选用其他动力元件代替,在一实施例中,该气缸的动力轴伸出距离可根据待焊接样品10本身的厚度而定,以保证该气缸能够对待焊接样品10施加设定的压力,例如:设定气缸对待焊接样品10施加的压力为5n,如果待焊接样品10较薄时,则气缸的动力轴伸出距离略大,反之,则气缸的动力轴伸出距离略小,从而保证无论待焊接样品10的
厚度为多少,该气缸对待焊接样品10所施加的压力不变。在另一实施例中,该气缸的动力轴伸出距离可恒定不变,即无论待焊接样品10的厚度如何变化,气缸的动力轴伸出的距离不变,相应地,气缸对于不同厚度的待焊接样品10施加的压力也会在一定范围内变化,只要不影响正常焊接即可。
59.在上述实施例中,优选的,第一激光泵浦源417和/或第二激光泵浦源436为至少一个,泵浦源的泵浦光的波长为780~800nm,可根据输出功率情况,将多个第一激光泵浦源417相互级联使用,或将多个第二激光泵浦源436相互级联使用。
60.参照图4所示,为本实用新型实施例提供的一种利用激光焊接装置的焊接方法,具体包括以下步骤:
61.s10、将待焊接样品10放置在焊接夹具3内,通过控制系统1控制焊接夹具3夹紧待焊接样品10。
62.具体的,首先将下待焊接件102放置于下盖板32上,然后,将上待焊接件101放置于下待焊接件102上,通过控制系统1控制驱动部33 沿图3中a方向移动设定距离,使得上盖板31与下盖板32能够对上待焊接件101和下待焊接件102施加设定大小的压力(例如:5n),从而夹紧待焊接样品10。
63.s20、通过控制系统1控制激光器组件4发射设定波长的激光。
64.具体的,通过控制系统1控制种子激光器41发射种子激光,通过控制系统1控制指示激光耦合部42发射指示光,并将种子激光与指示光耦合后通过功率放大器43进行放大输出,以发射设定波长的激光。
65.s30、通过控制系统1控制焊接头5对激光器组件4发出的激光进行聚焦,使得激光聚集在待焊接样品10的焊接位置,在激光的作用下可形成加热区,实现对待焊接样品10的熔合;
66.具体的,经激光器组件发出的激光进入到焊接头5内,焊接头5对激光进行聚焦,使得激光聚集在上待焊接件101与下待焊接件102之间的接触面,在激光的作用下可形成加热区,实现对上待焊接件101与下待焊接件102之间接触面的焊接。
67.s40、通过控制系统1控制焊接辅助部6对待焊接样品10的焊接位置进行清理。
68.具体的,通过控制系统1控制焊接辅助部6朝向焊接头5的焊接位置吹气,以将焊接过程中产生的废气及时排走,避免污染焊接头5。
69.s50、通过控制系统1控制位移台2带动焊接夹具3在工作面内移动,以实现特定的焊接轨迹,完成对待焊接样品10的焊接。
70.具体的,根据上待焊接件101与下待焊接件102之间的需要实现的轨迹,通过控制系统1控制位移台2带动焊接夹具3在工作面内移动,从而使得经焊接头5聚焦的激光能够沿着轨迹移动,从而完成对待焊接样品10的焊接。
71.综上所述,本实用新型提供的激光焊接装置及焊接方法,采用波长可调谐光纤激光器作为焊接用激光光源,可提供波长位于1800-2100nm 范围内的激光,根据不同的透明或者白色塑料在此波段范围的吸收特性,选择合适的激光波长,在大数值孔径焊接头5和焊接夹具3的配合下,以达到最佳的焊接效果。此外,本实用新型所用激光光源为全光纤化结构,光束质量好,系统紧凑,稳定,降低维护频率,可极大地增强透明或白色塑料激光焊接的性价比。
72.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
73.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
74.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。