1.本发明涉及显示屏技术领域,尤其涉及一种异形屏的制备方法。
背景技术:
2.手机的发展趋势越来越趋向于全面屏及摄像头嵌入于显示屏内,导致有源矩阵有机发光二极体(amoled)屏需要由原先的方形屏朝异形屏发展。异形屏手机因其屏占比高、外形靓丽圆润、手感极佳,深受消费者追捧。
3.amoled屏制作成异形屏,需要进行cnc加工,将直角加工成圆角,为避让手机摄像头位置对屏幕进行cnc异形切割,如图1所示;由于amoled屏由玻璃胶(frit胶)封装将上下玻璃封装而成,frit材料耐冲击性能比较弱,cnc制作过程中容易发生玻璃分层现象,为了减少玻璃分层概率,通常需要多次加工或增加镭射切割等制程,增加工艺复杂性,机台投资及制作成本较高。
4.cn108710340a公开了一种全面屏盖板cnc一次成型加工工艺,在cad/cam软件中导入全面屏盖板产品图纸,具体加工工艺包括刀具路径、刀具类型、主轴转速、路径进给率及进退刀参数等,针对全面屏盖板四条弧边为长短弧设计,即听筒孔端弧边短,其他弧边较长,该发明通过设计全面屏盖板一次成型刀具及优化加工工艺,极大的降低工艺难度,提高生产良率及效率,降低企业生产成本。但是该发明提供的cnc工艺过程中很容易产生上下玻璃分层的情况,影响产品良率。
5.cn102385652a公开了一种异形手机玻璃屏cnc成型刀具的设计方法。利用专业的作图软件,从产品的截面形状入手,对产品的截面形状进行编辑,利用cad软件中的复制、偏移、镜像、延伸、删除等命令,通过各种操作,设计出玻璃cnc设备使用的刀具图形。该设计方法适合对异形截面形状的产品的刀具进行设计,利用cnc成型设备加工的高精密度,可以精确控制产品的截面形状和尺寸,从而加工出需要的复杂产品形状,丰富了产品的外观设计,具有很高的推广价值。但是在使用该发明提供的刀具进行cnc时,仍然存在上下玻璃分离的情况,影响产品良率。
6.cn104261697a公开了一种显示屏触控玻璃的第三次强化工艺,包括:1)采用前处理液对触控玻璃进行浸泡预处理;所述的前处理液包括氟化氢铵、强酸、纯水及表面活化剂,前处理液的ph值为4-6,强酸为浓硫酸、浓盐酸、浓硝酸中的任一种或多种;2)采用三次强化液对触控玻璃进行强化处理;三次强化液包括:氟化氢铵、强酸、纯水、硅酸铝、表面活性剂;表面活性剂为烷基醇醚羧酸盐(aec)与氨基酸混合物。该发明的显示屏触控玻璃的第三次强化工艺采用离子置换的原理,对基板玻璃在cnc加工后产生的微观裂纹中的表面分子进行置换,加大了微观裂纹中分子直径,提高了分子的应力能力,具有强化加工效果好的优点。该方法虽然能够解决微观裂纹的问题,但是未解决上下玻璃分离的问题,且操作工艺复杂,生产成本升高。
7.因此,本领域亟待开发新的cnc制程方法,以解决上下玻璃分离的情况,同时简化工艺,降低生产成本。
技术实现要素:
8.针对现有技术的不足,本发明的目的在于提供一种异形屏的制备方法。所述制备方法能够有效解决在cnc制程过程中存在的上下玻璃分离的问题,且工艺简单,生产成本低。
9.为达此目的,本发明采用如下技术方案:
10.本发明提供了一种异形屏的制备方法,所述制备方法包括如下步骤:
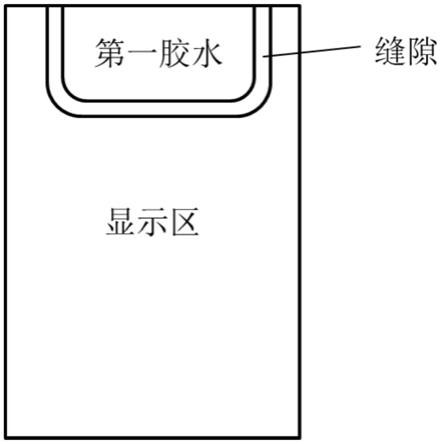
11.(1)在上盖玻璃的待去除区域涂覆第一胶水,在上盖玻璃的显示区边缘涂覆第二胶水,所述第一胶水和所述第二胶水之间留有缝隙,得到涂胶后的上盖玻璃;
12.(2)将所述涂胶后的上盖玻璃与下盖玻璃进行封装,随后沿着所述第一胶水和所述第二胶水之间的缝隙进行切割,得到所述异形屏。
13.本发明提供了一种新型的异形屏制备工艺,在上盖玻璃及下盖玻璃封装之前在上盖玻璃需要通过切割去除的区域增加涂覆第一胶水的步骤,增加待去除区域上下玻璃之间的粘结力,避免悬空区域,从而避免在切割过程产出震荡而导致上下玻璃分层。并且,本发明的方法可以通过一次或二次切割即可完成全部造型,大大节约加工时间及成本。
14.本发明的特点之一在于通过涂布第一次胶水可以使切割制成适应不同形状的造型,不会因为需求去除的材料面积大而导致切割风险加重。本发明对于造型形状不做具体限定。
15.优选地,步骤(1)中,所述第一胶水包括uv胶和/或玻璃胶。
16.优选地,步骤(1)中,所述第二胶水包括玻璃胶。
17.优选地,步骤(1)中,所述第二胶水的涂覆宽度≥0.1mm,例如0.12mm、0.14mm、0.16mm、0.18mm、0.2mm、0.22mm、0.24mm、0.26mm、0.28mm、0.3mm等。
18.优选地,步骤(1)中,所述第一胶水和所述第二胶水之间的缝隙的宽度≥5mm,例如5.1mm、5.2mm、5.3mm、5.4mm、5.5mm、5.6mm、5.7mm、5.8mm、5.9mm、6mm、7mm、8mm等。
19.本发明优选缝隙的宽度≥5mm,是由于uv胶遇热会挥发气体,影响上下玻璃合板及影响显示器有机材料。
20.优选地,步骤(1)中,所述涂覆第一胶水和所述涂覆第二胶水的方法各自独立地包括网版印刷。
21.优选地,步骤(1)中,所述涂覆第一胶水和所述涂覆第二胶水通过网版印刷同时进行。
22.优选地,所述网版印刷具体包括:在制图软件上绘制目标形状的转印网格,使用所述转印网格将所述第一胶水和/或第二胶水涂覆在目标位置。
23.优选地,所述网版印刷的覆墨速度为20-40mm/s,例如22mm/s、24mm/s、26mm/s、28mm/s、30mm/s、32mm/s、34mm/s、36mm/s、38mm/s等,优选30mm/s。
24.优选地,所述网版印刷的涂胶速率为80-120mm/s,例如82mm/s、84mm/s、86mm/s、88mm/s、90mm/s、92mm/s、94mm/s、96mm/s、98mm/s、100mm/s、110mm/s、115mm/s、118mm/s等,优选100mm/s。
25.优选地,步骤(2)中,所述封装的方法包括:将所述涂胶后的上盖玻璃与下盖玻璃进行压合,再进行激光烧结。
26.优选地,所述压合后,上盖玻璃与下盖玻璃之间的距离为5-8μm,例如5.2μm、5.4μ
m、5.6μm、5.8μm、6μm、6.2μm、6.4μm、6.6μm、6.8μm、7μm、7.2μm、7.4μm、7.6μm、7.8μm等,优选6μm。即第一胶水和第二胶水的厚度为5-8μm,优选6μm。
27.优选地,所述激光烧结的功率为5-10w,例如6w、7w、8w、9w等,优选7w。
28.优选地,所述激光烧结的速度为8-12mm/s,例如8.2mm/s、8.4mm/s、8.6mm/s、8.8mm/s、9mm/s、9.2mm/s、9.4mm/s、9.6mm/s、9.8mm/s、10mm/s、10.2mm/s、10.4mm/s、10.6mm/s、10.8mm/s、11mm/s、11.2mm/s、11.4mm/s、11.6mm/s、11.8mm/s等,优选10mm/s。
29.优选地,步骤(3)中,所述切割的仪器包括数控切割(cnc)机。
30.优选地,所述数控切割机的切刀形状为圆形。
31.优选地,所述圆形的直径为15-25mm,例如16mm、17mm、18mm、19mm、20mm、21mm、22mm、23mm、24mm等,优选20mm。
32.优选地,所述数控切割机的切刀转速为25000-30000rpm/min,例如26000rpm/min、27000rpm/min、28000rpm/min、29000rpm/min等,优选27000rpm/min。
33.优选地,所述数控切割机的研磨速率为0.8-1.2mm/s,例如0.9mm/s、1mm/s、1.1mm/s等,优选1mm/s。
34.优选地,步骤(3)中,所述切割的次数为一次或两次。
35.优选地,所述制备方法具体包括如下步骤:
36.(1)通过网版印刷法,以20-40mm/s的覆墨速度、80-120mm/s的涂胶速率,在上盖玻璃的待去除区域涂覆第一胶水,在上盖玻璃的显示区边缘涂覆宽度≥0.1mm第二胶水,所述第一胶水和所述第二胶水之间留有宽度≥5mm缝隙,得到涂胶后的上盖玻璃;
37.(2)将所述涂胶后的上盖玻璃与下盖玻璃进行压合,直至上盖玻璃与下盖玻璃之间的距离为5-8μm,再以5-10w的功率、8-12mm/s的速率进行激光烧结,随后使用数控切割机以25000-30000rpm/min的切刀转速、0.8-1.2mm/s的研磨速率沿着所述第一胶水和所述第二胶水之间的缝隙进行切割,得到所述异形屏。
38.相较于现有技术,本发明具有如下有益效果:
39.本发明提供了一种新型的异形屏制备工艺,在上盖玻璃及下盖玻璃封装之前在上盖玻璃需要通过切割去除的区域增加涂覆第一胶水的步骤,增加待去除区域上下玻璃之间的粘结力,避免悬空区域,从而避免在切割过程产出震荡而导致上下玻璃分层。且本发明的方法可以通过一次或二次切割即可完成全部造型,大大节约加工时间及成本。
40.本发明的特点之一在于通过涂布第一次胶水可以使切割制成适应不同形状的造型,不会因为需求去除的材料面积大而导致切割风险加重。
附图说明
41.图1是本发明背景技术中的cnc异形切割过程示意图。
42.图2是本发明具体实施方式中第一胶水的涂覆区域示意图。
43.图3是本发明具体实施方式中第一胶水的涂覆区域示意图。
44.图4是本发明具体实施方式中第一胶水的涂覆区域示意图。
具体实施方式
45.为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施
例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
46.实施例1
47.本实施例提供一种异形屏的制备方法,具体包括如下步骤:
48.(1)通过网版印刷法,以30mm/s的覆墨速度、100mm/s的涂胶速率,在上盖玻璃的待去除区域涂覆第一胶水(uv胶,购于hk/moresco,型号为umw90es701912200049),在上盖玻璃的显示区边缘涂覆宽度为0.1mm第二胶水(玻璃胶,购于旭硝子,牌号为tdx9b),所述第一胶水和所述第二胶水之间留有宽度为5mm缝隙,得到涂胶后的上盖玻璃;
49.其中,第一胶水的涂覆区域详见图2,图2中未画出第二胶水的位置,如上文所述,第二胶水涂覆在显示区的边缘,并且,图2仅是为了显示第一胶水涂覆区域的形状,图中的尺寸不具有实际意义,实际尺寸以文字叙述为准,其余附图同理。
50.(2)将所述涂胶后的上盖玻璃与下盖玻璃进行压合,直至上盖玻璃与下盖玻璃之间的距离为6μm,再以7w的功率、10mm/s的速率进行激光烧结,随后使用数控切割机以27000rpm/min的切刀转速、1mm/s的研磨速率沿着所述第一胶水和所述第二胶水之间的缝隙进行切割,得到所述异形屏。
51.上述数控切割机的切刀为直径20mm的圆形磨头。
52.实施例2
53.与实施例1的区别在于,第一胶水的涂覆区域如图3所示。
54.实施例3
55.与实施例1的区别在于,第一胶水的涂覆区域如图4所示,且所述第一胶水为玻璃胶(购于旭硝子,牌号为tdx9b)。
56.实施例4
57.本实施例提供一种异形屏的制备方法,具体包括如下步骤:
58.(1)通过网版印刷法,以20mm/s的覆墨速度、80mm/s的涂胶速率,在上盖玻璃的待去除区域涂覆第一胶水(uv胶,购于hk/moresco,型号为umw90es701912200049),在上盖玻璃的显示区边缘涂覆宽度0.5mm第二胶水(玻璃胶,购于旭硝子,牌号为tdx9b),所述第一胶水和所述第二胶水之间留有宽度8mm缝隙,得到涂胶后的上盖玻璃;
59.其中,第一胶水的涂覆区域详见图2。
60.(2)将所述涂胶后的上盖玻璃与下盖玻璃进行压合,直至上盖玻璃与下盖玻璃之间的距离为5μm,再以5w的功率、8mm/s的速率进行激光烧结,随后使用数控切割机以25000rpm/min的切刀转速、0.8mm/s的研磨速率沿着所述第一胶水和所述第二胶水之间的缝隙进行切割,得到所述异形屏。
61.上述数控切割机的切刀为直径25mm的圆形磨头。
62.实施例5
63.本实施例提供一种异形屏的制备方法,具体包括如下步骤:
64.(1)通过网版印刷法,以40mm/s的覆墨速度、120mm/s的涂胶速率,在上盖玻璃的待去除区域涂覆第一胶水(uv胶,购于hk/moresco,型号为umw90es701912200049),在上盖玻璃的显示区边缘涂覆宽度0.8mm第二胶水(玻璃胶,购于旭硝子,牌号为tdx9b),所述第一胶水和所述第二胶水之间留有宽度6mm缝隙,得到涂胶后的上盖玻璃;
65.其中,第一胶水的涂覆区域详见图2。
66.(2)将所述涂胶后的上盖玻璃与下盖玻璃进行压合,直至上盖玻璃与下盖玻璃之间的距离为8μm,再以10w的功率、12mm/s的速率进行激光烧结,随后使用数控切割机以30000rpm/min的切刀转速、1.2mm/s的研磨速率沿着所述第一胶水和所述第二胶水之间的缝隙进行切割,得到所述异形屏。
67.上述数控切割机的切刀为直径15mm的圆形磨头。
68.实施例6
69.与实施例1的区别在于,所述第一胶水和所述第二胶水之间的缝隙宽度为4mm。
70.对比例1
71.本对比例提供一种异形屏的制备方法,具体包括如下步骤:
72.(1)通过网版印刷法,以30mm/s的覆墨速度、100mm/s的涂胶速率,在上盖玻璃的显示区边缘涂覆宽度为0.1mm胶水(玻璃胶,购于旭硝子,牌号为tdx9b),得到涂胶后的上盖玻璃;
73.(2)将所述涂胶后的上盖玻璃与下盖玻璃进行压合,直至上盖玻璃与下盖玻璃之间的距离为6μm,再以7w的功率、10mm/s的速率进行激光烧结,随后使用数控切割机以27000rpm/min的切刀转速、1mm/s的研磨速率沿着所述胶水的外侧进行切割,得到所述异形屏。
74.对比例2
75.与实施例1的区别在于,所述第一胶水和所述第二胶水之间没有缝隙。
76.性能测试
77.对上述实施例和对比例的cnc切割过程中产品良率进行测试,结果如表1所示。
78.表1
[0079][0080][0081]
由表1可知,本发明提供的异形屏制备方法可以有效的避免cnc制程中上盖玻璃和
下盖玻璃分层的情况,产品良率较高。
[0082]
通过对比实施例1和实施例6可知,将第一胶水和所述第二胶水之间的缝隙的宽度控制在5mm以上,能够进一步提高产品的良率。
[0083]
申请人声明,本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。