1.本发明涉及玻璃原片生产和深加工技术领域,具体的说是一种可互换线路的平板玻璃垂直输送装置及方法。
背景技术:
2.现有玻璃厂布置冷端生产线一般在生产车间的二楼,但是从二楼生产出的玻璃需要输送到生产车间一楼的深加工线上进行后续生产,或者是在玻璃堆垛后也需要转运到一楼的成品库存储,导致了玻璃生产线在连续生产过程中玻璃的输送及转运造成了生产的不便以及易对玻璃的品质造成影响。
3.因此专利cn112340450a提出一种平板玻璃生产线立体输送装置及方法,该方案中的立体输送装置能有效解决原片生产线和深加工生产线不在同一楼层时玻璃的输送问题;同时该方案降低了企业的土建成本、提高了企业车间的空间利用率以及减少了玻璃堆垛、转运、上片等一系列工序,从而提高了企业的生产效率,为企业带来了良好的经济效益。
4.但是玻璃产线通常是两条及以上产线同时生产,并且玻璃的生产属于24小时全天在线生产,导致该方案中的立体输送装置或其所属的某一零部件需要更换维护时,立体输送装置不能正常使用,就会导致前端输送过来的玻璃不能通过该装置,因而在立体输送装置维护期间所输送过来的玻璃都会全部碎掉,从而便造成了玻璃的浪费,进而影响玻璃的成品率,使得不可避免地会带来一定的经济损失。
技术实现要素:
5.针对现有技术中存在的上述问题,旨在提供一种可互换线路的平板玻璃垂直输送装置及方法,解决玻璃多生产线在连续生产过程中立体输送装置维护时玻璃的垂直输送问题,提高玻璃的成品率。
6.具体技术方案如下:
7.一种可互换线路的平板玻璃垂直输送装置,包括:
8.立交转向装置,立交转向装置包括第一立交转向装置和第二立交转向装置;第一立交转向装置和第二立交转向装置均包括:多个平行布置的输送辊道、用于驱动多个输送辊道的第一驱动机构、多个设于相邻的输送辊道之间的转向皮带、驱动转向皮带转动的第二驱动机构、驱动转向皮带沿竖直方向上升或下降的转向皮带升降系统;
9.第一立体输送装置和第二立体输送装置,第一立体输送装置和第二立体输送装置均包括依次连接的收片装置、垂直输送装置和发片装置;收片装置设置于原片生产线的末端;发片装置设置于深加工线的首端或堆垛机辊道的首端;
10.可移动辊道,可移动辊道设置于第一立交转向装置和第二立交转向装置之间。
11.在另一个优选的实施例,转向皮带升降系统驱动转向皮带上升或下降以使转向皮带的上表面可操作的处于第一位置或第二位置;其中,
12.转向皮带的上表面处于第一位置时与可移动辊道的高度相同;
13.转向皮带的上表面处于第二位置时位于输送辊道上母线以下的位置。
14.在另一个优选的实施例,第一立交转向装置相对于可移动辊道的另一侧、和/或第二立交转向装置相对于可移动辊道的另一侧设置于气浮下片台。
15.在另一个优选的实施例,气浮下片台的高度与可移动辊道的高度相同。
16.在另一个优选的实施例,输送辊道与可移动辊道均可采用皮带输送辊道或滚筒输送辊道。
17.一种可互换线路的平板玻璃垂直输送方法,该工作方法适用于上述任意一项可互换线路的平板玻璃垂直输送装置,其中,该工作方法包括:
18.方法一、第一立体输送装置工作,平板玻璃依次经过第一原片生产线、第一立交转向装置的输送辊道、收片装置、垂直输送装置和发片装置运输至第一深加工线或堆垛机辊道;其中,第一原片生产线和第一深加工线/或堆垛机辊道位于不同的楼层;
19.第二立体输送装置工作,平板玻璃依次经过第二原片生产线、第二立交转向装置的输送辊道、收片装置、垂直输送装置和发片装置运输至第二深加工线或堆垛机辊道;其中第二原片生产线和第二深加工线/或堆垛机辊道位于不同的楼层。
20.方法二、第一立体输送装置维护或保养,第一原片生产线上的平板玻璃进入第一立交转向装置的输送辊道,第一立交转向装置的转向皮带升降系统驱动第一立交转向装置的转向皮带上升以使平板玻璃的下表面脱离第一立交转向装置的输送辊道,第一立交转向装置的第二驱动系统驱动第一立交转向装置的转向皮带转动以使平板玻璃进入气浮下片台。
21.方法三、第二立体输送装置维护或保养,第二原片生产线上的平板玻璃进入第二立交转向装置的输送辊道,第二立交转向装置的转向皮带升降系统驱动第二立交转向装置的转向皮带上升以使平板玻璃的下表面脱离第二立交转向装置的输送辊道,第二立交转向装置的第二驱动系统驱动转向皮带转动以使平板玻璃进入可移动辊道;
22.第一立交转向装置的转向皮带升降系统驱动第一立交转向装置的转向皮带上升,可移动辊道上的平板玻璃进入第一立交转向装置的转向皮带,第一立交转向装置的第二驱动系统驱动第一立交转向装置的转向皮带转动以使平板玻璃进入气浮下片台。
23.方法四、第一立体输送装置和第二立体输送装置同时维护或保养,第二原片生产线上的平板玻璃进入第二立交转向装置的输送辊道,第二立交转向装置的转向皮带升降系统驱动第二立交转向装置的转向皮带上升以使平板玻璃的下表面脱离第二立交转向装置的输送辊道,第二立交转向装置的第二驱动系统驱动转向皮带转动以使平板玻璃进入可移动辊道;
24.第一原片生产线上的平板玻璃进入第一立交转向装置的输送辊道,第一立交转向装置的转向皮带升降系统驱动第一立交转向装置的转向皮带上升以使平板玻璃的下表面脱离第一立交转向装置的输送辊道,第一立交转向装置的第二驱动系统驱动第一立交转向装置的转向皮带转动以使平板玻璃进入气浮下片台,可移动辊道上的平板玻璃进入第一立交转向装置的转向皮带,第一立交转向装置的第二驱动系统驱动第一立交转向装置的转向皮带转动以使平板玻璃进入气浮下片台。
25.上述技术方案与现有技术相比具有的积极效果是:
26.(1)本发明提出的一种可互换线路的平板玻璃垂直输送装置及方法,能有效解决
多产线平板玻璃在立体输送装置在维护时的垂直输送问题,从而能够提高垂直输送稳定性,进而能够提升玻璃成品率,使得生产效益得到提高。
27.(2)本发明通过人工的方式将平板玻璃从气浮下片台取下,使得能够更为平稳的对平板玻璃进行放置以及能够采用更多方式对平板玻璃进行处置。
附图说明
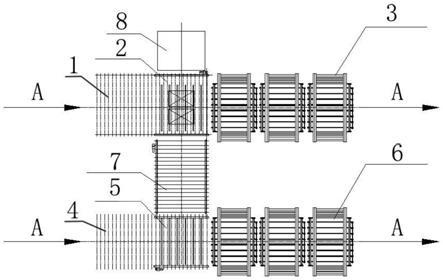
28.图1为本发明中一种可互换线路的平板玻璃垂直输送装置的实施例的结构示意图;
29.图2为本发明中立体输送装置的结构示意图。
30.附图中:
31.1、第一原片生产线;2、第一立交转向装置;3、第一立体输送装置;31、收片装置;32、垂直输送装置;33、发片装置;4、第二原片生产线;5、第二立交转向装置;6、第二立体输送装置;7、可移动辊道;8、气浮下片台;a、玻璃前进方向;b、原片产线层;c、深加工产线或堆垛机辊道层。
具体实施方式
32.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图1对本发明提供的一种可互换线路的平板玻璃垂直输送装置及方法作具体阐述。
33.本文中为组件所编序号本身,例如“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本技术所说“连接”、“联接”,如无特别说明,均包括直接和间接连接(联接)。在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
34.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
35.在该可互换线路的平板玻璃垂直输送装置中,包括立交转向装置、第一立体输送装置3、第二立体输送装置6和可移动辊道7;
36.其中第一立体输送装置3和第二立体输送装置6,第一立体输送装置3和第二立交转向装置5均包括依次连接的收片装置31、垂直输送装置32和发片装置33;收片装置31设置于原片生产线的末端;发片装置33设置于深加工线的首端或堆垛机辊道的首端;第一立体输送装置3能够在正常工作情况下,将第一原片生产线1上的玻璃跨楼层输送到第一加工线或堆垛辊道上,第二立体输送装置6能够在正常工作情况下,将第二原片生产线4上的玻璃跨楼层输送到第二加工线或堆垛辊道上,从而能够实现平板玻璃在竖直方向上的跨楼层之
间的移动运输,降低了企业的土建成本,进而能够合理安排产生线在各楼层的布置,提高了企业车间的空间利用率;
37.立交转向装置,立交转向装置包括第一立交转向装置2和第二立交转向装置5;第一立交转向装置2和第二立交转向装置5均包括:多个平行布置的输送辊道、用于驱动多个输送辊道的第一驱动机构、多个设于相邻的输送辊道之间的转向皮带、驱动转向皮带转动的第二驱动机构、驱动转向皮带沿竖直方向上升或下降的转向皮带升降系统,第一立交转向装置2在第一立体输送装置3在维护期间,能够将第一原片生产线1上的玻璃进行转向输送,第二立交转向装置5在第二立体输送装置6在维护期间,能够将第二原片生产线4上的平板玻璃进行转向输送,从而能够有效的避免玻璃进入到立体输送装置中而产生破碎的情况,进而提升了玻璃的成品率;
38.可移动辊道7,可根据实际需要进行调换位置,而可移动辊道7一般设置于第一原片生产线1与第二原片生产线4之间,使得可移动辊道7能够接收到第二立交转向装置5输送的玻璃到第一原片生产线1上;主要起到过渡输送的功能。
39.在一种优选的实施方式中,转向皮带升降系统驱动转向皮带上升或下降以使转向皮带的上表面可操作的处于第一位置或第二位置;其中,转向皮带的上表面处于第一位置时与可移动辊道7的高度相同;转向皮带的上表面处于第二位置时位于输送辊道上母线以下的位置。
40.在一种优选的实施方式中,第一立交转向装置2相对于可移动辊道7的另一侧、和/或第二立交转向装置5相对于可移动辊道7的另一侧设置于气浮下片台8。
41.在一种优选的实施方式中,气浮下片台8的高度与可移动辊道7的高度相同。
42.具体的,通过转向皮带升降系统能够将转向皮带升起至与可移动辊道7相同的高度且气浮下片台8的高度与可移动辊道7的高度相同,从而便于当第二立体输送装置6维护或保养时,第二生产线上的平板玻璃能够依次通过第二立交转向装置5、可移动辊道7、第一立交转向装置2进入气浮下片台8,使得在此过程中不会影响第一原片生产线1上的平板玻璃正常输送,更由于转向皮带升降系统能够将转向皮带下降至输送辊道上母线以下的位置,导致第一立体输送装置3工作时,转向皮带不会影响第一原片生产线1上的平板玻璃正常输送。
43.在一种优选的实施方式中,输送辊道与可移动辊道7均可采用皮带输送辊道或滚筒输送辊道。
44.具体的,带式输送辊道包括输送支架,输送滚轮、传送带以及驱动装置,一般的输送支架为矩形框架,其中矩形框架的两条长边方向设定为平板玻璃在收片辊道上的移动方向,输送滚轮分为两组分别设置在矩形框架的两条长边的内侧,同一侧的输送滚轮的圆周侧套设有传送带,驱动装置与其中一个或几个输送滚轮驱动连接,通过输送滚轮的转动来带动传送带的移动,在对玻璃进行传送时,平板玻璃的底部与两侧的传送带接触,具体的传送带采用较为柔软的材质避免划伤平板玻璃,此外传送速度相对较慢,避免平板玻璃与传送带之间产生相对移动;
45.具体的,辊筒式输送辊道包括输送支架,输送辊筒以及驱动装置,一般的输送支架为矩形框架,其中矩形框架的两条长边方向设定为平板玻璃在收片辊道上的移动方向,输送辊筒的两端分别与矩形框架的两条长边活动连接,驱动装置与输送辊筒驱动连接,在对
玻璃进行传送时,平板玻璃的底部与输送辊筒的圆周侧面接触,具体的输送辊筒的圆周外壁包裹有较为柔软的材质避免划伤平板玻璃,此外传送速度相对较慢,避免平板玻璃与输送辊筒之间产生相对滑动。
46.一种可互换线路的平板玻璃垂直输送方法,该工作方法适用于上述任意一项可互换线路的平板玻璃垂直输送装置,其中,该工作方法包括:
47.方法一、第一立体输送装置3工作时,平板玻璃依次经过第一原片生产线1、第一立交转向装置2的输送辊道、收片装置31、垂直输送装置32和发片装置33运输至第一深加工线或堆垛机辊道;其中,第一原片生产线1和第一深加工线/或堆垛机辊道位于不同的楼层;
48.第二立体输送装置6工作时,平板玻璃依次经过第二原片生产线4、第二立交转向装置5的输送辊道、收片装置31、垂直输送装置32和发片装置33运输至第二深加工线或堆垛机辊道;其中第二原片生产线4和第二深加工线/或堆垛机辊道位于不同的楼层。
49.方法二、第一立体输送装置3维护或保养时,首先第一原片生产线1上的平板玻璃进入第一立交转向装置2的输送辊道,然后第一立交转向装置2的转向皮带升降系统驱动第一立交转向装置2的转向皮带上升以使平板玻璃的下表面脱离第一立交转向装置2的输送辊道,最后第一立交转向装置2的第二驱动系统驱动第一立交转向装置2的转向皮带转动以使平板玻璃进入气浮下片台8,而输送至气浮下片台8的玻璃再由人工下片到玻璃存储架上。
50.方法三、第二立体输送装置6维护或保养时,首先第二原片生产线4上的平板玻璃进入第二立交转向装置5的输送辊道,然后第二立交转向装置5的转向皮带升降系统驱动第二立交转向装置5的转向皮带上升以使平板玻璃的下表面脱离第二立交转向装置5的输送辊道,紧接着第二立交转向装置5的第二驱动系统驱动转向皮带转动以使平板玻璃进入可移动辊道7;
51.然后第一立交转向装置2的转向皮带升降系统驱动第一立交转向装置2的转向皮带上升,使得可移动辊道7上的平板玻璃进入第一立交转向装置2的转向皮带,最后第一立交转向装置2的第二驱动系统驱动第一立交转向装置2的转向皮带转动以使平板玻璃进入气浮下片台8,而输送至气浮下片台8的玻璃再由人工下片到玻璃存储架上。
52.方法四、第一立体输送装置3和第二立体输送装置6同时维护或保养时,首先第二原片生产线4上的平板玻璃进入第二立交转向装置5的输送辊道,然后第二立交转向装置5的转向皮带升降系统驱动第二立交转向装置5的转向皮带上升以使平板玻璃的下表面脱离第二立交转向装置5的输送辊道,紧接着第二立交转向装置5的第二驱动系统驱动转向皮带转动以使平板玻璃进入可移动辊道7;
53.同时第一原片生产线1上的平板玻璃进入第一立交转向装置2的输送辊道,然后第一立交转向装置2的转向皮带升降系统驱动第一立交转向装置2的转向皮带上升以使平板玻璃的下表面脱离第一立交转向装置2的输送辊道,此时第一立交转向装置2的第二驱动系统驱动第一立交转向装置2的转向皮带转动以使平板玻璃进入气浮下片台8,接着可移动辊道7上的平板玻璃进入第一立交转向装置2的转向皮带,最后第一立交转向装置2的第二驱动系统驱动第一立交转向装置2的转向皮带转动以使平板玻璃进入气浮下片台8,而依次输送至气浮下片台8的玻璃再由人工下片到玻璃存储架上。
54.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例
中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
55.以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。