1.本技术属于机械加工中的工件圆度测量领域,涉及一种基于激光测距的大型铝合金环形锻件圆度在线检测装置及其检测方法。
背景技术:
2.铝合金环轧是一种先进复杂的增量金属成形技术,用于制造精密无缝铝合金环,如轴承座圈、齿圈、航空发动机外壳、核反应堆零件和各种连接法兰,具有噪音低、振动小、质量均匀、表面光洁、公差小、节约能源和材料成本等显着优点,广泛应用于轴承、机械、汽车、石油化工、航空航天、原子能等工业领域。
3.环件轧制的生产质量和效率与生产技术水平和过程控制水平密切相关。因此,对环的内径、圆度、直线度等几何参数的要求日益提高。铝合金环面法向截面轮廓的圆度误差是衡量轧制环件形状精度的重要指标之一,直接影响到机器仪表的工作性能。在设计机器和仪器时,应根据零件的功能要求给予适当的公差。加工件的圆度误差是否在允许公差内应通过测量确定,否则会产生不圆度的废品,造成材料浪费,甚至损坏环轧设备,造成不必要的经济损失。
4.目前,热态铝合金环形锻件圆度在线检测技术按照原理不同可分为激光干涉法、机器视觉法和激光测距法三种。其中,激光干涉法由于结构限制,大部分断面无法连续扫描,测量过程繁琐耗时;机器视觉法的图像分辨率较小,限制了测量精度,无法满足大型环形锻件的视野要求的分辨率。上海交通大学的于鹏开发了基于激光测距的大锻件尺寸测量系统,通过测量测距仪到被测物体表面的距离,再配合扫描机构的位置信息得到被测物体上点的三维坐标,从而评定圆度误差,实验测量误差为1.05%,弥补了大锻件尺寸测量方面的不足。
5.激光测距的方法大致可以分为飞行时间法、干涉法和三角法三种,其中激光三角法测距为光源发出的激光发射后,在待测目标的表面上产生光斑,经过待测目标的光学作用后,光通过透镜在放置位置敏感器件的焦平面上成像。当用激光扫描待测目标运动时,物体表面上光斑所处的位置同样会发生变化,这样在焦平面上的像的变化就可以通过位置敏感器件定位并求出物体的变化量,实现测距的要求,将所测得的数据传至处理系统,利用算法实现,求得被测物体截面圆度误差以及圆心坐标,从而实现圆度在线检测的目的。
技术实现要素:
6.本发明克服了现有圆度检测技术中的测量精度不足且易受环境影响的缺点,提供一种基于测距原理的大型铝合金环形锻件圆度检测装置及其检测方法,实现了在锻件加工过程中对圆度的精确测量,一方面可以提高锻件的加工质量,另一方面可以减少由于加工误差较大而造成的资源浪费。
7.为了解决上述存在的技术问题,本发明是通过以下技术方案实现的:
8.一种大型铝合金环形锻件圆度在线检测装置,包括激光检测装置、检测驱动装置、
控制处理装置和显示装置;激光检测装置包括l型底座、依靠l型底座的侧壁设置的支架以及设置在支架上的横架一,横架上水平设置有电控伸缩杆一,激光测距仪设置在电控伸缩杆上,支架的底部设置有步进电机一,步进电机一控制电控伸缩杆二运动,电控伸缩杆二通过支架固定,电控伸缩杆一通过设置在电控伸缩杆二上的步进电机二控制;检测驱动装置包括设置在l型底座底面上伺服电机,伺服电机上设置有转轴,转轴上设置托架,托架上设置电控伸缩杆三,电控伸缩杆三上设置载物台,电控伸缩杆三通过步进电机三控制;所述控制处理装置采用工控机作为处理核心部件,工控机控制步进电机一、步进电机二、步进电机三、伺服电机以及激光测距仪动作;所述显示装置为工控机上的显示屏,通过软件编程设计的人机交互界面在显示屏上进行显示,显示屏设有虚拟按钮控制区域。
9.本发明技术方案的进一步改进在于:l型底座的底面设置的底座,转轴垂直安装在底座的中央位置,转轴可带动托架360
°
连续旋转。
10.本发明技术方案的进一步改进在于:电控伸缩杆三上设置有横架二,横架二上设置载物台。
11.本发明技术方案的进一步改进在于:步进电机一驱动横架一的电控伸缩杆一沿竖直方向调整位置,步进电机二驱动横架一的电控伸缩杆一带动激光测距仪在水平方向上移动,步进电机三驱动电控伸缩杆三及横架二上的载物台沿激光测距仪光线的水平方向移动。
12.一种大型铝合金环形锻件圆度检测装置的检测方法包括如下步骤:
13.步骤1:通过虚拟按钮控制步进电机一、步进电机二、步进电机三的转动,使激光测距仪到达测量位置;
14.步骤2:通过激光测距仪(4)测得激光检测系统与待测物体表面间的距离;
15.步骤3:控制处理装置对距离信息进行滤波、多参数分析与坐标变换;
16.步骤3.1:改进卡尔曼滤波方法对距离数据进行处理,以减弱均方根误差,提高同心测量精度;第k个点的过滤距离值可以通过第k-1个点的过滤距离值来估计,被测距离的状态方程为:
[0017][0018]dk
=xk vk[0019]
其中wk和vk是零均值高斯噪声,分别对应于系统噪声和测量噪声,协方差分别为q和u,x
k-1
是第k-1个点的滤波距离值,是第k个点的估计值,xk是第k个点的滤波距离值,dk是测量距离值;
[0020]
步骤3.2:在固定窗口内利用卡尔曼滤波器进行后迭代,实现卡尔曼平滑;
[0021]
步骤3.3:将距离值经过坐标变换转化为所测截面圆周点的二维坐标,由极坐标到直角坐标的转换原理,激光测距仪每次转过的角度记为则激光测距仪在某一位置转过的角度为k表示激光测距仪扫过的第k个点,第k点的位置坐标(xk,yk)为:
[0022]
xk=(l-d)
·
coskθ
[0023]
yk=(l-d)
·
sinkθ
[0024]
其中:l表示激光测距仪至旋转中心的距离,与测量系统中旋转臂的长度有关,在实验中为已知量,d表示激光测距仪至锻件表面的距离,在实验中为被测量;
[0025]
步骤4:通过计算机编程优化算法计算出圆度误差与几何圆心位置并在显示装置上进行实时显示,为调整锻件加工提供可视化的图形信息;
[0026]
假设最大内接圆的圆心为(a,b),从数据点p(xi,yi)到圆心的距离ri是:
[0027][0028]
最大内接圆目标函数为:
[0029]
f(a,b)=min(max(ri))
[0030]
步骤5:模拟轧制过程中锻件圆心位置相对于激光测距仪发生改变,通过虚拟按钮控制第三步进电机转动,使激光测距仪偏移旋转轴心,重复步骤2至步骤4,对偏移后的圆度进行评价和修正;具体为:
[0031][0032][0033]
其中:e表示激光测距仪在水平方向上的偏移量,d'表示移动后的激光测距仪至锻件表面的距离。
[0034]
所述步骤3的滤波算法过程为:
[0035]
对于第k个点的距离值状态进行预测,预测方法为:
[0036][0037]
其中和分别对应第k-1个点的状态协方差和第k个点的状态预测协方差,q为系统噪声协方差;
[0038]
通过计算卡尔曼增益得到滤波值后,更新第k个点的滤波值xk及其状态协方差g
k
,方法为:
[0039][0040][0041][0042]
对卡尔曼滤波器估计值进行最优固定区间平滑处理,计算第k个点的逆滤波器增益g
k-方法为:
[0043][0044]
计算逆滤波状态值的估计值及其第k个点的协方差,方法为:
[0045][0046][0047]
其中:和是第k点后验估计状态值及其协方差;和是第k个点的先验估计状态及其协方差;g
k-是第k个点的反向滤波器增益;
[0048]
卡尔曼平滑得到加权平均的卡尔曼平滑增益,对前向滤波解和反向滤波解进行加权平均,使滤波误差最小,卡尔曼平滑方法为:
[0049]
g=p
(p- p
)-1
[0050]
xs=x
g(x-‑
x
)
[0051]
ps=(1-g)p
[0052]
g是用于加权平均的卡尔曼平滑增益;x
和p
是后验估计的状态值及其在第k次的协方差;xs和ps表示平滑后待估计参数的估计值及其协方差。
[0053]
进一步的,所述步骤4利用awpso算法评定圆度误差,其过程为:
[0054]
假设搜索空间为d维,种群中有m个粒子,第i个粒子表示一个d维空间向量xi,表示为:
[0055]
xi=(x
i1
,x
i2
,...,x
id
)(i=1,2,...,m)
[0056]
其中,第i个粒子在d维搜索空间中的位置为xi,每个粒子的位置都是一个潜在的可行解;第i个粒子的迭代速度也是一个d维向量,表示为:
[0057]vi
=(v
i1
,v
i2
,...,v
id
)(i=1,2,...,m)
[0058]
的第i个粒子搜索到的最优位置记为:
[0059]
pi=(p
i1
,p
i2
,...,p
id
)(i=1,2,...,m)
[0060]
整个粒子群找到的最优位置记为:
[0061]
pg=(p
g1
,p
g2
,...,p
gd
)
[0062]
那么当第i个粒子在d(1≤d≤d)维上的位置和速度更新时,可以表示为:
[0063][0064][0065]
式中rand是[0,1]上的随机数,c1,c2为正常数,称为加速因子,通常令c1=c2=2;
[0066]
基于pso算法,采用非线性动态权重策略,提出一种自适应惯性权重粒子群优化算法,权重表达式为:
[0067][0068]
其中f(xi)为第i个粒子适应度值;f
average
为当前所有粒子的平均适应度值;f
min
是当前所有粒子的最小适应度值。
[0069]
本发明技术方案的进一步改进在于:所述的自适应惯性权重粒子群优化算法awpso求解步骤4中目标函数的解,并将计算出的几何圆心位置(a,b)与圆度误差f(a,b)并在显示装置上进行实时显示。
[0070]
由于采用上述技术方案,本发明与现有技术相比具有这样的有益效果:
[0071]
本发明的检测装置在短时间内即可到达指定测量位置;激光测量速度快,测量所需时间短,5min内即可完成测量及结果的显示,适用于铝合金环形锻件轧制过程中的圆度检测;数据处理方面采用了多重数据处理方法,对于直径约为400mm的被测截面,圆度检测结果误差达到0.05mm,且能最大程度上减小现场环境噪声带来的影响;本发明的检测装置测量锻件尺寸范围广,适用于大部分锻件的圆度检测。
附图说明
[0072]
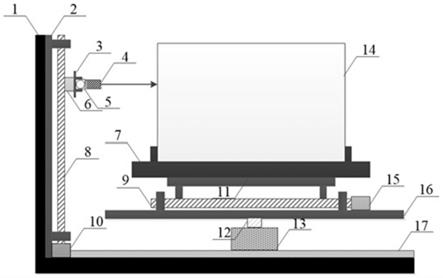
图1为本发明实施例的激光测距与检测驱动实验装置图;
[0073]
图2为本发明实施例的控制处理与检测系统图;
[0074]
图3为发明本实施例中算法评定圆度收敛曲线对比图;
[0075]
其中,1、l形底座,2、支架,3、横架一,4、激光测距仪,5、电控伸缩杆一,6、步进电机二,7、载物台,8、电控伸缩杆二,9、电控伸缩杆三,10、步进电机一,11、横架二,12、转轴,13、伺服电机,14、被测件,15、进电机三,16、托架,17、底座,18、工控机,19、显示装置。
具体实施方式
[0076]
下面结合具体实施方式对本发明技术方案进行详细说明。
[0077]
本发明提供了一种大型铝合金环形锻件圆度在线检测装置及其检测方法,如图1、图2所示,一种大型铝合金环形锻件圆度检测装置,包括激光检测装置、检测驱动装置、控制处理装置和显示装置;激光检测装置包括l型底座1、依靠l型底座1的侧壁设置的支架2以及设置在支架2上的横架一3,横架3上水平设置有电控伸缩杆一5,激光测距仪4设置在电控伸缩杆5上,支架2的底部设置有步进电机一10,步进电机一10控制电控伸缩杆二8运动,电控伸缩杆二8通过支架2固定,电控伸缩杆一5通过设置在电控伸缩杆二8上的步进电机二6控制;检测驱动装置包括设置在l型底座1底面上伺服电机13,伺服电机13上设置有转轴12,转轴12上设置托架16,托架16上设置电控伸缩杆三9,电控伸缩杆三9上设置载物台7,电控伸缩杆三9通过步进电机三15控制;所述控制处理装置采用工控机作为处理核心部件,工控机控制步进电机一10、步进电机二6、步进电机三15、伺服电机13以及激光测距仪4动作;所述显示装置为工控机上的显示屏,通过软件编程设计的人机交互界面在显示屏上进行显示,显示屏设有虚拟按钮控制区域。
[0078]
l型底座1的底面设置的底座17,转轴12垂直安装在底座17的中央位置,转轴12可带动托架16进行360
°
连续旋转。电控伸缩杆三9上设置有横架二11,横架二11上设置载物台7。
[0079]
步进电机一10驱动横架一3的电控伸缩杆一5沿竖直方向调整位置,步进电机二6驱动横架一3的电控伸缩杆一5带动激光测距仪4在水平方向上移动,步进电机三15驱动电控伸缩杆三9及横架二11上的载物台7沿激光测距仪4光线的水平方向移动。
[0080]
所述激光测距与检测驱动装置工作过程如下:
[0081]
(a)、将被测件14固定在载物台7上,步进电机一10、步进电机二6、步进电机三15带动电控伸缩杆一5、电控伸缩杆二8、电控伸缩杆三9移动校准实验系统,使激光测距仪4对准转轴12的转动轴线;
[0082]
(b)、伺服电机13带动转轴12连续360
°
转动,此时被测件14在水平方向上转动,激光测距仪4检测其与被测件14旋转一周截面表面的距离;
[0083]
(c)、步进电机二6带动电控伸缩杆一5移动,激光测距仪4与被测件14之间的水平位移发生改变,激光测距仪4重新获取其与被测件14旋转一周截面表面距离。
[0084]
如图2所示,利用工控机18开发控制程序和数据处理程序,采用visualstudio、工控软件与matlab联合编程,其中matlab主要用于数据的处理;工控机18与三台步进电机(6、10、15)、一台伺服电机13及激光测距仪4均采用电缆进行通讯,控制程序包括控制三台步进
电机、一台伺服电机13和激光测距仪4的运行,数据接收为接收五台激光测距仪传回的距离信息,数据处理程序包括对数据的优化、滤波、信息分离和最优化圆心及圆度评定算法等一系列数据处理过程;显示装置19分为控制部分和图形结果显示部分,在控制界面部分,操作人员可通过界面上设置的虚拟按钮实现对三台步进电机、一台伺服电机13及激光测距仪4的动作控制;在图形结果显示界面部分,被测锻件的轮廓及圆度情况在此显示,为控制人员提供可视化的图形数据信息。
[0085]
基于上述内容,具体步骤包括:
[0086]
步骤1:通过虚拟按钮控制三台步进电机的转动,使激光测距仪4到达测量位置;
[0087]
步骤2:通过激光测距仪4测得激光检测系统与待测件14表面间的距离;
[0088]
步骤3:控制处理装置对距离信息进行滤波、多参数分析与坐标变换;
[0089]
步骤3.1:改进卡尔曼滤波方法对距离数据进行处理,以减弱均方根误差,提高同心测量精度。第k个点的过滤距离值可以通过第k-1个点的过滤距离值来估计。被测距离的状态方程为:
[0090][0091]
其中:wk和vk是零均值高斯噪声,分别对应于系统噪声和测量噪声,协方差分别为q和u。x
k-1
是第k-1个点的滤波距离值,是第k个点的估计值。xk是第k个点的滤波距离值,dk是测量距离值;
[0092]
步骤3.2:对于第k个点的距离值状态进行预测,预测方程如公式(2):
[0093][0094]
其中和分别对应第k-1个点的状态协方差和第k个点的状态预测协方差,q为系统噪声协方差;
[0095]
步骤3.3:通过计算卡尔曼增益得到滤波值后,更新第k个点的滤波值xk及其状态协方差g
k
,记为:
[0096][0097]
步骤3.4:对卡尔曼滤波器估计值进行最优固定区间平滑处理,计算第k个点的逆滤波器增益矩阵g
k-,计算逆滤波状态值的估计值及其第k个点的协方差,记为:
[0098][0099]
其中:和是第k点后验估计状态值及其协方差;和是第k个点的先验估计状态及其协方差;g
k-是第k个点的反向滤波器增益。
[0100]
步骤3.5:卡尔曼平滑得到加权平均的卡尔曼平滑增益,对前向滤波解和反向滤波
解进行加权平均,使滤波误差最小,如公式(5):
[0101][0102]
g是用于加权平均的卡尔曼平滑增益;x
和p
是后验估计的状态值及其在第k次的协方差;xs和ps表示平滑后待估计参数的估计值及其协方差;
[0103]
步骤3.6:将距离值经过坐标变换转化为所测截面圆周点的二维坐标,由极坐标到直角坐标的转换原理,激光测距仪每次转过的角度记为则激光测距仪在某一位置转过的角度为k表示激光测距仪扫过的第k个点,第k点的位置坐标(xk,yk)如公式(6):
[0104][0105]
l表示激光测距仪至旋转中心的距离,与测量系统中旋转臂的长度有关,在实验中为已知量,d表示激光测距仪至锻件表面的距离,在实验中为被测量;
[0106]
步骤3.7:在固定窗口内利用卡尔曼滤波器进行后迭代,实现卡尔曼平滑;
[0107]
步骤4:通过计算机编程优化算法计算出圆度误差与几何圆心位置并在显示装置上进行实时显示,为调整锻件加工提供可视化的图形信息;
[0108]
步骤4.1:假设最大内接圆的圆心为(a,b),从数据点p(xi,yi)到圆心的距离ri表达式,最大内接圆目标函数如公式(7)、(8):
[0109][0110]
f(a,b)=min(max(ri))
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(8)
[0111]
步骤4.2:假设搜索空间为d维,种群中有m个粒子,第i个粒子表示一个d维空间向量xi,表示为公式(9),其中,第i个粒子在d维搜索空间中的位置为xi,换言之,每个粒子的位置都是一个潜在的可行解。xi的适应度可以通过将xi带入一个目标函数来计算。xi的优劣是根据适应度的大小来衡量的。第i个粒子的迭代速度也是一个d维向量,表示为公式(10),将自己搜索到的第i个粒子的最优位置记为公式(11),整个粒子群找到的最优位置记为公式(12):
[0112]
xi=(x
i1
,x
i2
,...,x
id
)(i=1,2,...,m)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(9)
[0113]vi
=(v
i1
,v
i2
,...,v
id
)(i=1,2,...,m)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(10)
[0114]
pi=(p
i1
,p
i2
,...,p
id
)(i=1,2,...,m)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(11)
[0115]
pg=(p
g1
,p
g2
,...,p
gd
)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(12)
[0116]
步骤4.3:综合步骤4.2中的最优函数,得出当第i个粒子在d(1≤d≤d)维上的位置和速度更新时,表示为公式(13):
[0117][0118]
式中rand是[0,1]上的随机数.c1,c2为正常数,称为加速因子,通常令c1=c2=2。w称为惯性因子,惯性权重越大,越有利于提高算法的全局搜索能力,反之,则会增强算法的
局部搜索能力,因此,可通过改变惯性权重来动态地平衡全局和局部搜索能力,进而加速算法的收敛速度;
[0119]
步骤4.4:基于pso算法,采用非线性动态权重策略,提出一种自适应惯性权重调整方法,表达式为:
[0120][0121]
其中:f(xi)为第i个粒子适应度值;f
average
为当前所有粒子的平均适应度值;f
min
是当前所有粒子的最小适应度值;
[0122]
步骤4.5:所述步骤3.3坐标变换后的截面圆周点,利用步骤4.3的awpso算法求解步骤4.1中公式(8)目标函数的解,并将计算出的几何圆心位置(a,b)与圆度误差f(a,b)并在显示装置上进行实时显示;
[0123]
步骤5:模拟轧制过程中锻件圆心位置相对于激光测距仪发生改变,通过虚拟按钮控制第三步进电机转动,使激光测距仪偏移旋转轴心,重复步骤2至步骤4,对偏移后的圆度进行评价和修正。
[0124][0125][0125][0126]
其中:e表示激光测距仪在水平方向上的偏移量,d'表示移动后的激光测距仪至锻件表面的距离。
[0127]
提供一具体实施例,说明本发明的技术方案和技术效果,本发明所采用的awpso算法评定圆度与传统的最小二乘法(ls)以及遗传算法(ga)、粒子群优化算法(pso)进行对比,如表1、图3所示,充分证明了该方法精度更高、收敛速度更快。基于激光测距原理的大型铝合金环形锻件圆度在线检测,当模拟轧制过程,锻件圆心相对于激光测距仪发生位置偏移,对偏移后的圆度进行评价和修正,如表2所示,其中展示了6个不同偏移量情况下圆度修正和未修正的测量结果;上述实施例中,6个不同偏移量采用本发明进行圆度检测修正,修正后的最大误差为0.053mm,相比于修正前的圆度检测值误差更小。
[0128]
表1 awpso算法与ls、ga、pso算法评定圆度对比
[0129][0130]
表2本发明实施例中增加偏移量并进行修正效果
[0131][0132][0133]
上述实验结果表明,本发明提出的基于激光测距原理的大型铝合金环形锻件圆度在线检测装置及其检测方法在圆度检测上具有较高的精度和收敛速度,模拟轧制过程中的偏移量并进行了修正,有效地改善了由于位置偏移而导致的圆度检测误差问题。本发明测量速度快,易于操作,可实现可视化动态检测,圆度的检测误差小于0.05mm。
[0134]
以上所述的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。