1.本发明属于锂电池领域,尤其涉及一种提高软包锂电池极耳胶粘接力的导体及其加工方法。
背景技术:
2.软包电池是相比圆柱和方形这两种硬壳电池的一种叫法,其内部组成与方形、圆柱锂电池的区别不大。软包锂电池是液态锂离子电池套上一层聚合物外壳,在结构上采用铝塑膜包装。优点是安全,在发生安全隐患的情况下,软包电池最多只会鼓气裂开,降低了爆炸风险。对于软包电池来说,软包电池在结构上面来说的话,其自身的安全性能好、在体积上面而言,重量轻、并且承受的容量大、内阻小、设计灵活等优点开始逐渐展现其优势、地位凸显。
3.软包锂电池极耳包括金属导体和极耳胶两部分,现有技术的锂电池极耳通常采用高频成型极耳机或热压成型极耳机粘接极耳胶和金属导体。金属导体分为贴胶区,以及和贴胶区相邻的非贴胶区,在贴胶区贴合极耳胶,非贴胶区一部分被封装在电芯内部,一部分裸露在电芯外部;在极耳生产制程中,一般需要对极耳金属导体进行清洗、钝化或镀层等处理,以便金属导体与极耳胶更好进行粘接。如果极耳金属导体处理不善,会导致金属导体发黄、存在污渍、被氧化、腐蚀等问题,使得极耳胶与金属导体粘结性能不良。
技术实现要素:
4.本发明实施例提供一种提高软包锂电池极耳胶粘接力的导体及其加工方法,旨在解决现有技术方案中极耳胶与金属导体粘接难和粘接力弱的问题。
5.本发明实施例是这样实现的,一方面,一种提高软包锂电池极耳胶粘接力的导体,所述导体为金属导体,所述金属导体的表面分为贴胶区和非贴胶区,所述金属导体的贴胶区表面经喷砂处理,处理后表面洁净度达到sa2.5/sa3级,表面粗糙度达到5μm~50μm。
6.另一方面,一种提高软包锂电池极耳胶粘接力的导体加工方法包括:
7.将极耳金属导体放置在喷砂机传送带上;
8.开启喷砂机进行喷砂处理;
9.首次处理后检测表面洁净度是否达标;
10.若不达标则进行二次喷砂处理,直至极耳金属导体贴胶区的表面洁净度达标。
11.优选地,所述喷砂机选用干式喷砂机。
12.优选地,所述喷砂处理过程中的磨料选用石英砂。
13.优选地,所述石英砂的细度选用0.05mm至0.2mm。
14.优选地,所述喷砂处理过程中压缩空气压力为0.05mpa至0.15mpa。
15.本发明的有益效果:通过对极耳金属导体贴胶区域进行喷砂处理,使贴胶区域的表面获得一定的清洁度和粗糙度,使其表面的机械性能得到改善,增加了它和涂层之间的附着力,延长了涂膜的耐久性,有利于提高长期使用情况下的抗电解液腐蚀/渗透能力和减
少极耳胶脱落的可能性。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1是一种极耳导体的主视图;
18.图2是一种极耳导体的右视图;
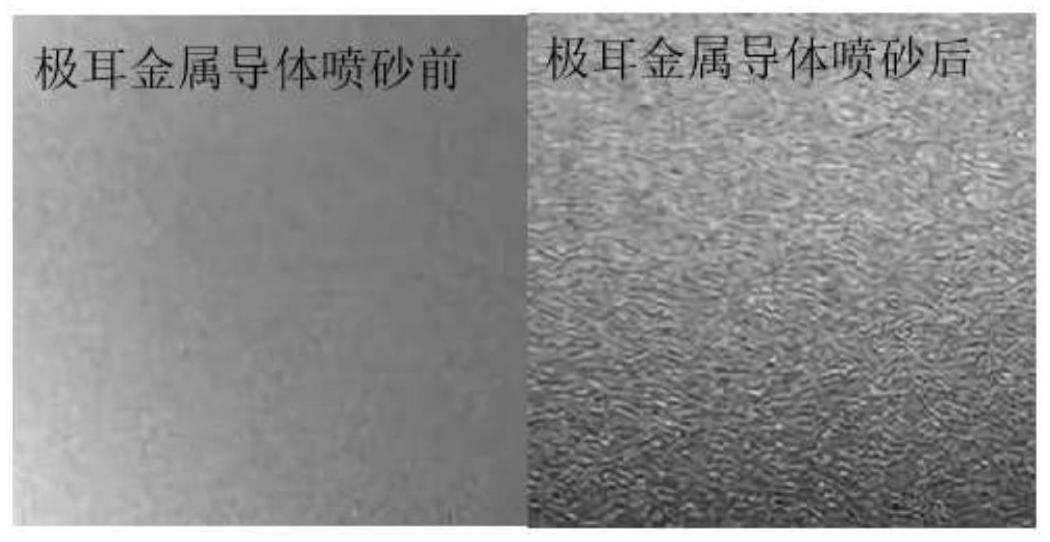
19.图3是极耳导体喷砂前后对比示意图;
20.附图中:1-非贴胶区;2-贴胶区。
具体实施方式
21.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
22.图1和图2示出了本发明实施例的一种极耳导体结构示意图,一种提高软包锂电池极耳胶粘接力的导体,所述导体为金属导体,所述金属导体的表面分为贴胶区和非贴胶区,所述金属导体的贴胶区表面经喷砂处理,处理后表面洁净度达到sa2.5/sa3级,表面粗糙度达到5μm~50μm。喷砂处理能够均匀的对贴胶区的金属导体表面进行清洁处理,由于喷砂处理工艺的特殊性,在清洁金属表面的同时还会在金属导体表面形成均匀的细微凹坑和凸起,这些均匀的凹坑能够增加胶水或者粘接带的附着性,使得金属导体与极耳胶不易脱离,延长锂电池的使用寿命。通过对极耳金属导体贴胶区域进行喷砂处理,使贴胶区域的表面获得一定的清洁度和粗糙度,使其表面的机械性能得到改善,增加了它和涂层之间的附着力,延长了涂膜的耐久性,有利于提高长期使用情况下的抗电解液腐蚀/渗透能力和减少极耳胶脱落的可能性。
23.在本发明的一种实施例中,用于生产上述极耳金属导体的加工方法包括:
24.步骤s10:将极耳金属导体放置在喷砂机传送带上;能够实现喷砂机对连续不断的金属导体进行持续不间断的处理,并且减少人为参与,每个金属导体都能够得到相同的处理,进一步保证产品的一致性,控制产品的合格率。
25.步骤s11:开启喷砂机进行喷砂处理;此时开启喷砂机进行喷砂处理的控制,可以认为控制也可以自动控制,优选自动控制方式。自动控制触发的条件是:监测到金属导体进入到喷砂机内。当金属导体连续不断的进入到喷砂机内的时候,监测设备会一直监测到有金属导体进入到喷砂机,就会一直控制喷砂机处于开机启动的状态;当金属导体离开喷砂机后,后续没有金属导体进入喷砂机,监测设备就会切断喷砂机的通电状态,此时喷砂机待机停转,上述工作方式能够不断电的对金属导体进行喷砂处理。所述监测设备可以是摄像机,也可以是金属探测设备,或者是光电传感器等。
26.步骤s12:首次处理后检测表面洁净度是否达标;将达标的产品从传送带上卸载,避免过度处理,对于不达标的产品,需要进一步处理。
27.步骤s13:若不达标则进行二次喷砂处理,直至极耳金属导体贴胶区的表面洁净度达标。在进行二次喷砂处理的时候,可以在一次喷砂机的后方设置二次喷砂机,而一次喷砂机和二次喷砂机之间设置分拣机构,分拣机构将合格品和不合格品区别分拣,将合格品投放至合格区;将不合格品依次放置于另一传送带上,放置的时候均匀放置,在传送带将不合格品输入二次喷砂机内的时候,处理工艺中设计的喷砂参数不高于一次喷砂处理的喷砂参数,所述喷砂参数包括压缩空气压力,磨料细度以及喷砂处理时长;因此要保证二次喷砂处理时长低于一次喷砂处理时长,就要求二次喷砂处理时喷砂处理过程中传送带运行速度大于一次喷砂处理时喷砂处理过程中传送带运行速度。
28.如图3所述,喷砂前后金属导体的表面对比情况。喷砂前后,金属导体表面的颗粒度明显增加,因为过度光滑的金属导体表面不易让极耳胶附着,长时间使用,极易脱落,而表面有一定颗粒度的粗糙表面,在细微结构上,极耳胶会陷入金属导体表面的凹坑,并且包裹金属导体表面的凸起,使得极耳胶能够抓附在金属导体表面,实现金属导体与极耳胶的紧固粘接。
29.在本实施例的一种情况中,所述喷砂机选用干式喷砂机。所述喷砂处理过程中的磨料选用石英砂。所述石英砂的细度选用0.05mm至0.2mm。所述喷砂处理过程中压缩空气压力为0.05mpa至0.15mpa。由于金属导体表面不能过于光滑,但是也不能过于粗糙,太粗糙的金属导体表面容易造成导电不均匀的现象或者电荷聚集不均匀的情况,因此为了保证金属导体表面粗糙度处在需要的范围内,对于喷砂过程中使用的石英砂的细度以及喷砂时压缩空气的压力都需要控制。
30.通过对极耳金属导体贴胶区域进行喷砂处理,使贴胶区域的表面获得一定的清洁度和粗糙度,使其表面的机械性能得到改善,增加了它和涂层之间的附着力,延长了涂膜的耐久性,有利于提高长期使用情况下的抗电解液腐蚀/渗透能力和减少极耳胶脱落的可能性。
31.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
32.以上所述实施例仅表达了本发明的几种较佳实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。