1.本实用新型涉及铝型材喷涂技术领域,具体是一种铝型材喷涂设备。
背景技术:
2.铝型材具有良好的抗腐蚀性、电导率、热导量率、非铁磁性、可加工性、可成形性以及回收性,从而迅速的占领了市场,铝型材加工需要进行一系列的相关环节,而铝型材的表面喷涂作为收尾工作在铝型材的加工过程中起着至关重要的作用。
3.现有的铝型材在进行喷涂时,铝型材普遍都是固定式摆放进行喷涂,使得铝型材得不到全面的喷涂处理,进而需要人工进行翻面,不仅增加了人工的劳动量,同时也降低了铝型材喷涂的进程。为此,我们提供了一种铝型材喷涂设备解决以上问题。
技术实现要素:
4.一)解决的技术问题
5.本实用新型的目的就是为了弥补现有技术的不足,提供了一种铝型材喷涂设备。
6.二)技术方案
7.为实现上述目的,本实用新型提供如下技术方案:一种铝型材喷涂设备,包括箱体和喷涂设备本体,箱体的内壁滑动安装有安装架,安装架内壁的两侧分别固定连接有安装框和等距离排列隔板,安装架内壁的左侧设置有第一定位机构,安装框的内部设置有第二定位机构。
8.第一定位机构包括等距离排列的固定板,且固定板位于隔板正面与背面,箱体的内壁和每个隔板的正面与背面均开设有滑槽,每个固定板的左侧面均固定连接有压簧,且压簧与安装架内壁的左侧固定连接,每个固定板的右侧面均转动连接有第一转轴,每个第一转轴的右端均固定连接有第一定位板,每个第一定位板的右侧面均固定连接有四个第一定位杆,每个固定板的正面和背面均固定连接有滑块,且滑块延伸至滑槽内并与滑槽的内壁滑动连接。
9.第二定位机构包括电动气缸、齿板和等距离排列的第二转轴,每个第二转轴均转动连接于安装框的左侧面,且每个第二转轴的右端均贯穿安装框并固定连接有转杆,每个转杆的右端均与安装架内壁的右侧转动连接,每个转杆的外表面均固定连接有齿轮,齿板位于安装框的内部,且齿板位于齿轮的上方,电动气缸安装于安装架的背面,且电动气缸的外表面贯穿箱体的背面并与箱体的背面滑动连接,电动气缸的伸缩端贯穿安装架并与齿板相连接,齿板与每个齿轮相啮合,每个第二转轴的左端均固定连接有第二定位板,每个第二定位板的左侧面均固定连接有四个第二定位杆,且第二定位杆与第一定位杆相适配。
10.进一步的,安装架的背面固定连接有顶板,且顶板为橡胶板。
11.进一步的,安装架的正面固定连接有两个把手,且两个把手分别位于安装架正面的两侧。
12.进一步的,齿板的上表面固定连接有导向板,安装框的内顶壁开设有导向槽,且导
向板与导向槽滑动连接。
13.进一步的,每个固定板的上表面均固定连接有握把。
14.三)有益效果:
15.与现有技术相比,该铝型材喷涂设备具备如下有益效果:
16.本实用新型通过安装架、第一定位机构、隔板、安装框和第二定位机构之间的配合设置下,能够将铝型材从安装架的上方放置于后方的第一定位杆与第二定位杆之间,并推动固定板,使得第一定位板上的四个第一定位杆将插至铝型材内,再接着将铝型材的右端对准第二定位杆,使得四个第二定位杆插至铝型材内,利用压簧的弹力作用下,将使第一定位板对铝型材的左端挤压,即可保证了铝型材的固定,并重复上述步骤,将多个铝型材固定于其它的每个第一定位杆和第二定位杆之间,再将安装架推送至箱体内,并利用电动气缸的往复运转下,使得齿板拨动每个齿轮旋转,进而使转杆、第二转轴、第二定位板和每个第二定位杆一同旋转,使第二定位杆带动铝型材进行翻转,即可使铝型材在进行喷涂时更加的全面,无需人工进行翻面,提高了铝型材的生产效率。
附图说明
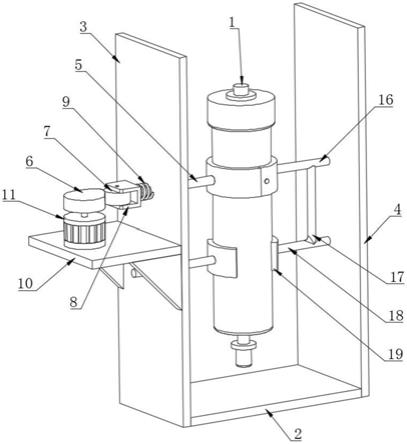
17.图1为本实用新型结构示意图;
18.图2为本实用新型正视剖视示意图;
19.图3为本实用新型俯视剖视示意图;
20.图4为本实用新型俯视图的局部剖视示意图;
21.图5为本实用新型图3中a处结构的放大示意图;
22.图6为本实用新型图4中b处结构的放大示意图。
23.图中:1、箱体;2、喷涂设备本体;3、隔板;4、顶板;5、安装框;6、安装架;7、第一定位机构;71、固定板;72、第一定位板;73、压簧;74、第一定位杆;75、第一转轴;76、滑槽;77、滑块;8、第二定位机构;81、电动气缸;82、第二定位板;83、第二定位杆;84、齿板;85、第二转轴;86、齿轮;87、转杆。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.如图1-6所示,本实用新型提供一种技术方案:一种铝型材喷涂设备,包括箱体1和喷涂设备本体2,箱体1的内壁滑动安装有安装架6,安装架6的背面固定连接有顶板4,且顶板4为橡胶板,能够当安装架6推至箱体1内后,使顶板4与箱体1的内壁相接触,即可将安装架6稳定的放置,同时也能够起到对安装架6的防护效果,安装架6的正面固定连接有两个把手,且两个把手分别位于安装架6正面的两侧,能够使人员便于将安装架6从箱体1内拉出,对铝型材卸下,安装架6内壁的两侧分别固定连接有安装框5和等距离排列隔板3,使每个隔板3位于安装架6内壁的左侧,使安装框5位于安装架6内壁的右侧,安装架6内壁的左侧设置有第一定位机构7,安装框5的内部设置有第二定位机构8。
26.第一定位机构7包括等距离排列的固定板71,且固定板71位于隔板3正面与背面,使隔板3能够将每个固定板71隔开,能够便于铝型材后续的固定,箱体1的内壁和每个隔板3的正面与背面均开设有滑槽76,每个固定板71的左侧面均固定连接有压簧73,且压簧73与安装架6内壁的左侧固定连接,当推动固定板71向左移动时,使固定板71在压簧73的弹力下将具有向右移动的趋势,以便于铝型材后续的固定,每个固定板71的右侧面均转动连接有第一转轴75,每个第一转轴75的右端均固定连接有第一定位板72,每个第一定位板72的右侧面均固定连接有四个第一定位杆74,能够将四个第一定位杆74插至铝型材的内部,且四个第一定位杆74将位于铝型材内的四个边角处,当铝型材在旋转时将带动四个第一定位杆74、第一定位板72和第一转轴75在固定板71的右侧旋转,使铝型材在固定后更加的灵活,每个固定板71的正面和背面均固定连接有滑块77,且滑块77延伸至滑槽76内并与滑槽76的内壁滑动连接,滑块77和滑槽76的设置,能够保证了固定板71的稳定性,避免固定板71发生晃动,从而保证了铝型材后续的固定稳定性,对固定板71起到了限位的效果,每个固定板71的上表面均固定连接有握把,握把的设置,能够便于人员推动固定板71,进而方便对铝型材进行固定。
27.第二定位机构8包括电动气缸81、齿板84和等距离排列的第二转轴85,每个第二转轴85均转动连接于安装框5的左侧面,且每个第二转轴85的右端均贯穿安装框5并固定连接有转杆87,每个转杆87的右端均与安装架6内壁的右侧转动连接,每个转杆87的外表面均固定连接有齿轮86,齿板84位于安装框5的内部,且齿板84位于齿轮86的上方,电动气缸81安装于安装架6的背面,且电动气缸81的外表面贯穿箱体1的背面并与箱体1的背面滑动连接,能够当安装架6推至箱体1内后,使电动气缸81将穿出箱体1的背面,防止电动气缸81与箱体1的内壁发生碰撞,电动气缸81的伸缩端贯穿安装架6并与齿板84相连接,齿板84与每个齿轮86相啮合,能够在电动气缸81的往复运转下将带动齿板84一同往复移动,接着齿板84将拨动每个齿轮86旋转,进而使转杆87旋转,齿板84的上表面固定连接有导向板,安装框5的内顶壁开设有导向槽,且导向板与导向槽滑动连接,能够使齿板84在往复移动时更加的平稳,避免齿板84发生偏移,每个第二转轴85的左端均固定连接有第二定位板82,每个第二定位板82的左侧面均固定连接有四个第二定位杆83,且第二定位杆83与第一定位杆74相适配,使每个第二定位杆83和每个第一定位杆74都将插至铝型材的内部,对其进行固定。
28.通过以上结构之间的配合设置下,能够将安装架6拉出,并将铝型材从安装架6的上方放置于后方的第一定位杆74与第二定位杆83之间,并推动固定板71,使得第一定位板72上的四个第一定位杆74将插至铝型材内,再接着将铝型材的右端对准第二定位杆83,使得四个第二定位杆83插至铝型材内,使每个第二定位杆83和第一定位杆74都将位于铝型材内的四个边角处,并松开固定板71的推动,利用压簧73的弹力作用下,将使第一定位板72对铝型材的左端挤压,保证了铝型材的固定,并重复上述步骤,将多个铝型材固定于其它的每个第一定位杆74和第二定位杆83之间,再将安装架6推送至箱体1内,并利用电动气缸81的往复运转下,使得齿板84拨动每个齿轮86旋转,进而使转杆87、第二转轴85、第二定位板82和每个第二定位杆83一同旋转,使第二定位杆83带动铝型材进行翻转,即可使铝型材在进行喷涂时更加的全面,无需人工进行翻面,提高了铝型材的生产效率。
29.喷涂设备本体2的喷管设置为等距离排列,且喷管与每个第一定位板72和第二定位杆83之间相对应,因此能够将每组第一定位板72和第二定位杆83之间的铝型材进行喷
涂,使多个铝型材都将一同进行喷涂,进而提高了喷涂效率。
30.工作原理:在使用时,首先将安装架6拉出,并将铝型材从安装架6的上方放置于后方的第一定位杆74与第二定位杆83之间,并推动固定板71,使得第一定位板72上的四个第一定位杆74将插至铝型材内,再接着将铝型材的右端对准第二定位杆83,使得四个第二定位杆83插至铝型材内,使每个第二定位杆83和第一定位杆74都将位于铝型材内的四个边角处,并松开固定板71的推动,利用压簧73的弹力作用下,将使第一定位板72对铝型材的左端挤压,保证了铝型材的固定,并重复上述步骤,将多个铝型材固定于其它的每个第一定位杆74和第二定位杆83之间,再将安装架6推送至箱体1内,并利用电动气缸81的往复运转下,使得齿板84拨动每个齿轮86旋转,进而使转杆87、第二转轴85、第二定位板82和每个第二定位杆83一同旋转,使第二定位杆83带动铝型材进行翻转,即可使铝型材在进行喷涂时更加的全面,无需人工进行翻面,提高了铝型材的生产效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。