1.本技术涉及切割设备,尤其是涉及一种脉冲设备。
背景技术:
2.现代制造业以高效、多经济的方向迅速发展,锯床等切割工具在其中起着举足轻重的作用。锯床锯切的作用在于可以节约原材料和提高工作效率,目前圆盘锯、带锯床及弓锯床是主要的三种锯床形式。带锯床有切割速度快、切割精度高、材料损耗小等特点,使带锯床被广泛使用,逐渐替代了弓锯床及圆盘锯。
3.带锯床的广泛使用使得市场对于带锯床的切割效率以及带锯床的使用成本关注度日益上升,因此现有技术中的带锯床通常设置与带锯条相作用的脉冲结构,在脉冲结构的加持下,脉冲机构对带锯条背部实施纵向脉冲,使其产生大于自身振幅的振动,以达成规则振动,从而形成主动断屑且增加了换热面积。
4.目前,国内带锯床上所使用的脉冲结构主要有以下几种方式:
5.方式1:公开号为cn 109396550 a的中国专利公开了一种采用超磁致伸缩材料、永磁体与激励线圈实现锯带的振动的基于超磁致伸缩的自适应可控式振动金属切削装置及方法,此方式主要存在以下不足:(1)高频情况下发热严重,需加冷却机构;(2)机构复杂,整体外形尺寸较大;(3)无检测装置,无法对振动进行闭环控制。
6.方式2:授权公告号为cn 209349613 u的中国专利公开了一种采用油液作为动力源实现锯带振动的脉冲控制的锯切锯架上的脉冲装置,此方式主要存在以下不足:(1)根据专利中所写,其虽然通过电机驱动凸轮的方式产生真空从而实现油液的流动,进而对锯带施加振动,但由于油液的流动,其存在一定的滞后性,故无法实现较高频率的振动;(2)不易调节锯带的振幅;(3)无检测装置,无法对振动进行闭环控制。
7.方式3:公开号为cn 112276232 a的中国专利公开了一种采用伺服电机带动凸轮运动的方式实现锯带振动的伺服电动脉冲结构,此方式主要存在以下不足:(1)不易调节锯带振幅,振幅的调节需要更换对应凸轮;(2)锯带的振动为微米级振动,凸轮加工难度大;(3)无检测装置,无法对振动进行闭环控制。
8.方式4:授权公告号为cn 103962642 b的中国专利公开了一种采用超声换能器对工件施加振动的金属带锯超声锯切加工方法及装置,此方式主要存在以下不足:(1)若工件尺寸、质量较大,振动难度较大;(2)超声换能器振动频率固定,无法实现根据不同锯切工况,调整振动频率。
技术实现要素:
9.本技术主要解决现有技术所存在的不能调节带锯条脉冲装置振幅、振频及无法实现闭环控制的技术问题,提供一种根据电极片的数据反馈,通过位置调节装置自动调整压电陶瓷与传导组件间的无效行程,且控制压电陶瓷实现振频调整的脉冲锯切装置。
10.为了解决上述技术问题实现上述申请目的,本技术提供一种脉冲锯切装置,包括
锯架及带锯条,其特征在于,所述带锯条背部设置有脉冲结构,所述脉冲结构包括导向臂、压电陶瓷及位置调节装置,所述导向臂的一端设置有与带锯条相作用的导向头,所述导向头内设置有用于传导所述压电陶瓷振幅的传导组件,所述位置调节装置与所述压电陶瓷相连,用于调节所述压电陶瓷与所述传导组件间的相对位置,所述传导组件与所述压电陶瓷的作用面设置有电极片,所述电极片用于将受力产生的形变量转换为电流量,所述电极片与控制模块连接,所述控制模块内设置有电流量与实际输出力转换表及理论输出位移曲线,所述理论输出位移曲线可根据所述压电陶瓷设定电压值计算所述压电陶瓷及所述传导组件间的相对位置。
11.在一可实施方式中,所述导向头内设置有容纳腔体,所述容纳腔体由导向头端盖、左基座、导向头后座及右基座围合而成,所述容纳腔体内由下而上依次设置有导向块组及所述传导组件,所述容纳腔体顶部盖设有上基座,所述上基座上纵向贯穿设置有用于容纳所述压电陶瓷的容纳槽,所述容纳槽通向所述传导组件,在所述压电陶瓷的作用下,所述传导组件在所述容纳腔体内振动设置。
12.在一可实施方式中,所述导向块组包括前后间隔设置的两导向块,两所述导向块间形成走刀通道,所述导向头上横向开设有走刀槽,所述走刀通道与所述走刀槽连通设置。
13.在一可实施方式中,所述导向块通过伸缩杆分别与所述左基座及右基座相连,在所述伸缩杆的伸缩下,所述走刀通道的宽度变化设置。
14.在一可实施方式中,所述传导组件包括传导块、滚轮轴及轴承,所述传导块的第一端设置有所述电极片,所述传导块的第二端横向设置有用于容纳所述轴承的轴承槽,所述传导块内设置有所述滚轮轴,所述滚轮轴与所述轴承槽相交,所述轴承与所述滚轮轴转动连接,所述轴承部分设置在所述轴承槽外与所述带锯条的背面接触。
15.在一可实施方式中,所述位置调节装置包括调节螺钉,所述上基座上设置有调节螺母,所述调节螺钉与所述调节螺母旋转连接,所述调节螺钉通过固定螺钉与所述压电陶瓷相连,在所述调节螺钉的转动下,所述压电陶瓷靠近或远离所述传导块。
16.在一可实施方式中,所述容纳槽纵向设置有开口,所述开口两侧的所述上基座上设置有调节块,两所述调节块间设置有调节螺栓,在所述调节螺栓的转动下,所述开口的宽度变化设置。
17.在一可实施方式中,所述导向块组与所述传导组件间的所述容纳腔体上设置有调节座,所述调节座内转动连接紧定螺钉,所述紧定螺钉与所述传导块的底部相抵,以间隔设置所述导向块组及所述传导组件。
18.在一可实施方式中,所述导向头在所述带锯条的进给方向上设置有导向轮组,所述导向轮组包括两间隔设置的导向轮,两所述导向轮间形成导向通道,所述导向通道与所述走刀通道对齐设置。
19.相对于现有技术,本技术脉冲锯切装置具有以下有益效果:
20.1.压电陶瓷对带锯条背部实施纵向脉冲,有利于主动断屑,减少带锯条所受的锯切力,提供锯切效率,并增大带锯条与工件间的换热面积,增强其导热性;
21.2.以电极片的数据反馈为指令,通过位置调节装置调整压电陶瓷与传导组件间的间距,从而消除因带锯条在持续使用过程中会产生磨损及带锯条刚性不同所导致的压电陶瓷的无效行程;
22.3.压电陶瓷单侧振动,规避两侧振动产生的相位差;
23.4.根据工件规格及材料,压电陶瓷可以设置不同的振幅、频率及波形,从而实现高效锯切。
24.因此,本技术具有结构合理、高效的特点。
附图说明
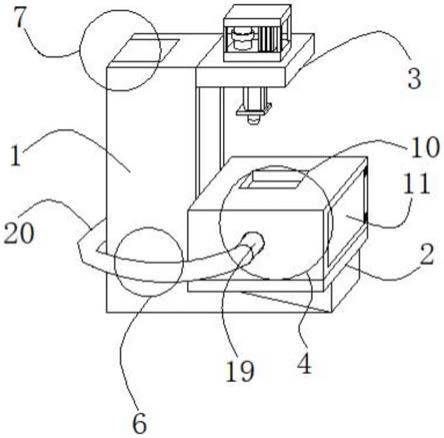
25.附图1是本技术脉冲锯切装置的一种结构示意图;
26.附图2是本技术脉冲结构的一种结构示意图;
27.附图3是本技术导向头的一种结构示意图;
28.附图4是本技术去除导向臂后脉冲结构的一种剖视图;
29.附图5是本技术传导组件的一种结构示意图。
30.图中标号说明:1、锯架;2、带锯条;3、导向臂;4、压电陶瓷;5、位置调节装置;6、导向头;7、传导组件;8、电极片;9、容纳腔体;10、导向头端盖;11、左基座;12、导向头后座;13、右基座;14、导向块组;15、上基座;16、容纳槽;17、走刀通道;18、走刀槽;19、伸缩杆;20、传导块;21、滚轮轴;22、轴承;25、调节螺母;26、固定螺钉;27、开口;28、调节块;29、调节螺栓;30、调节座;31、紧定螺钉;32、导向轮组;33、主动轮;34、从动轮;35、驱动电机;36、脉冲结构。
具体实施方式
31.为使本技术的目的、特征、优点能够更加的明显和易懂,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而非全部实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
32.现有技术中存在不能调节带锯条脉冲装置振幅、振频及无法实现闭环控制的技术问题。
33.为此,本技术提供了一种脉冲锯切装置,包括锯架1及带锯条2,所述带锯条2背部设置有脉冲结构36,所述脉冲结构36包括导向臂3、压电陶瓷4及位置调节装置5,所述导向臂3的一端设置有与带锯条2相作用的导向头6,所述导向头6内设置有用于传导所述压电陶瓷4振幅的传导组件7,所述位置调节装置5与所述压电陶瓷4相连,用于调节所述压电陶瓷4与所述传导组件7间的相对位置,所述传导组件7与所述压电陶瓷4的作用面设置有电极片8,所述电极片8用于将受力产生的形变量转换为电流量,所述电极片8与控制模块连接,所述控制模块内设置有电流量与实际输出力转换表及理论输出位移曲线,所述理论输出位移曲线可根据所述压电陶瓷4设定电压值计算所述压电陶瓷4及所述传导组件7间的相对位置。。
34.实施例:
35.图1至图5出示了本技术脉冲锯切装置的一种实施例。
36.请参考图1,在本技术的具体实施例中,出示了一种脉冲锯切装置,包括锯架1及用于张紧带锯条2的张紧机构,锯架1上转动连接有主动轮33和从动轮34,主动轮33和从动轮34构成转动轮组,转动轮组外套设有带锯条2,主动轮33与驱动电机35传动连接,锯架1上设
置有脉冲结构36,脉冲结构36用于脉冲调节切割刀具的振幅及振频,使得切割刀具调整后的振幅大于初始状态下自身的振幅,以达成切割刀具的规则振动,从而形成主动断屑且增加了与待切割物品间的换热面积,也可以根据工件材料及规格,设定不同的振幅、频率及波形,从而实现脉冲锯切装置的高效锯切。
37.其中,请参考图2所示,脉冲结构36包括导向臂3、压电陶瓷4及位置调节装置5,脉冲结构36通过导向臂3与锯架1连接,压电陶瓷4及位置调节装置5都安装在导向臂3内,导向臂3通常采用金属材料制成,且与锯架1滑动连接,导向臂3的一端设置有与带锯条2相作用的导向头6,导向臂3的另一端与锯架1滑动连接,导向头6对带锯条2进行导向作用,让其以规定的路径进行进给切割,导向头6内设置有用于传递压电陶瓷4振幅的传导组件7,位置调节装置5与压电陶瓷4相连,用于调节压电陶瓷4与传导组件7间的相对位置,传导组件7与压电陶瓷4的作用面设置有电极片8,电极片8用于将受力产生的形变量转换为电流量,电极片8与控制模块连接,控制模块内设置有电流量与实际输出力转换表及理论输出位移曲线,控制模块将电极片8接收到的电流量转换成实际输出力,从而来检测传导组件7接收到的实际输出力,理论输出位移曲线可根据压电陶瓷4设置的电压值来计算压电陶瓷4与传导组件7间的相对位置,该理论输出位移曲线是压电陶瓷4出厂时就自带的,可以根据压电陶瓷4所需的电压值来判断压电陶瓷4与传导组件7间的相对位置,从而来决定位置调节装置5是否继续调节压电陶瓷4靠近或远离传导组件7。
38.请参考图4所示,在本技术的具体实施例中,位置调节装置5包括调节螺钉,上基座15上固定连接有调节螺母25,调节螺母25内的螺孔与容纳槽16同轴设置,优选状态下容纳槽16横截面为圆形,调节螺钉与调节螺母25旋转连接,调节螺钉通过固定螺钉26与压电陶瓷4相连,固定螺钉26一端嵌设在调节螺钉内,固定螺钉26的另一端与压电陶瓷4相连,在调节螺钉的转动下,压电陶瓷4靠近或远离传导块20。
39.具体传动时体,转动固定螺钉26,使得调节螺钉与调节螺母25间形成相对转动,从而调整压电陶瓷4与传导组件7间的间距。
40.请参考图3所示,在本技术的具体实施例中,导向头6内设置有容纳腔体9,从而约束传导组件7只能沿一个方向移动,容纳腔体9由导向头端盖10、左基座11、导向头后座12及右基座13围合而成,容纳腔体9顶部盖设有上基座15,左基座11、右基座13通过内六角螺钉分别固定于上基座15两侧,导向头端盖10通过内六角螺钉分别与上基座15、左基座11、右基座13固定,导向头后座12通过内六角螺钉分别与左基座11及右基座13固定,优选状态下,容纳腔体9为纵向截面为矩形结构,容纳腔体9内由下而上依次设置有导向块组14及传导组件7,导向块组14包括前后间隔设置的两导向块,两导向块间形成走刀通道17,导向块由硬质合金制成,导向块分别通过伸缩杆19与左基座11及右基座13相连,通过伸缩杆19的伸缩,可实现走刀通道17间距的变化,走刀通道17设置带锯条2的走刀路径上,走刀通道17用于容纳带锯条2,并对带锯条2进行导向,让其按走刀路径移动,导向头6上设置有走刀槽18,走刀槽18设置在导向头端盖10上,走刀槽18与走刀通道17平行且连通设置,带锯条2通过走刀槽18进入走刀通道17内,上基座15上纵向贯穿设置有用于容纳压电陶瓷4的容纳槽16,容纳槽16导向传导组件7,优选状态下容纳槽16圆柱形结构,在压电陶瓷4的作用下,传导组件7在容纳腔体9内振动设置。
41.请参考图5所示,在本技术的具体实施例中传导组件7包括传导块20、滚轮轴21及
轴承22,传导块20的第一端设置有电极片8,传导块20的第二端横向设置有容纳轴承22的轴承槽,轴承22直径大于轴承槽的宽度,优选状态下轴承槽为矩形结构,传导块20内设置有滚轮轴21,滚轮轴21与轴承槽相交,优选状态下滚轮轴21与轴承槽垂直设置,第二轴承22与滚轮轴21转动连接,第二轴承22部分设置在轴承槽外与带锯条2的背面接触,传导块20的一端接收来自脉冲设备的振动,传导给第二轴承22后作用在带锯条2的背部。
42.请参考图4所示,在本技术的具体实施例中,导向块组14与传导组件7间的容纳腔体9上设置有调节座30,调节座30左右分别设置有两个,调节座30中设置有调节螺孔,调节螺孔内转动连接有紧定螺钉31,紧定螺钉31与传导块20的底部相抵,以间隔设置导向块组14及传导组件7,避免在没有安装锯条的时候导向块组14与传导组件7接触。
43.在本技术的具体实施例中,导向头6在带锯条2的进给方向上设置有导向轮组32,导向轮组32包括两间隔设置的导向轮,两导向轮间形成导向通道,导向通道与走刀通道17对齐设置,设置导向轮组32的作用是继续给带锯条2进行导向,让其按走道路径走刀。
44.在本技术的具体实施例中,容纳槽16纵向设置有开口27,开口27两侧的上基座15上设置有调节块28,调节块28间设置有调节螺栓29,在调节螺栓29的转动下,开口27宽度变化设置,从而带动容纳槽16收缩或放松,从而实现对压电陶瓷4的压紧或放松。
45.其中脉冲结构36的具体调节过程为:
46.驱动电机35转动,待带锯条2稳定转动后,旋转调节螺钉,让压电陶瓷4靠近传动组件且与传导组件7间有一定间距形成初始状态;
47.对电极片8的输出力值进行实时检测,并记录初始状态下的输出力值为初始输出力值,因为带锯条2损耗及张紧程度不一致的原因导致压电陶瓷4与传导组件7间的距离不可预估,所以需要先找到一个标定位置;
48.对压电陶瓷4以单位电压的方式进行增量输入,直至电极片8输出的力值发生变化,此时认为在增量电压及调整距离的双重作用下,压电陶瓷4对传导组件7起到作用,并记录此时的电极片8输出力值为最终力值,最后根据压电陶瓷4设定的电压值与理论输出位移曲线计算压电陶瓷4及传导组件7间的相对位置;
49.当压电陶瓷4与传导组件7间的位置为抵接状态时,在该抵接状态下,压电陶瓷4与传导组件7间没有间隙且不压紧,计算初始输出力值与最终输出力值间的差值,将差值转换成调节螺钉的进给量,进而继续调整压电陶瓷4与传导组件7间的位置。
50.压电陶瓷4输出受力时,其输出位移量会因为所受阻力而减少,在带锯条2张紧状态下,带锯条2存在一定刚性,会影响压电陶瓷4的位置实际输出量少于设定电压下理论位移输出量,故需要对压电陶瓷4进行标定,以明确设定电压值与实际输出位移量间的关系,从而排除带锯条2本身刚性影响,其中标定方式为:带锯床处于静止状态下,带锯条2通过张紧机构张紧,与锯切时张紧状态保持一致,在压电陶瓷4位置调整完成的情况下,对压电陶瓷4以5v为递增量,逐步事假电压值,记录下对各对应电压值下电极片8的输出力值,从而完成标定工作。
51.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本
领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
52.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
53.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。