1.本发明涉及一种耐热老化输送带覆盖胶及其制备方法,属于高分子化合物的组合物技术领域。
背景技术:
2.阻燃输送带适用于煤炭、矿山、港口、电力、冶金、建材等行业的物料输送,由于输送物料的距离长、跨度大、运量大、速度高、物料温度高(200-600℃),同时适合于阻燃、导电环境下的物料输送,就要求阻燃输送带具有寿命长、抗静电、耐磨、阻燃、耐灼烧、高的拉伸强度、伸长小、成槽性好、耐曲挠性好等性能。
3.而现有技术阻燃输送带覆盖胶主要以氯丁橡胶/天然橡胶/顺丁橡胶、丁腈橡胶/聚氯乙烯、氯丁橡胶/顺丁橡胶为主体材料,上述主体材料中均含有稳定性较差的不饱和碳碳双键,使得覆盖胶的耐热氧老化性能差,尤其是在输送温度高(200-600℃)的物料时,会加速输送带覆盖胶的老化,表现为覆盖胶变硬、发脆,导致出现龟裂、掉块等现象,耐磨性能、力学性能、抗静电性能急剧下降,覆盖胶与钢丝绳输送带粘合层或织物芯输送带带芯间的粘合强度变差,严重影响输送带的使用寿命。
4.氯磺化聚乙烯橡胶中含有饱和的碳碳双键,但单独采用氯磺化聚乙烯橡胶作为主体材料制备的输送带覆盖胶,其与钢丝绳输送带粘合层或织物芯输送带带芯间的粘合强度较低、耐磨性比较差,拉伸强度和拉断伸长率较低,实际对耐热老化性能的改善程度非常有限。
技术实现要素:
5.针对现有技术存在的不足,本发明提供一种耐热老化输送带覆盖胶及其制备方法,实现以下发明目的:采用氯磺化聚乙烯橡胶作为主体材料制备输送带覆盖胶,提高覆盖胶与钢丝绳输送带粘合层或织物芯输送带带芯间的粘合强度、拉伸强度和拉断伸长率;提高覆盖胶的耐磨性,提高覆盖胶的耐热老化性能。
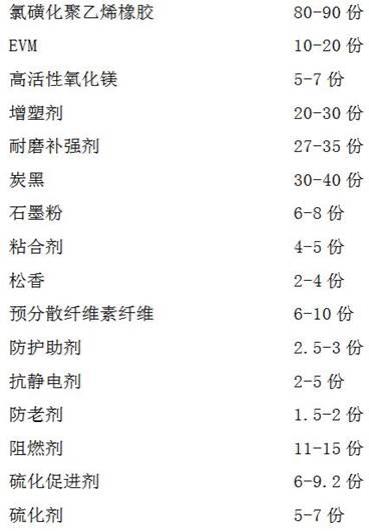
6.为解决上述技术问题,本发明采取以下技术方案:一种耐热老化输送带覆盖胶,所述覆盖胶,以重量份计,包括以下组分:
;所述粘合剂为新癸酸钴、马来酸化聚丁二烯树脂、聚丁二烯丙烯酸酯中的任意两种物质的组合,质量比为1:1;所述马来酸化聚丁二烯树脂的型号为ricobond1756;所述聚丁二烯丙烯酸酯的型号为sr307;所述硫化剂为luperox dc40p-sp;所述硫化促进剂由二甲基丙烯酸锌和hva-2(pdm)组成,质量比为(5-7):(1-2.2);所述氯磺化聚乙烯橡胶,氯的重量百分含量为30%-40%,硫的重量百分含量为1.2%-1.5%;所述evm的型号为levamelt 456;所述炭黑的型号为n330;所述高活性氧化镁,吸碘值为180-185mgi2/gmgo;所述增塑剂,由莱茵平系列增塑剂和端羟基聚丁二烯组成,质量比为(1-4):(1-3);所述莱茵平系列增塑剂为莱茵平eps、莱茵平asolvan t、莱茵平10中的一种;所述耐磨补强剂由含硅微粉和聚四氟乙烯微粉组成,质量比为(0.8-1.7):(1-1.8);所述含硅微粉为熔融硅微粉、耐磨陶瓷粉、改性玻璃粉中的一种;所述防护助剂,由抗氧剂和固体蜡组成,质量比为(1-1.7):(1-1.2);所述抗氧剂为4,4'-双(α,α-二甲基苄基)二苯胺或抗氧剂1076;所述固体蜡为微晶蜡或马来酸酐接枝聚乙烯蜡;
所述抗静电剂为jl-xs橡胶抗静电剂或jl长效抗静电剂;所述防老剂为4,4
′‑
二苯异丙基二苯胺、n-(对甲苯磺酰胺基)-n'-苯基对苯二胺、辛基化二苯胺中的一种;所述阻燃剂由氯化石蜡、氢氧化物、含磷阻燃剂组成,质量比为(1-5):(1-4):(1-3);所述氢氧化物为氢氧化铝或氢氧化镁;所述含磷阻燃剂为聚磷酸铵、磷酸三辛酯、三聚氰胺聚磷酸盐中的一种。
7.所述预分散纤维素纤维的制备方法如下:(1)纤维素纤维表面处理将重量百分含量为97.5-98.5%的漂白硬木纤维素纤维、重量百分含量为1.5-2.5%的表面处理剂钛酸乙酯,放入高速混合机中,当混合物料的温度达到103-107℃时,将物料排放到低速混合机中冷却,温度达到43-47℃时,得到表面处理的纤维素纤维,将物料计量包装,停放待用。
8.(2)纤维素纤维密炼混合将重量百分含量为70-75%表面处理的纤维素纤维,重量百分含量为1-3%的分散剂氧化聚乙烯蜡,重量百分含量为22-29%的聚合物载体三元乙丙橡胶,放入密炼机中,升温,当混合物料的温度达到118-122℃时,将密炼均匀的物料通过提升机,输送到单螺杆挤出机中造粒,单螺杆三段及机头温度控制如下:一段为50-55℃,二段为60-65℃,三段为70-75℃,机头为40-45℃,得到颗粒状的预分散纤维素纤维。
9.上述耐热老化输送带覆盖胶的制备方法,包括以下步骤:(1)一段混炼:将氯磺化聚乙烯橡胶、evm、高活性氧化镁、增塑剂、耐磨补强剂、炭黑、石墨粉、粘合剂、松香、预分散纤维素纤维、防护助剂、抗静电剂、防老剂、阻燃剂加压至0.7mpa混炼,当温度达到120℃~125℃时,将混合好的一段母胶排到辊筒温度为50℃的开炼机上返胶混炼3~5分钟,然后压成适合加工的胶条,停放10-16h,得到一段混炼胶条;(2)二段混炼:将步骤(1)的一段混炼胶条、硫化促进剂及硫化剂luperox dc40p-sp进行加压至0.7mpa混炼,当温度达到90℃~95℃时,将混合好的二段胶排到辊筒温度为50℃的开炼机上返胶混炼3~5分钟,然后压成适合加工的胶条,得到输送带覆盖胶。
10.与现有技术相比,本发明具有以下有益效果:(1)本发明提供的一种耐热氧老化输送带覆盖胶,主体材料采用氯磺化聚乙烯橡胶、evm橡胶;选用可参与交联的莱茵平系列增塑剂和端羟基聚丁二烯(htpb)液体橡胶作为增塑剂;采用特定的防老剂、防护助剂,使得输送带覆盖胶具有良好的耐热老化性能和强度性能;本发明制备的覆盖胶,拉伸强度为27.2-27.9mpa,拉断伸长率为512-522%;热老化试验后,拉伸强度变化率为-6.6~-6.9%,拉断伸长率变化率为-6.8~-7.2%,粘合强度为12.2-12.9 kn/m,磨耗量为172-179mm3。
11.(2)本发明采用特定的耐磨补强剂,可以提高输送带覆盖胶的耐磨性能,即使在热氧或者高温条件下,仍具有良好的耐磨性能,磨耗量为72-77mm3。
12.(3)本发明提供的一种耐热氧老化输送带覆盖胶,选用了特殊的粘合组合体系,主体材料evm(levamelt 456)本身可以做粘合剂使用;特殊的粘合剂新癸酸钴、ricobond1756(马来酸化聚丁二烯树脂)、sr307(聚丁二烯丙烯酸酯);硫化促进剂二甲基丙烯酸锌、hva-2
(pdm)也有助于粘合,三个方面使得覆盖胶与钢丝绳输送带粘合层或织物芯输送带带芯间的粘合强度高,即使在热氧或者高温条件下,仍具有良好的粘合性能;本发明制备的覆盖胶,粘合强度为24-27kn/m,热老化试验后,粘合强度为12.2-12.9kn/m。
13.(4)本发明制备的覆盖胶,氧指数为41-42,在-40℃下无裂纹;表面电阻为1.7-1.9
×
106ω,喷灯燃烧试验平均值为1秒,最高值为2秒,滚筒表面温度为192-198℃,无明火。
具体实施方式
14.为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
15.实施例1 一种耐热老化输送带覆盖胶及其制备方法所述覆盖胶,以重量份计,包括以下组分:所述增塑剂由莱茵平eps和端羟基聚丁二烯组成,质量比例为1:1;所述耐磨补强剂由熔融硅微粉和聚四氟乙烯微粉组成,质量比例为0.8:1;所述粘合剂由新癸酸钴和ricobond1756(马来酸化聚丁二烯树脂)组成,质量比例为1:1;所述防护助剂由抗氧剂4,4'-双(α,α-二甲基苄基)二苯胺和微晶蜡组成,质量比例为1.5:1;所述阻燃剂由氯化石蜡、氢氧化铝和聚磷酸铵组成,质量比例为5:3:3;所述硫化促进剂由二甲基丙烯酸锌和hva-2(pdm)组成,质量比例为5:1;
所述高活性氧化镁,吸碘值为180mgi2/gmgo。
16.所述预分散纤维素纤维的制备方法如下:(1)纤维素纤维表面处理将重量百分含量为97.5%的漂白硬木纤维素纤维、重量百分含量为2.5%的表面处理剂钛酸乙酯,放入高速混合机中,当混合物料的温度达到103℃时,将物料排放到低速混合机中冷却,温度达到43℃时,得到表面处理的纤维素纤维,将物料计量包装,停放待用。
17.(2)纤维素纤维密炼混合将重量百分含量为70%表面处理的纤维素纤维,重量百分含量为1%的分散剂氧化聚乙烯蜡,重量百分含量为29%的聚合物载体三元乙丙橡胶,放入密炼机中,升温,当混合物料的温度达到118℃时,将密炼均匀的物料通过提升机,输送到单螺杆挤出机中造粒,单螺杆三段及机头温度控制如下:一段为50-55℃,二段为60-65℃,三段为70-75℃,机头为40-45℃,得到颗粒状的预分散纤维素纤维。
18.本实施例,氯磺化聚乙烯橡胶,氯的重量百分含量为35%,硫的重量百分含量为1.2%。
19.所述覆盖胶制备方法为:(1)一段混炼:将氯磺化聚乙烯橡胶、evm(levamelt 456)、高活性氧化镁、增塑剂、耐磨补强剂、炭黑(n330)、石墨粉、粘合剂、松香、预分散纤维素纤维、防护助剂、jl-xs橡胶抗静电剂、防老剂 4,4
′‑
二苯异丙基二苯胺、阻燃剂进行加压混炼(上顶栓压力0.7mpa),当温度达到120℃时,将混合好的一段母胶排到辊筒温度为50℃的开炼机上返胶混炼3分钟,然后在压片机上压成适合加工的胶条,停放10h;(2)二段混炼:将步骤(1)混炼好的一段混炼胶条、硫化促进剂及硫化剂luperox dc40p-sp进行加压混炼(上顶栓压力0.7mpa),当温度达到90℃时,将混合好的二段胶排到辊筒温度为50℃的开炼机上返胶混炼3分钟,然后在压片机上压成适合加工的胶条,即得到输送带覆盖胶。
20.实施例2:一种耐热老化输送带覆盖胶及其制备方法所述覆盖胶,以重量份计,包括以下组分:
所述增塑剂由莱茵平asolvan t和端羟基聚丁二烯组成,质量比例为4:3;所述耐磨补强剂由耐磨陶瓷粉和聚四氟乙烯微粉组成,质量比例为1.1:1.7;所述粘合剂由新癸酸钴和sr307(聚丁二烯丙烯酸酯)组成,质量比例为1:1;所述防护助剂由抗氧剂1076和马来酸酐接枝聚乙烯蜡组成,质量比例为1.7:1.2;所述阻燃剂由氯化石蜡、氢氧化镁和磷酸三辛酯组成,质量比例为5:4:3;所述硫化促进剂由二甲基丙烯酸锌和hva-2(pdm)组成,质量比例为7:2;所述耐磨陶瓷粉,细度为5000目。
21.所述高活性氧化镁,吸碘值为182mgi2/gmgo;所述预分散纤维素纤维的制备方法如下:(1)纤维素纤维表面处理将重量百分含量为98.0%的漂白硬木纤维素纤维、重量百分含量为2.0%的表面处理剂钛酸乙酯,放入高速混合机中,当混合物料的温度达到105℃时,将物料排放到低速混合机中冷却,温度达到45℃时,得到表面处理的纤维素纤维,将物料计量包装,停放待用。
22.(2)纤维素纤维密炼混合将重量百分含量为72.0%表面处理的纤维素纤维,重量百分含量为2.0%的分散剂氧化聚乙烯蜡,重量百分含量为26%的聚合物载体三元乙丙橡胶,放入密炼机中,升温,当混
合物料的温度达到120℃时,将密炼均匀的物料通过提升机,输送到单螺杆挤出机中造粒,单螺杆三段及机头温度控制如下:一段为50-55℃,二段为60-65℃,三段为70-75℃,机头为40-45℃,得到颗粒状的预分散纤维素纤维。
23.本实施例,氯磺化聚乙烯橡胶,氯的重量百分含量为40%,硫的重量百分含量为1.3%。
24.所述覆盖胶的制备方法为:(1)一段混炼:将氯磺化聚乙烯橡胶、evm(levamelt 456)、高活性氧化镁、增塑剂、耐磨补强剂、炭黑(n330)、石墨粉、粘合剂、松香、预分散纤维素纤维、防护助剂、永久性抗静电剂、防老剂n-(对甲苯磺酰胺基)-n'-苯基对苯二胺、阻燃剂进行加压(上顶栓压力0.7mpa)混炼,当温度达到122℃时,将混合好的一段母胶排到辊筒温度为50℃的开炼机上返胶混炼4分钟,然后在压片机上压成适合加工的胶条,停放12h;(2)二段混炼:将步骤(1)混炼好的一段混炼胶条、硫化促进剂及硫化剂luperox dc40p-sp进行加压(上顶栓压力0.7mpa)混炼,当温度达到92℃时,将混合好的二段胶排到辊筒温度为50℃的开炼机上返胶混炼4分钟,然后在压片机上压成适合加工的胶条,即得到一种耐热氧老化输送带覆盖胶。
25.实施例3:一种耐热老化输送带覆盖胶及其制备方法所述覆盖胶,以重量份计,包括以下组分:
所述增塑剂由莱茵平10和端羟基聚丁二烯组成,质量比例为1:1;所述耐磨补强剂由改性玻璃粉和聚四氟乙烯微粉组成,质量比例为1.7:1.8;所述粘合剂由ricobond1756(马来酸化聚丁二烯树脂)和sr307(聚丁二烯丙烯酸酯)组成,质量比例为1:1;所述防护助剂由抗氧剂1076和马来酸酐接枝聚乙烯蜡组成,质量比例为1:1;所述阻燃剂由氯化石蜡、氢氧化镁和三聚氰胺聚磷酸盐组成,质量比例为1:1:1;所述硫化促进剂由二甲基丙烯酸锌和hva-2(pdm)组成,质量比例为7:2.2;所述改性玻璃粉,细度5000目。
26.所述预分散纤维素纤维的制备方法如下:(1)纤维素纤维表面处理将重量百分含量为98.5%的漂白硬木纤维素纤维、重量百分含量为1.5%的表面处理剂钛酸乙酯,放入高速混合机中,当混合物料的温度达到107℃时,将物料排放到低速混合机中冷却,温度达到47℃时,得到表面处理的纤维素纤维,将物料计量包装,停放待用。
27.(2)纤维素纤维密炼混合
将重量百分含量为75%表面处理的纤维素纤维,重量百分含量为3%的分散剂氧化聚乙烯蜡,重量百分含量为22%的聚合物载体三元乙丙橡胶,放入密炼机中,升温,当混合物料的温度达到122℃时,将密炼均匀的物料通过提升机,输送到单螺杆挤出机中造粒,单螺杆三段及机头温度控制如下:一段为50-55℃,二段为60-65℃,三段为70-75℃,机头为40-45℃,得到颗粒状的预分散纤维素纤维。
28.本实施例,氯磺化聚乙烯橡胶,氯的重量百分含量为30%,硫的重量百分含量为1.5%。
29.制备方法为:(1)一段混炼:将氯磺化聚乙烯橡胶、evm(levamelt 456)、高活性氧化镁、增塑剂、耐磨补强剂、炭黑(n330)、石墨粉、粘合剂、松香、预分散纤维素纤维、防护助剂、永久性抗静电剂、防老剂辛基化二苯胺、阻燃剂进行加压(上顶栓压力0.7mpa)混炼,当温度达到125℃时,将混合好的一段母胶排到辊筒温度为50℃的开炼机上返胶混炼5分钟,然后在压片机上压成适合加工的胶条,停放16h;(2)二段混炼:将步骤(1)混炼好的一段混炼胶条、硫化促进剂及硫化剂luperox dc40p-sp进行加压(上顶栓压力0.7mpa)混炼,当温度达到95℃时,将混合好的二段胶排到辊筒温度为50℃的开炼机上返胶混炼5分钟,然后在压片机上压成适合加工的胶条,即得到一种耐热氧老化输送带覆盖胶。
30.本发明中所述莱茵平eps为非硫磺和氯交联的植物油,莱茵化学生产;所述莱茵平asolvan t为硫黄交联的蓖麻油和精炼菜籽油混合物,莱茵化学生产;所述莱茵平10为硫磺交联的精炼菜籽油,莱茵化学生产;所述熔融硅微粉、聚四氟乙烯微粉、耐磨陶瓷粉、改性玻璃粉均为连云港东海富彩矿物制品有限公司生产;所述抗静电剂由山东聚力防静电科技有限公司生产;所述硫化剂luperox dc40p-sp的生产厂家为沙多玛化学有限公司。
31.所述evm(levamelt 456),阿郎新科生产。
32.对比例1:输送带覆盖胶,以重量份计,包括以下组分:
所述增塑剂由邻苯二甲酸二辛脂和偏苯三酸三辛酯组成,质量比例为1:1;所述补强剂由白炭黑、超耐磨炭黑(n110)和炭黑(n330)组成,质量比例为1.2:1.5:3;所述阻燃剂由二乙基次磷酸铝、硼酸锌和聚磷酸三聚氰胺组成,质量比例为5:1:1;所述促进剂由促进剂dptt和促进剂nobs组成,质量比例为3:2。
33.本实施例,氯磺化聚乙烯橡胶,氯的重量百分含量为35%,硫的重量百分含量为1.2%。
34.所述覆盖胶的制备方法为:(1)一段混炼:将氯磺化聚乙烯橡胶、高活性氧化镁、邻苯二甲酸二辛脂、偏苯三酸三辛酯、白炭黑、超耐磨炭黑(n110)、炭黑(n330)、石墨粉、环烷酸钴、松香、防老剂4010na、聚乙烯蜡、二乙基次磷酸铝、硼酸锌、聚磷酸三聚氰胺、促进剂dptt、促进剂nobs、季戊四醇进行加压(上顶栓压力0.7mpa)混炼,当温度达到125℃时,将混合好的一段母胶排到辊筒温度为50℃的开炼机上返胶混炼5分钟,然后在压片机上压成适合加工的胶条,停放16h;(2)二段混炼:将步骤(1)混炼好的一段混炼胶条、二甲基丙烯酸锌、hva-2(pdm)及硫化剂luperox dc40p-sp进行加压(上顶栓压力0.7mpa)混炼,当温度达到95℃时,将混合好的二段胶排到辊筒温度为50℃的开炼机上返胶混炼5分钟,然后在压片机上压成适合加工的胶条,即得到输送带覆盖胶。
35.对比例2:传统输送带覆盖胶及其制备方法所述覆盖胶,以重量份计,包括以下组分:
所述覆盖胶的制备方法为:(1)一段混炼:将天然橡胶、顺丁橡胶、氯丁橡胶、氧化镁、氯化石蜡、三氧化二锑、炭黑(n330)、松香、防老剂rd、硼酰化钴、石墨粉进行加压(上顶栓压力0.7mpa)混炼,当温度达到115℃时,将混合好的一段母胶排到辊筒温度为50℃的开炼机上返胶混炼3分钟,然后在压片机上压成适合加工的胶条,停放12h;(2)二段混炼:将步骤(1)混炼好的一段混炼胶条、氧化锌、硫磺进行加压(上顶栓压力0.7mpa)混炼,当温度达到90℃时,将混合好的二段胶排到辊筒温度为50℃的开炼机上返胶混炼5分钟,然后在压片机上压成适合加工的胶条。
36.对实施例一到三耐热老化抗静电耐磨阻燃输送带覆盖胶与对比例一到二性能测试对比,测试结果见表1。
37.表1 输送带覆盖胶性能对比
由表1可以看出:实施例1-3制备的耐热老化抗静电耐磨阻燃输送带覆盖胶,与对比例1-2输送带覆盖胶相比,耐热性能十分突出,尤其是老化试验后的拉伸强度、粘合强度、磨耗量仍满足标准要求,即本发明输送带覆盖胶在热或者高温的环境下仍具有良好的力学、抗静电、耐磨、粘合等综合性能,可延长阻燃输送带的使用寿命。
38.申请人声明,本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。