1.本发明涉及菱苦土磨具生产领域,其特别涉及一种耐水多孔菱苦土磨具及其制备方法。
背景技术:
2.菱苦土磨具是由菱苦土结合剂、磨料和适当的填料构成的。菱苦土结合剂又称氯氧镁结合剂,是由轻烧氧化镁和氯化镁水溶液拌合而成的胶凝材料。菱苦土磨具的优点是原料产量丰富、价格低廉、耐高温、磨削时发热量小、制备工艺简单环保,特别适合于加工高硬度、高韧性、磨削热大的材料。但由于菱苦土结合剂的主要晶体在水环境中会发生水解生成结构疏松的mg(oh)2,导致强度下降,因此,菱苦土磨具存在耐水性能差的问题,一般只适用于干式磨削。另外,菱苦土结合剂组织致密,孔隙少,容屑性能不好,容易造成磨具堵塞。而对于菱苦土磨具,一般的造孔方法,会使磨具内部充满连通的气孔,导致水更容易浸入磨具内部,造成磨具耐水性能进一步下降。这些缺点严重制约了菱苦土磨具的应用场景。
技术实现要素:
3.根据以上不足,本发明提供一种耐水多孔菱苦土磨具及其制备方法,通过添加耐水改性剂和造孔剂对菱苦土磨具的耐水性能、孔隙率进行改善,使磨具可以长时间在冷却液环境中工作,强度不下降,又具有良好的孔隙率,从而提高菱苦土磨具的加工性能,拓宽菱苦土磨具的应用场景。
4.为了实现以上目的,本发明的技术方案为:
5.一种耐水多孔菱苦土磨具,按重量份数计,所述耐水多孔菱苦土磨具的原料包括氯化镁6份、水14~18份、轻烧氧化镁12~18份、磨料10~14份、磷酸或磷酸盐0.1~0.2份、矿粉3~6份和空心微球0.3~0.5份。
6.可选的,所述磷酸或磷酸盐为磷酸、磷酸三钠、磷酸二氢钠、磷酸二氢铵中的一种或多种。
7.可选的,所述矿粉为硅灰、粉煤灰或两者组合。
8.可选的,所述磨料为金刚石、白刚玉、绿碳化硅中的一种或多种。
9.可选的,所述磨料的粒径为20μm~250μm。
10.可选的,所述空心微球为氧化铝空心微球、玻璃空心微球、二氧化硅空心微球或酚醛树脂空心微球。
11.可选的,所述空心微球的粒径为50μm~500μm。
12.上述耐水多孔菱苦土磨具的制备方法,包括如下步骤:
13.步骤s1:按照配方,将磨料、轻烧氧化镁、矿粉、空心微球混合;
14.步骤s2:按照配方,将氯化镁溶于水得到氯化镁溶液;
15.步骤s3:将步骤s1得到的混合粉料加入到步骤s2得到的氯化镁溶液中,得到混合浆料;
16.步骤s4:将磷酸或磷酸盐加入步骤s3得到的混合浆料;
17.步骤s5,对步骤s4得到的混合浆料进行消泡处理;
18.步骤s6:将步骤s5中消泡后的混合浆料注入磨具模具中,在常温环境下固化24h~36h;
19.步骤s7:将固化好的磨具脱模,在空气中常温养护14d~35d;
20.步骤s8:对达到养护时间的磨具进行整形修锐,得到耐水多孔菱苦土磨具。
21.可选的,所述步骤s5的消泡处理方法为机械震荡消泡或真空消泡。
22.可选的,步骤s3中,将步骤s1得到的混合粉料加入到步骤s2得到的氯化镁溶液中,在500~800r/min的条件下搅拌8~15min得到混合浆料。
23.可选的,步骤s4中,将磷酸或磷酸盐加入到步骤s3的混合浆料中,边加边搅拌,添加完毕后,再将浆料在100~400r/min的条件下搅拌3~8min。
24.本发明的有益效果为:
25.本发明提供的一种耐水菱苦土磨具,加入耐水改性剂,有效提高菱苦土磨具的耐水性:磷酸或磷酸盐能够与菱苦土结合剂晶体反应,在晶体表面生成一层不溶的磷酸镁水合物,能够阻止内部晶体的进一步水解,提高其耐水性能;矿粉可以填充在结合剂的毛细孔之中,使磨具组织更加致密,阻止水分的渗入,使磨具耐水性能进一步提高。加入空心微球作为造孔剂,配合消泡工艺制备磨具,保障磨具组织致密,同时极大的提高磨具孔隙率,使磨具容屑能力得到提升,不易造成堵塞。
附图说明
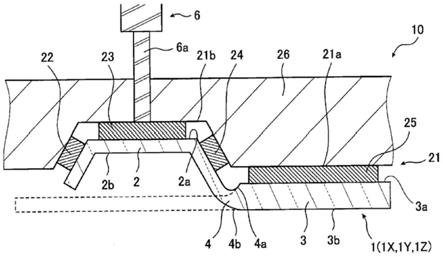
26.图1为实施例的耐水多孔菱苦土磨具的结构示意图;
27.图2为实施例的耐水多孔菱苦土磨具的微观形貌图;
28.图3为3d光学轮廓仪检测的实施例的耐水多孔菱苦土磨具研磨氧化铝陶瓷片的典型表面形貌和表面粗糙度。
具体实施方式
29.为了使本发明的目的,技术方案及优点更加清晰明白,下面结合实施例对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
30.下述实施例所采用技术或条件中未作注明者均无特殊限制,可按照本领域技术人员所熟知的技术或条件进行。
31.下述实施例中所用的原料,如无特殊说明,均可从商业途径获得。
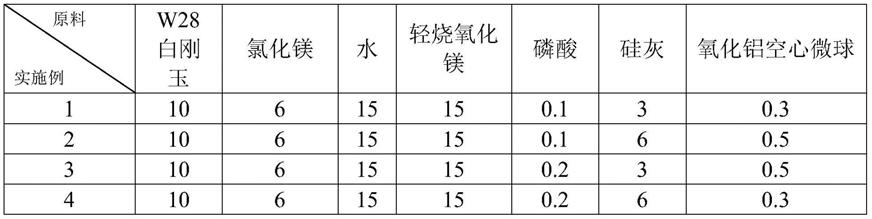
32.表1实施例中耐水多孔菱苦土磨具各原料含量(单位/份)
33.34.实施例1
35.配料:
36.称取w28白刚玉10份、氯化镁6份、水15份、轻烧氧化镁15份、磷酸0.1份、硅灰3份、氧化铝空心微球0.3份。
37.本实施例中磨具的制备方法:
38.(1)将白刚玉、轻烧氧化镁、硅灰、氧化铝空心微球放入混粉机中,搅拌10min,得到无明显分层、无明显色差的混合粉料;
39.(2)将氯化镁加入水中,搅拌至氯化镁完全溶解,静置12h,得到澄清氯化镁溶液;
40.(3)将步骤1得到的混合粉料加入到步骤2得到的氯化镁溶液中,在600r/min的条件下搅拌10min,形成均匀一致、无团块的浆料;
41.(4)将磷酸缓慢加入到步骤(3)中的浆料中,边加边缓慢搅拌,磷酸添加完毕后,再将浆料在200r/min的条件下搅拌5min;
42.(5)将步骤(4)中的浆料放入真空罐中进行消泡处理,压力值设置为-100kpa相对气压,消泡时间5min;
43.(6)将消泡处理后的浆料注入磨具模型中,在常温空气环境中固化24h后脱模。将脱模后的磨具在常温空气环境中养护21d。最后对磨具进行整形修锐。
44.实施例2
45.配料:
46.称取w28白刚玉10份、氯化镁6份、水15份、轻烧氧化镁15份、磷酸0.1份、硅灰6份、氧化铝空心微球0.5份。
47.本实施例中磨具的制备方法:
48.(1)将白刚玉、轻烧氧化镁、硅灰、氧化铝空心微球放入混粉机中,搅拌10min,得到无明显分层、无明显色差的混合粉料;
49.(2)将氯化镁加入水中,搅拌至氯化镁完全溶解,静置12h,得到澄清氯化镁溶液;
50.(3)将步骤1得到的混合粉料加入到步骤2得到的氯化镁溶液中,在600r/min的条件下搅拌10min,形成均匀一致、无团块的浆料;
51.(4)将磷酸缓慢加入到步骤(3)中的浆料中,边加边缓慢搅拌,磷酸添加完毕后,再将浆料在200r/min的条件下搅拌5min;
52.(5)将步骤(4)中的浆料放入真空罐中进行消泡处理,压力值设置为-100kpa相对气压,消泡时间5min;
53.(6)将消泡处理后的浆料注入磨具模型中,在常温空气环境中固化24h后脱模。将脱模后的磨具在常温空气环境中养护21d。最后对磨具进行整形修锐。
54.实施例3
55.配料:
56.称取w28白刚玉10份、氯化镁6份、水15份、轻烧氧化镁15份、磷酸0.2份、硅灰3份、氧化铝空心微球0.5份。
57.本实施例中磨具的制备方法:
58.(1)将白刚玉、轻烧氧化镁、硅灰、氧化铝空心微球放入混粉机中,搅拌10min,得到无明显分层、无明显色差的混合粉料;
59.(2)将氯化镁加入水中,搅拌至氯化镁完全溶解,静置12h,得到澄清氯化镁溶液;
60.(3)将步骤1得到的混合粉料加入到步骤2得到的氯化镁溶液中,在600r/min的条件下搅拌10min,形成均匀一致、无团块的浆料;
61.(4)将磷酸缓慢加入到步骤(3)中的浆料中,边加边缓慢搅拌,磷酸添加完毕后,再将浆料在200r/min的条件下搅拌5min;
62.(5)将步骤(4)中的浆料放入真空罐中进行消泡处理,压力值设置为-100kpa相对气压,消泡时间5min;
63.(6)将消泡处理后的浆料注入磨具模型中,在常温空气环境中固化24h后脱模。将脱模后的磨具在常温空气环境中养护21d。最后对磨具进行整形修锐。
64.实施例4
65.配料:
66.称取w28白刚玉10份、氯化镁6份、水15份、轻烧氧化镁15份、磷酸0.2份、硅灰6份、氧化铝空心微球0.3份。
67.本实施例中磨具的制备方法:
68.(1)将白刚玉、轻烧氧化镁、硅灰、氧化铝空心微球放入混粉机中,搅拌10min,得到无明显分层、无明显色差的混合粉料;
69.(2)将氯化镁加入水中,搅拌至氯化镁完全溶解,静置12h,得到澄清氯化镁溶液;
70.(3)将步骤1得到的混合粉料加入到步骤2得到的氯化镁溶液中,在600r/min的条件下搅拌10min,形成均匀一致、无团块的浆料;
71.(4)将磷酸缓慢加入到步骤(3)中的浆料中,边加边缓慢搅拌,磷酸添加完毕后,再将浆料在200r/min的条件下搅拌5min;
72.(5)将步骤(4)中的浆料放入真空罐中进行消泡处理,压力值设置为-100kpa相对气压,消泡时间5min;
73.(6)将消泡处理后的浆料注入磨具模型中,在常温空气环境中固化24h后脱模。将脱模后的磨具在常温空气环境中养护21d。最后对磨具进行整形修锐。
74.对比例1
75.本对比例与实施例1的区别在于,原料中没有磷酸。
76.对比例2
77.本对比例与实施例1的区别在于,原料中没有硅灰。
78.对比例3
79.本对比例与实施例1的区别在于,原料中没有氧化铝空心微球。
80.对比例4
81.采用市场销售菱苦土磨具。
82.将实施例1-4、对比例1-4的菱苦土磨具制成直径300mm、厚度10mm的平面磨盘,如图1所示。参考图2,由实施例1的耐水多孔菱苦土磨具的微观形貌图可见,得到的耐水多孔菱苦土磨具表面空心微球形状规则、尺寸较为一致,均匀地分布在磨料之间。加工过程中磨具表面的空心微球在压力和摩擦的作用下容易发生破裂,露出内部孔隙,起到容屑作用。
83.分别使用这些磨盘在unipol-1200s自动压力研磨机上对氧化铝陶瓷片进行研磨。氧化铝陶瓷片直径为50mm,厚度为2mm。加工参数:压力5kg、磨盘转速50r/min、工件转速
55r/min、加工时长30min。冷却液为去离子水。参考图3,检测加工后的氧化铝陶瓷片的表面粗糙度。测量加工前后磨盘和氧化铝陶瓷片的厚度,计算磨盘磨损量和材料去除率;将实施例1-4、对比例1-4的菱苦土磨具制成60mm*15mm*15mm的试样,养护27d,测量其浸水7天前后的抗弯强度,计算耐水系数。检测结果如表2所示。
84.表2检测结果
[0085][0086]
从表2实施例1-4可以看出,本发明制备的耐水多孔菱苦土磨具,通过加入耐水改性剂和造孔剂,有效提高了磨具的加工性能,耐水系数最高可达0.95,磨具磨损率最低可达到0.040μm/min,材料去除率最高可达到1.72μm/min,工件表面粗糙度最低可达115.05nm。相比于对比例4市售磨具,本发明制备的耐水多孔菱苦土磨具的各项性能均有不同程度的提高。
[0087]
通过对比实施例1和对比例1可以看出,加入磷酸使磨具耐水系数从0.45提高到0.84,显著增强了菱苦土磨具的耐水性能,降低了磨具磨损量。对比实施例1和对比例2可以看出,添加硅灰使磨具耐水系数得到了小幅提升;此外可以看出,实施例1较对比例3材料去除率提升一倍以上,表明加入氧化铝空心微球可以提升磨盘的容屑能力,减少磨盘堵塞,使加工效率得到提高。
[0088]
上述实施例仅用来进一步说明本发明的一种耐水多孔菱苦土磨具及其制备方法,但本发明并不局限于实施例,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均落入本发明技术方案的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。