1.本发明涉及船舶技术领域,特别是涉及一种直钛管焊接辅助装置。
背景技术:
2.船舶管路系统在船舶上占据着不可代替的作用,称之为船舶运转的“血管”,因此船用管的制作至关重要,作为船舶建造的一道工序,保质保量地实现“开门红”是非常有必要的。而管系焊接作为船用管制作过程中关键的一道工序,焊接质量和焊接效率极大地影响了船用管的返工率和制作周期,是提高船用管焊接质量和效率是船舶管系制作过程中亘古不变的工作重心。
3.而在船用管制作过程中,有一些特殊材料的管系,如钛管等,因其材料的特殊性,钛管焊接时需要特殊保护,焊接时的高温情况下,焊缝直接裸露空气中会被氧化,影响焊接质量,达不到质量要求。所以焊接时必须对完成的焊缝即时保护,避免氧化。于是就有了直钛管焊接保护罩,用于保护焊接过程中还处于高温状态的焊缝。
4.现有的直钛管焊接保护罩,焊接钛管时施工者随着焊枪移动保护罩,保护焊缝,为了贴合钛管外表面,不同的管径需要不同大小的保护罩,并且保护气体对焊缝的保护作用不强,保护气体充气管随之移动时容易碰到焊枪、焊接钛管等,影响焊接效率。此外,上述焊接方式,一道焊缝需要起弧、收弧四次才能完成,焊接效率较低,并且起收弧处容易出现质量问题。
技术实现要素:
5.本发明的目的是:提供一种直钛管焊接辅助装置,改进保护罩结构,采用自动旋转方式,实现一道焊接一次完成,提高焊接质量,使得操作更人性化。
6.为了实现上述目的,本发明提供了一种直钛管焊接辅助装置,包括转动机构和保护机构。
7.所述转动机构包括有机箱、三爪卡盘和转动驱动器;所述机箱设置有通孔,所述三爪卡盘设置于所述通孔处,所述三爪卡盘用于夹紧钛管;所述转动驱动器设置于所述机箱内,所述转动驱动器用于驱动所述三爪卡盘的盘体转动;所述保护机构包括有底座、升降螺杆和保护罩,所述底座设置于所述通孔的侧边,所述升降螺杆螺纹连接于所述底座的上端;所述保护罩为类圆筒结构,所述保护罩的底端与所述升降螺杆的上端连接;所述保护罩的下端周向面设置有充气口,所述保护罩的下端内腔设置有海绵,所述海绵设置于所述充气口的上方;所述保护罩的上端开口处对称设置有两个凹弧;两个所述凹弧的最低点连线与所述通孔的轴线平行;所述充气口用于充入惰性气体。
8.根据本发明的一些实施例,所述保护罩的上端覆盖有两个封板,所述封板的外边缘与所述凹弧抵接,两个所述封板的中间设置有开口。
9.根据本发明的一些实施例,所述封板上覆盖有锡箔纸。
10.根据本发明的一些实施例,所述保护罩还包括有两个铁丝,所述铁丝为类半圆状,
所述铁丝的底端与所述凹弧的底端连接,所述铁丝垂直设置,所述铁丝的端口口径小于所述开口的口径。
11.根据本发明的一些实施例,所述保护罩为紫铜管,所述保护罩的直径取值范围为105mm至110mm。
12.根据本发明的一些实施例,所述充气口的轴线到所述保护罩的上平面距离取值范围在17mm至23mm之间,所述保护罩的长度取值范围为280mm至320mm。
13.根据本发明的一些实施例,所述保护罩内设置有支撑棒,所述支撑棒用于支撑所述海绵,所述支撑棒的两端均与所述保护罩的内壁连接。
14.根据本发明的一些实施例,所述保护罩上设置有压力传感器和显示灯;所述压力传感器设置于所述凹弧上,并且设置于所述保护罩靠近所述三爪卡盘的一侧;所述显示灯与所述压力传感器电连接。
15.根据本发明的一些实施例,所述转动机构还包括有安装板、传动齿轮和转动齿轮,所述安装板的相对两个侧面分别安装有三爪卡盘和传动齿轮,所述三爪卡盘与所述传动齿轮同轴设置;所述传动齿轮与所述转动齿轮啮合;所述转动齿轮设置于所述转动驱动器的转轴上。
16.根据本发明的一些实施例,所述底座的下端设置有带刹滚轮。
17.本发明实施例一种直钛管焊接辅助装置,与现有技术相比,其有益效果在于:
18.本发明实施例的直钛管焊接辅助装置,钛管的一端通过三爪夹盘加紧,钛管的另一端放置于保护罩的凹弧上,并通过转动驱动器转动钛管,实现一道焊接一次完成,使得操作更人性化;保护罩为类圆筒结构,并设置有充气孔和凹弧,有利于惰性气体更好地保护焊缝,提高焊接质量。因此,本发明实施例的直钛管焊接辅助装置,改进保护罩结构,采用自动旋转方式,实现一道焊接一次完成,提高焊接质量,使得操作更人性化。
附图说明
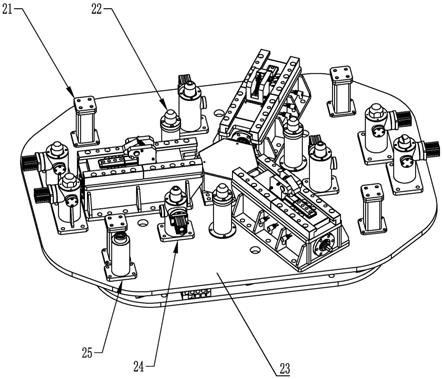
19.图1是本发明实施例的直钛管焊接辅助装置的结构示意图;
20.图2是本发明实施例的直钛管焊接辅助装置的保护机构的结构示意图;
21.图3是本发明实施例的直钛管焊接辅助装置的保护机构的分解示意图。
22.附图标记:
23.转动机构1;机箱11;三爪卡盘12;转动驱动器13;安装板14;转动齿轮15;传动齿轮16;
24.保护机构2;底座21;带刹滚轮211;升降螺杆22;保护罩23;凹弧231;海绵232;充气口233;支撑棒234;封板24;开口241;铁丝25;
25.钛管3。
具体实施方式
26.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
27.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简
化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
29.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
30.下面参考图1至3描述根据本发明实施例的直钛管焊接辅助装置。
31.如图1所示,根据本发明实施例的直钛管焊接辅助装置,本发明提供了一种直钛管焊接辅助装置,包括转动机构1和保护机构2。
32.转动机构1包括有机箱11、三爪卡盘12和转动驱动器13。机箱 11的一个侧面设置有通孔,通孔设置在机箱11的上方。三爪卡盘12 设置于通孔处,三爪卡盘12的夹爪通过通孔外漏在机箱11的表面,以夹紧钛管3。转动驱动器13设置于机箱11内,转动驱动器13用于驱动三爪卡盘12的盘体转动,通过转动驱动器13带动三爪卡盘12转动,实现对钛管3的转动。
33.如图2和3所示,保护机构2包括有底座21、升降螺杆22和保护罩23,底座21设置于通孔的侧边,即底座21设置在通孔的前方。升降螺杆22螺纹连接于底座21的上端,通过转动升降螺杆22,保护罩 23的底端与升降螺杆22的上端连接,可调节保护罩23的高度,使得三爪卡盘12夹紧的钛管3与保护罩23的上端接触。可以理解的是,底座21内部可设置有旋转伺服电机、旋转步进电机或者旋转气缸等旋转驱动器,通过旋转驱动器转动升降螺杆22,实现保护罩23的升降控制。
34.保护罩23为类圆筒结构,保护罩23的下端周向面设置有充气口 233,保护罩23的下端内腔设置有海绵232,海绵232设置于充气口233的上方,充气口233用于充入惰性气体,惰性气体通过充气口233 进入到保护罩23内,经过海绵232分散后,缓慢匀速流到保护罩23 的上端,惰性气体覆盖在钛管3的焊接处。
35.保护罩23的上端开口241处对称设置有两个凹弧231,两个凹弧 231的最低点连线与通孔的轴线平行,保护罩23的上端开口241形成中间高两端低,两个需焊接在一齐的钛管3,一条钛管3的底部与一个凹弧231接触,另一个钛管3的底部与另一个凹弧231接触,两个钛管3的焊接处设置于两个凹弧231的中间,使得从保护罩23内出来的惰性气体覆盖在焊缝处。
36.本发明的工作过程为:通过夹爪卡盘夹紧其中一条钛管3的一端,移动底座21,并调整升降螺杆22的高度,使得上述钛管3的另一端与凹弧231接触,并使得钛管3的端面平面设置于两个凹弧231的中间,另一个钛管3放置于另一个凹弧231上,两个钛管3的接触面处于两个凹槽的中间,通过焊枪将两个钛管3的接触面焊接起来,并通过转动驱动器13转动三爪卡盘12,使得钛管3转动,完成两个钛管3的焊接。
37.本发明实施例的直钛管焊接辅助装置,钛管3的一端通过三爪夹盘加紧,钛管3的另一端放置于保护罩23的凹弧231上,并通过转动驱动器13转动钛管3,实现一道焊接一次
完成,使得操作更人性化;保护罩 23为类圆筒结构,并设置有充气孔和凹弧231,有利于惰性气体更好地保护焊缝,提高焊接质量。因此,本发明实施例的直钛管焊接辅助装置,改进保护罩23结构,采用自动旋转方式,实现一道焊接一次完成,提高焊接质量,使得操作更人性化。
38.在本发明的一些具体实施例中,如图2和3所示,保护罩23的上端覆盖有两个封板24,封板24的外边缘形状与凹弧231抵接,两个封板24的中间设置有开口241,封板24的结构为中间高两边低,覆盖在保护罩23的上端开口241上,封板24的中部开口241用于放置钛管3,从而有利于提高钛管3与保护罩23之间的密封性,提高惰性气体的保护效果。更进一步地,封板24上覆盖有锡箔纸,有利于进一步提高密封性。
39.在本发明的一些具体实施例中,如图2和3所示,保护罩23还包括有两个铁丝25,铁丝25为类半圆状,铁丝25的底端与凹弧231的底端连接,铁丝25垂直设置,铁丝25的端口口径小于开口241的口径,钛管3放置于铁丝25内,通过铁丝25固定钛管3,有利于进一步提高钛管3焊接时的稳固性。
40.在本发明的一些具体实施例中,保护罩23为紫铜管,根据船舶管路的大小要求,将保护罩23的直径取值范围为105mm至110mm,有利于提高保护罩23的通用性,减少在焊接时更好不同大小保护罩23的几率。
41.更进一步地,保护罩23的长度取值范围为280mm至320mm,充气口233的轴线到保护罩23的上平面距离取值范围在17mm至23mm之间,从而有利于提高保护罩23上端的惰性气体的均匀度,提高焊接质量。
42.在本发明的一些具体实施例中,保护罩23内设置有支撑棒234,支撑棒234用于支撑海绵232,支撑棒234的两端均与保护罩23的内壁连接,加上支撑棒234,方便海绵232的安装和更换,可根据需求,选择合适大小的海绵232,使得海绵232的直径大于或者等于保护罩 23的内径相同,惰性气体从充气口233进入保护罩23内腔后,均需经过海绵232匀速后,再流向保护罩23上端端口。
43.在本发明的一些具体实施例中,保护罩23上设置有压力传感器和显示灯,压力传感器设置于凹弧231上,并且设置于保护罩23靠近三爪卡盘12的一侧,显示灯与压力传感器电连接,通过压力传感器确认钛管3是否与保护罩23接触,并通过显示灯提示,方便调节升降螺杆 22的高度,使得操作更人性化。
44.在本发明的一些具体实施例中,转动机构1还包括有安装板14、传动齿轮16和转动齿轮15,安装板14的相对两个侧面分别安装有三爪卡盘12和传动齿轮16,三爪卡盘12与传动齿轮16同轴设置,传动齿轮16与转动齿轮15啮合,转动齿轮15设置于转动驱动器13的转轴上。当三爪卡盘12夹紧钛管3后,通过转动驱动带动转动齿轮15 转动,转动齿轮15带动传动齿轮16转动,使得三爪夹盘带动钛管3 转动,实现自动转动钛管3。
45.在本发明的一些具体实施例中,底座21的下端设置有带刹滚轮 211,根据钛管3的伸出三爪夹盘的距离,通过推动带刹滚轮211转动,调整保护罩23的位置,操作更方便。
46.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特
点可以在任何的一个或多个实施例或示例中以合适的方式结合。
47.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不退出本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。