1.本发明涉及一种柜体门板的技术领域,具体涉及一种具有装饰拉手的通顶柜门。
背景技术:
2.当房地产蓬勃发展,各种户型、装修风格的居室也层出不穷时,使得大多数家具在设计时相对大众化,很难满足个性要求。很多家具在展厅里格调优美,一旦搬到具体的家里却黯然失色,不是尺寸与房屋空间不符,就是款式不符合整体装修风格,定制则为中国广大消费者提供个性化的家具定制服务,包括整体衣柜、整体书柜、酒柜、鞋柜、电视柜、步入式衣帽间、入墙衣柜、整体家具等多种称谓的产品均属于全屋定制范畴。而且全屋定制可以实现独立、统一、个性和环保的功能。全屋定制的每套家具都是一套独立的设计制作,使得不同的消费者都能根据房屋户型而有一套的个性家具,而且整个房屋能都能具有兼顾统一的设计理念,另外全屋家具的板材都能保证符合国家环保标准要求。
3.目前随着消费者的审美能力的提高,以及对房屋内空间利用率的要求提高,所以都尽量将柜体做成通顶结构,从而提高柜体空间利用率,也避免柜顶积灰;另外,从设计美感的角度将柜门也与柜体一样设计成通顶结构。但是由于一般房屋内的层高都会在2米以上,所以导致柜门的高度也会超过2米;另外由于柜门是板体结构,所以当柜门的高度较高之后,会导致柜门由于板体的板材内本身的应力作用而使柜门在使用时间久了之后就会发生翘曲,从而影响柜体的使用;另外由于柜门的拉手一般都会凸出于柜门,从而需要在寸土寸金的房屋内留有额外让开拉手的空间,否则即使柜门关闭、也会导致使用者在经过柜门的时候会被拉手磕碰到。
技术实现要素:
4.本发明的目的在于:克服现有技术的不足,提供一种具有装饰拉手的通顶柜门,通过拉手的结构,不仅能够与通顶柜门的外装饰面贴合,相对于通顶柜门而言不会形成凸出于外饰面的拉手,从而减少柜门闭合后的所占空间,而且拉手还能作为防止柜门板体翘曲的加强筋。
5.本发明所采取的技术方案是:具有装饰拉手的通顶柜门,包括门板本体,所述门板本体包括强度基板,所述强度基板的一侧端面固定有内饰板、另一侧端面固定有装饰基板,所述装饰基板背向强度基板一侧的端面包覆有外饰膜、形成门板本体的外饰面,所述外饰膜的边沿翻折固定于装饰基板的侧壁、并且沿着由装饰基板至内饰板的方向将装饰基板、强度基板和内饰板的侧壁均包覆固定;所述门板本体的外饰端面靠近其中一长度方向门侧壁的位置设有沿着门板本体的长度方向延伸的、贴合门板本体的条形拉手,所述门板本体的外饰端面上位于条形拉手背向所在侧长度方向门侧壁的位置处设有沿着条形拉手匹配设置的条形槽a,所述条形拉手面向条形槽a的边沿位于条形槽a的范围内;所述条形槽a内的槽底、远离条形拉手的一侧固定连接有装饰条,所述装饰条背向条形槽a槽底的端面沿着远离条形拉手的方向、向条形
槽a的槽口一侧倾斜,所述装饰条面向条形槽a槽口的端面为装饰面。
6.本发明进一步改进方案是,所述装饰条远离条形拉手一侧的边沿与装饰基板背向强度基板的一侧端面齐平。
7.本发明更进一步改进方案是,所述装饰条固定连接于固定条,所述固定条固定连接于条形槽a。
8.本发明更进一步改进方案是,所述装饰条面向条形槽a槽口的端面包覆固定有外饰膜。
9.本发明更进一步改进方案是,所述条形槽a的槽底贯穿装饰基板、并延伸至强度基板的中部。
10.本发明更进一步改进方案是,所述条形拉手包括与门板本体的外饰面贴合固定的拉手基板,所述拉手基板面向门板本体的端面、沿着拉手基板的长度方向设有“l”型杆a,所述“l”型杆a的侧杆a贴合固定连接于拉手基板,所述“l”型杆a的侧杆b与拉手基板垂直、并伸入门板本体与门板本体固定连接,所述拉手基板面向条形槽a的一侧边沿位于条形槽a的范围内;所述侧杆b与门板本体外饰面所在端面所设的条形槽b对应固定,所述条形槽b与条形槽a之间形成凸条,所述凸条背向内饰板的端面低于装饰基板背向内饰板的端面,所述侧杆a背向拉手基板的端面与凸条背向内饰板的端面贴合。
11.本发明更进一步改进方案是,所述凸条背向内饰板的端面和对应于条形槽a内的侧壁均包覆固定有外饰膜。
12.本发明更进一步改进方案是,所述条形槽b的槽底贯穿装饰基板、并延伸至强度基板的中部。
13.本发明更进一步改进方案是,所述侧杆b对应于条形槽b长度方向的相对侧槽壁的端面分别平行设有多个锯齿槽,所述锯齿槽均沿着平行于侧杆b长度方向设置,位于侧杆b同一侧端面的锯齿槽等间距均匀分布,所述侧杆b两相对侧的锯齿槽的槽底之间的间距与条形槽b的槽宽匹配。
14.本发明更进一步改进方案是,所述侧杆b两相对侧的锯齿槽的槽底和槽口交错设置。
15.本发明更进一步改进方案是,所述拉手基板位于侧杆b背向侧杆a一侧延伸设有限位板,所述限位板面向“l”型杆a的端面与门板本体的外饰面贴合。
16.本发明更进一步改进方案是,所述拉手基板面向“l”型杆a的端面、沿着从位于条形槽a内的一侧边沿至侧杆a背向侧杆b一侧的边沿之间设有向条形槽a的槽底倾斜的拉手斜面。
17.本发明更进一步改进方案是,所述门板本体的装饰基板背向强度基板的端面上、靠近长度方向的两端分别设有与条形槽a垂直设置的线槽a,所述条形槽a和条形槽b分别延伸至与线槽a连通,所述门板本体的装饰基板背向强度基板的端面上、位于远离条形槽a一侧的长度方向门侧壁位置处设有与条形槽a平行设置的线槽b,所述线槽b的两端延伸至与线槽a连通,所述线槽a和线槽b的槽深和槽宽均相等。
18.本发明更进一步改进方案是,所述线槽a对应于条形槽a和条形槽b位置处设有连通槽,所述条形槽a、条形槽b和连通槽的槽底齐平。
19.本发明更进一步改进方案是,所述条形拉手的端部和装饰条的端部分别延伸至连
通槽,并通过定位连接件与连通槽固定连接,当条形拉手的两端通过定位连接件固定连接于连通槽内的时候,所述条形拉手受到沿条形拉手长度方向的压应力。
20.本发明更进一步改进方案是,所述“l”型杆a的两端分别伸出拉手基板的对应端,所述定位连接件面向条形拉手的一侧端面设有与“l”型杆a匹配的“l”型槽a,所述“l”型杆a的两端可拆卸地对应固定连接于“l”型槽a内。
21.本发明更进一步改进方案是,所述定位连接件的底部对应于装饰条的装饰面设有匹配的连接面,所述定位连接件的两侧顶部分别设有与线槽a匹配的条形杆。
22.本发明更进一步改进方案是,所述定位连接件背向条形拉手的端面等间距设有多个条形凸起,所述条形凸起沿着连通槽的槽深方向设置、并向下延伸至定位连接件的底部,所述条形凸起沿着线槽a的延伸方向分布。
23.本发明更进一步改进方案是,所述连通槽远离条形槽a和条形槽b一侧的槽壁对应于条形凸起设有匹配的条形槽c。
24.本发明更进一步改进方案是,所述线槽a的两端贯穿门板本体宽度方向的两侧壁。
25.本发明更进一步改进方案是,所述线槽a与门板本体的对应侧边沿之间的距离和线槽b与门板本体的对应侧边沿之间的距离均相等。
26.本发明更进一步改进方案是,所述强度基板面向内饰板的端面、位于靠近条形拉手相对侧边沿的位置处设有沿门板本体长度方向设置的“l”型槽b,所述“l”型杆b对应固定连接于“l”型槽b内。
27.本发明更进一步改进方案是,所述“l”型槽b中与强度基板所在端面平行设置的水平侧槽设于与门板本体端面垂直设置的垂直侧槽的槽口。
28.本发明更进一步改进方案是,所述“l”型杆b面向内饰板的端面与强度基板面向内饰板的端面齐平。
29.本发明更进一步改进方案是,所述“l”型杆b与门板本体端面平行设置的侧杆d设置于与门板本体端面垂直的侧杆c面向条形拉手的一侧。
30.本发明更进一步改进方案是,所述“l”型杆b对应于线槽b的位置处。
31.本发明更进一步改进方案是,所述强度基板为多层实木单元板热压而成的热压板,所述实木单元板的堆叠压合方向与强度基板固定内饰板的端面垂直设置。
32.本发明更进一步改进方案是,相邻两个实木单元板的旋切外侧面相向设置或者相邻两个实木单元板的旋切内侧面相向设置。
33.用于具有装饰拉手的通顶柜门的生产线,沿着物料传送的方向依次设有开“l”型槽机、强度基板涂胶机a、“l”型杆压合机、强度基板涂胶机b、内饰板压合机、强度基板涂胶机c、装饰基板压合机、装饰基板开槽机、强度基板涂胶机d、装饰条压合机、覆膜机、切膜机、条形拉手安装机,并且相邻两设备之间均通过强度基板传送架传送连接,所述开“l”型槽机位于物料传送方向的前侧设有强度基板上料装置,所述条形拉手安装机位于物料传送方向的后侧设有柜门下料装置,所述强度基板的长度方向与对应位置处的传送方向垂直,所述“l”型杆压合机的一侧还设有“l”型杆b上料装置,所述内饰板压合机的一侧还设有内饰板上料装置,所述装饰基板压合机的一侧还设有装饰基板上料装置,所述装饰条压合机的一侧还设有装饰条上料装置,所述条形拉手安装机的一侧还设有拉手上料装置。
34.本发明进一步改进方案是,所述强度基板上料装置使强度基板水平放置,并且放
置于强度基板上料装置的强度基板的其中一个长度方向边沿面向开“l”型槽机上料。
35.本发明更进一步改进方案是,所述开“l”型槽机包括沿着物料传送方向依次设置的垂直侧槽开槽机和水平侧槽开槽机。
36.本发明更进一步改进方案是,所述强度基板涂胶机a的涂胶头a、基板涂胶机d的涂胶头d分别沿着平行于对应位置处强度基板的长度方向水平往复移动,所述涂胶头a将胶液涂覆至强度基板所设的“l”型槽b内、所述涂胶头d将胶液涂覆至条形槽a内的槽底和远离条形槽b的槽壁。
37.本发明更进一步改进方案是,所述强度基板涂胶机b的涂胶头b和强度基板涂胶机c的涂胶头c均为底部设有喷胶孔的水平喷胶管,所述水平喷胶管沿着平行于对应位置处强度基板的长度方向固定设置。
38.本发明更进一步改进方案是,所述内饰板压合机和强度基板涂胶机c之间的还设有强度基板翻转机器人,所述强度基板翻转机器人将内饰板压合机和强度基板涂胶机c之间的强度基板传送架上所传送的完成内饰板压合的强度基板的上下端面翻转。
39.本发明更进一步改进方案是,所述装饰基板开槽机包括沿着物料传送方向依次设置的纵向开槽机和横向开槽机,所述纵向开槽机内位于靠近所在位置处的强度基板的长度方向两端分别对称设有两组刀头,每组刀头沿着物料传送方向依次包括线槽a的开槽刀头a、连通槽的开槽刀头b和条形槽c的开槽刀头c,所述横向开槽机内包括物料传送方向依次设置的刀架a和刀架b,所述刀架a和刀架b均沿着所在位置处的强度基板的长度方向水平往复移动,所述刀架a底部分别设有线槽b的开槽刀头d、条形槽a的开槽刀头e、条形槽b的开槽刀头f,所述刀架b的底部设有切削凸条顶面的铣削刀头。
40.本发明更进一步改进方案是,所述切膜机的切膜模具为与条形槽b和连接槽所连成形状匹配的的“u”型结构。
41.本发明更进一步改进方案是,所述拉手上料装置包括沿着拉手上料方向传送的条形拉手送料装置,所述条形拉手送料装置上沿着拉手送料装置传送方向依次设有拉手装配装置和拉手喷胶装置,所述拉手装配装置将定位连接件与条形拉手连接固定,所述拉手喷胶装置将条形拉手的侧杆b设有锯齿槽的两相对端面以及定位连接件设有条形凸起的端面的条形凸起位置处喷上胶液。
42.本发明更进一步改进方案是,所述拉手装配装置的两侧分别设有定位连接件上料装置,当条形拉手送料装置上的条形拉手的一端送料至与拉手装配装置对应时、所述拉手装配装置将其中一个定位连接件上料装置的定位连接件与条形拉手的对应端装配固定,当条形拉手送料装置上的条形拉手的另一端送料至与拉手装配装置对应时、所述拉手装配装置将另一个定位连接件上料装置的定位连接件与条形拉手的对应端装配固定。
43.生产具有装饰拉手的通顶柜门的生产方法,包括以下步骤:s1、根据通顶柜门的尺寸裁切出对应尺寸的强度基板;s4、将强度基板的其中一侧端面涂刷胶液后与内饰板压合固定;s5、将固定有内饰板的强度基板背向内饰板的另一侧端面涂刷胶液后与装饰基板压合固定;s6、将装饰基板靠近其中一个长度方向边沿位置处分别沿着平行于长度方向加工出条形槽a和条形槽b,并使条形槽a位于条形槽b的外侧;
s8、在条形槽a内进行涂胶后、将装饰条压合固定于条形槽a内;s9、将固定有装饰条的强度基板、对应于装饰基板的端面贴覆固定有外饰膜,并使外饰膜的边沿翻折后将装饰基板侧壁、强度基板侧壁和内饰板侧壁均贴覆固定;s10、将外饰膜对应于用于安装条形拉手的凹槽处所对应的外饰膜进行切除,以留出用于安装条形拉手的条形槽b的槽口、便于条形拉手的安装固定;s11、最后将条形拉手涂胶后与条形槽b固定连接,并使条形拉手的一侧边沿对应位于条形槽a的范围内。
44.本发明更进一步改进方案是,所述步骤s1与步骤s4之间,还包括以下步骤:s2、将强度基板用于固定内饰板的所在侧端面靠近其中一侧长度方向边沿位置处加工出“l”形槽b;s3、将“l
”ꢀ
形杆b涂胶后与“l”形槽b固定连接。
45.本发明更进一步改进方案是,所述步骤s2中,所述“l”型槽b中与强度基板所在端面平行设置的水平侧槽设于与门板本体端面垂直设置的垂直侧槽的槽口。
46.本发明更进一步改进方案是,所述“l”形槽b的垂直侧槽位于水平侧槽面向强度基板对应侧边沿位置处。
47.本发明更进一步改进方案是,所述步骤s3中,所述
ꢀ“
l”形杆b与条形拉手分别位于强度基板的两对应侧的长度边沿。
48.本发明更进一步改进方案是,所述“l”形杆b面向内饰板的端面与强度基板面向内饰板的端面齐平。
49.本发明更进一步改进方案是,所述步骤s6中,在强度基板对应于装饰基板的所在侧端面,靠近长度方向的两端分别加工出与条形槽a垂直设置的线槽a、使条形槽a和条形槽b分别延伸至与线槽a连通,位于远离条形槽a一侧的长度方向门侧壁位置处加工出与条形槽a平行设置的线槽b、使线槽b的两端延伸至与线槽a连通;并将线槽a对应于条形槽a和条形槽b位置处加工出连通槽,所述条形槽a、条形槽b和连通槽的槽底齐平。
50.本发明更进一步改进方案是,所述步骤s6中,条形槽a与条形槽b之间形成的凸条背向内饰板一侧的端面进行铣削加工。
51.本发明更进一步改进方案是,所述步骤s6与步骤s8之间,还包括以下步骤:s7、将连通槽远离条形槽a和条形槽b一侧的槽壁加工出条形槽c。
52.本发明更进一步改进方案是,所述步骤s11中,先将定位连接件与条形拉手拼接固定后再整体涂胶,最后对应于条形槽b和连通槽进行安装固定。
53.本发明的有益效果在于:第一、通过拉手的结构,不仅能够与通顶柜门的外装饰面贴合,相对于通顶柜门而言不会形成凸出于外饰面的拉手,从而减少柜门闭合后的所占空间,而且拉手还能作为防止柜门板体翘曲的加强筋。
54.第二、通过条形槽a和条形槽a内装饰条的结构,从而使拉手具有足够的操作空间,而且由于条形拉手和对应的条形槽a结构,从而使不同身高的人都能够方便地操作,提高了拉手的适用性。
55.第三、通过条形拉手的“l”型杆a与条形槽b的连接,从而使得条形拉手与通顶柜门固定连接,而且对通顶柜门的板体起到加强筋作用。
56.第四、通过拉手基板的结构,不仅能够便于使用者从条形槽a位置处作为拉手使用,而且还能贴合柜门外饰面,从而使使用者操作拉手的时候,使拉手基板的限位板相对于“l”形杆a处形成杠杆结构,与柜门外饰面贴合处的拉手基板形成限位结构,避免随着拉手使用时间久了之后而与柜门松动。
57.第五、通过“l”形杆a的侧杆b设有锯齿槽,从而进一步提高了拉手与通顶柜门的条形槽b之间的连接强度。
58.第六、通过强度基板与内饰板之间所设的“l”形杆b的结构,从而进一步提高了通顶柜门的强度,而且使通顶柜门的受力强度更均匀。
59.第七、定位连接件与条形拉手连接后与通顶柜门连接,从而不仅可以通过尺寸设置使定位连接件与条形拉手的连接对条形拉手形成压应力,进而使条形拉手对通顶柜门的柜门板体的防翘曲效果更佳;另外定位连接件的结构能够避免条形拉手内部的压应力通过条形拉手端部对门板的反作用力使门板对应位置长期受力而损坏、进而使条形拉手失去压应力。
60.第八、通过定位连接件所设的条形凸起与连通槽对应所设条形槽c的结构,从而使得定位连接件连通条形拉手相对于通顶柜板的宽度方向定位限制;而且条形凸起与条形槽c形成咬合结构,在条形拉手的压应力作用下,进一步提高了定位连接件与连通槽的连接效果。
61.第九、通过外饰膜的作用,使得通顶柜门的外饰面和侧壁为一整体结构。
62.第十、通过条形槽a内的装饰条结构,从而可以提高装饰效果的同时,还能对条形拉手提供足够操作空间。
63.第十一、通过定位连接件的条形杆结构,从而便于定位连接件的定位固定于线槽b内。
64.第十二、通过强度基板为多层实木单元板热压而成的热压板,实木单元板的堆叠压合方向与强度基板固定内饰板的端面垂直设置,从而使实木单元板本身的翘曲方向与柜门本体的外饰面和内饰面垂直,避免实木单元板本身的翘曲而导致柜门本体的翘曲。
65.第十三、相邻两个实木单元板的旋切外侧面相向设置或者相邻两个实木单元板的旋切内侧面相向设置,使各实木单元板的翘曲应力相互抵消,从而进一步避免柜门本体沿着实木单元板本身翘曲方向发生翘曲。
66.第十四、通过线槽a和线槽b的结构,能够使定位连接件的条形杆与通顶柜体形成一对应整体,具有整体的美感。
67.第十五、通过生产线可以从完成裁切的强度基板开始直至完成通顶柜门的全自动化生产,提高了生产效率,而且还能适用于不通过尺寸的通顶柜门的生产。
68.第十六、通顶柜门的生产方法所生产出的通顶柜门能够不仅能够使得通顶柜门能够减少柜门闭合后的所占空间,并且拉手还能作为防止柜门板体翘曲的加强筋;另外也便于通顶柜门实现全自动化,以便进行高效生产,提高生产效率。
附图说明
69.图1为本发明的各工艺流程的主视剖视示意图。
70.图2为步骤s6的俯视放大示意图。
71.图3为步骤s6的主视剖视放大示意图。
72.图4为步骤s10的俯视放大示意图。
73.图5为步骤s10的主视剖视放大示意图。
74.图6为步骤s11的俯视放大示意图。
75.图7为步骤s11的主视剖视放大示意图。
76.图8为条形拉手的主视放大示意图。
77.图9为条拉手端部的定位连接件的主视放大示意图。
78.图10为条拉手端部的定位连接件的后视放大示意图。
79.图11为用于生产本发明的具有装饰拉手的通顶柜门的生产线示意图。
具体实施方式
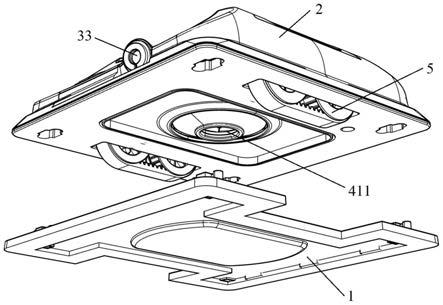
80.结合图2~10可知,具有装饰拉手的通顶柜门,具有装饰拉手的通顶柜门,包括门板本体1,所述门板本体1包括强度基板2,所述强度基板2的一侧端面固定有内饰板3、另一侧端面固定有装饰基板4,所述装饰基板4背向强度基板2一侧的端面包覆有外饰膜5、形成门板本体1的外饰面,所述外饰膜5的边沿翻折固定于装饰基板4的侧壁、并且沿着由装饰基板4至内饰板3的方向将装饰基板4、强度基板2和内饰板3的侧壁均包覆固定;所述门板本体1的外饰端面靠近其中一长度方向门侧壁的位置设有沿着门板本体1的长度方向延伸的、贴合门板本体1的条形拉手7,所述门板本体1的外饰端面上位于条形拉手7背向所在侧长度方向门侧壁的位置处设有沿着条形拉手7匹配设置的条形槽a6,所述条形拉手7面向条形槽a6的边沿位于条形槽a6的范围内;所述条形槽a6内的槽底、远离条形拉手7的一侧固定连接有装饰条10,所述装饰条10背向条形槽a6槽底的端面沿着远离条形拉手7的方向、向条形槽a6的槽口一侧倾斜,所述装饰条10面向条形槽a6槽口的端面为装饰面。
81.所述装饰条10远离条形拉手7一侧的边沿与装饰基板4背向强度基板2的一侧端面齐平。
82.所述装饰条10固定连接于固定条13,所述固定条13固定连接于条形槽a6。
83.所述装饰条2面向条形槽a6槽口的端面包覆固定有外饰膜5。
84.所述条形槽a6的槽底贯穿装饰基板4、并延伸至强度基板2的中部。
85.所述条形拉手7包括与门板本体1的外饰面贴合固定的拉手基板18,所述拉手基板18面向门板本体1的端面、沿着拉手基板18的长度方向设有“l”型杆a14,所述“l”型杆a14的侧杆a17贴合固定连接于拉手基板18,所述“l”型杆a14的侧杆b9与拉手基板18垂直、并伸入门板本体1与门板本体1固定连接,所述拉手基板18面向条形槽a6的一侧边沿位于条形槽a6的范围内;所述侧杆b9与门板本体1外饰面所在端面所设的条形槽b8对应固定,所述条形槽b8与条形槽a6之间形成凸条11,所述凸条11背向内饰板3的端面低于装饰基板4背向内饰板3的端面,所述侧杆a17背向拉手基板18的端面与凸条11背向内饰板3的端面贴合。
86.所述凸条11背向内饰板3的端面和对应于条形槽a6内的侧壁均包覆固定有外饰膜5。
87.所述条形槽b8的槽底贯穿装饰基板4、并延伸至强度基板2的中部。
88.所述侧杆b9对应于条形槽b8长度方向的相对侧槽壁的端面分别平行设有多个锯齿槽16,所述锯齿槽16均沿着平行于侧杆b9长度方向设置,位于侧杆b9同一侧端面的锯齿
槽16等间距均匀分布,所述侧杆b9两相对侧的锯齿槽16的槽底之间的间距与条形槽b8的槽宽匹配。
89.所述侧杆b9两相对侧的锯齿槽16的槽底和槽口交错设置。
90.所述拉手基板18位于侧杆b9背向侧杆a17一侧延伸设有限位板19,所述限位板19面向“l”型杆a14的端面与门板本体1的外饰面贴合。
91.所述拉手基板18面向“l”型杆a14的端面、沿着从位于条形槽a6内的一侧边沿至侧杆a14背向侧杆b9一侧的边沿之间设有向条形槽a6的槽底倾斜的拉手斜面24。
92.所述门板本体1的装饰基板4背向强度基板2的端面上、靠近长度方向的两端分别设有与条形槽a6垂直设置的线槽a28,所述条形槽a6和条形槽b8分别延伸至与线槽a28连通,所述门板本体1的装饰基板4背向强度基板2的端面上、位于远离条形槽a6一侧的长度方向门侧壁位置处设有与条形槽a6平行设置的线槽b27,所述线槽b27的两端延伸至与线槽a28连通,所述线槽a28和线槽b27的槽深和槽宽均相等。
93.所述线槽a28对应于条形槽a6和条形槽b8位置处设有连通槽29,所述条形槽a6、条形槽b8和连通槽29的槽底齐平。
94.所述条形拉手7的端部和装饰条10的端部分别延伸至连通槽29,并通过定位连接件12与连通槽29固定连接,当条形拉手7的两端通过定位连接件12固定连接于连通槽29内的时候,所述条形拉手7受到沿条形拉手7长度方向的压应力。
95.所述“l”型杆a14的两端分别伸出拉手基板18的对应端,所述定位连接件12面向条形拉手7的一侧端面设有与“l”型杆a14匹配的“l”型槽a15,所述“l”型杆a14的两端可拆卸地对应固定连接于“l”型槽a15内。
96.所述定位连接件12的底部对应于装饰条10的装饰面设有匹配的连接面21,所述定位连接件12的两侧顶部分别设有与线槽a28匹配的条形杆20。
97.所述定位连接件12背向条形拉手7的端面等间距设有多个条形凸起22,所述条形凸起22沿着连通槽29的槽深方向设置、并向下延伸至定位连接件12的底部,所述条形凸起22沿着线槽a28的延伸方向分布。
98.所述连通槽29远离条形槽a6和条形槽b8一侧的槽壁对应于条形凸起22设有匹配的条形槽c23。
99.所述线槽a28的两端贯穿门板本体1宽度方向的两侧壁。
100.所述线槽a28与门板本体1的对应侧边沿之间的距离和线槽b27与门板本体1的对应侧边沿之间的距离均相等。
101.所述强度基板2面向内饰板3的端面、位于靠近条形拉手7相对侧边沿的位置处设有沿门板本体1长度方向设置的“l”型槽b26,所述“l”型杆b25对应固定连接于“l”型槽b26内。
102.所述“l”型槽b26中与强度基板2所在端面平行设置的水平侧槽设于与门板本体1端面垂直设置的垂直侧槽的槽口。
103.所述“l”型杆b25面向内饰板3的端面与强度基板2面向内饰板3的端面齐平。
104.所述“l”型杆b25与门板本体1端面平行设置的侧杆d设置于与门板本体1端面垂直的侧杆c面向条形拉手7的一侧。
105.所述“l”型杆b25对应于线槽b27的位置处。
106.所述强度基板2为多层实木单元板热压而成的热压板,所述实木单元板的堆叠压合方向与强度基板2固定内饰板3的端面垂直设置。
107.相邻两个实木单元板的旋切外侧面相向设置或者相邻两个实木单元板的旋切内侧面相向设置。
108.如图11可知,用于具有装饰拉手的通顶柜门的生产线,沿着物料传送的方向依次设有开“l”型槽机30、强度基板涂胶机a31、“l”型杆压合机32、强度基板涂胶机b33、内饰板压合机34、强度基板涂胶机c36、装饰基板压合机37、装饰基板开槽机38、强度基板涂胶机d39、装饰条压合机40、覆膜机41、切膜机42、条形拉手安装机43,并且相邻两设备之间均通过强度基板传送架传送连接,所述开“l”型槽机30位于物料传送方向的前侧设有强度基板上料装置44,所述条形拉手安装机43位于物料传送方向的后侧设有柜门下料装置45,所述强度基板2的长度方向与对应位置处的传送方向垂直,所述“l”型杆压合机32的一侧还设有“l”型杆b上料装置321,所述内饰板压合机34的一侧还设有内饰板上料装置341,所述装饰基板压合机37的一侧还设有装饰基板上料装置371,所述装饰条压合机40的一侧还设有装饰条上料装置401,所述条形拉手安装机43的一侧还设有拉手上料装置431。
109.所述强度基板上料装置44使强度基板2水平放置,并且放置于强度基板上料装置44的强度基板2的其中一个长度方向边沿面向开“l”型槽机30上料。
110.所述开“l”型槽机30包括沿着物料传送方向依次设置的垂直侧槽开槽机301和水平侧槽开槽机302。
111.所述强度基板涂胶机a31的涂胶头a、基板涂胶机d39的涂胶头d分别沿着平行于对应位置处强度基板2的长度方向水平往复移动,所述涂胶头a将胶液涂覆至强度基板2所设的“l”型槽b26内、所述涂胶头d将胶液涂覆至条形槽a6内的槽底和远离条形槽b8的槽壁。
112.所述强度基板涂胶机b33的涂胶头b和强度基板涂胶机c36的涂胶头c均为底部设有喷胶孔的水平喷胶管,所述水平喷胶管沿着平行于对应位置处强度基板2的长度方向固定设置。
113.所述内饰板压合机34和强度基板涂胶机c36之间的还设有强度基板翻转机器人35,所述强度基板翻转机器人35将内饰板压合机34和强度基板涂胶机c36之间的强度基板传送架上所传送的完成内饰板3压合的强度基板2的上下端面翻转。
114.所述装饰基板开槽机38包括沿着物料传送方向依次设置的纵向开槽机381和横向开槽机382,所述纵向开槽机381内位于靠近所在位置处的强度基板2的长度方向两端分别对称设有两组刀头,每组刀头沿着物料传送方向依次包括线槽a28的开槽刀头a、连通槽29的开槽刀头b和条形槽c22的开槽刀头c,所述横向开槽机382内包括物料传送方向依次设置的刀架a和刀架b,所述刀架a和刀架b均沿着所在位置处的强度基板2的长度方向水平往复移动,所述刀架a底部分别设有线槽b27的开槽刀头d、条形槽a6的开槽刀头e、条形槽b8的开槽刀头f,所述刀架b的底部设有切削凸条11顶面的铣削刀头。
115.所述切膜机42的切膜模具为与条形槽b8和连接槽29所连成形状匹配的的“u”型结构。
116.所述拉手上料装置431包括沿着拉手上料方向传送的条形拉手送料装置432,所述条形拉手送料装置432上沿着拉手送料装置431传送方向依次设有拉手装配装置433和拉手喷胶装置434,所述拉手装配装置433将定位连接件12与条形拉手7连接固定,所述拉手喷胶
装置434将条形拉手7的侧杆b9设有锯齿槽16的两相对端面以及定位连接件12设有条形凸起22的端面的条形凸起22位置处喷上胶液。
117.所述拉手装配装置433的两侧分别设有定位连接件上料装置435,当条形拉手送料装置432上的条形拉手7的一端送料至与拉手装配装置433对应时、所述拉手装配装置433将其中一个定位连接件上料装置435的定位连接件12与条形拉手7的对应端装配固定,当条形拉手送料装置432上的条形拉手7的另一端送料至与拉手装配装置433对应时、所述拉手装配装置433将另一个定位连接件上料装置435的定位连接件12与条形拉手7的对应端装配固定。
118.如图1可知,生产具有装饰拉手的通顶柜门的生产方法,包括以下步骤:s1、根据通顶柜门的尺寸裁切出对应尺寸的强度基板2;s2、将强度基板2用于固定内饰板的所在侧端面靠近其中一侧长度方向边沿位置处加工出“l”形槽b26;所述“l”型槽b26中与强度基板2所在端面平行设置的水平侧槽设于与门板本体1端面垂直设置的垂直侧槽的槽口;所述“l”形槽b26的垂直侧槽位于水平侧槽面向强度基板2对应侧边沿位置处;s3、将“l
”ꢀ
形杆b25涂胶后与“l”形槽b26固定连接;所述
ꢀ“
l”形杆b25与条形拉手7分别位于强度基板2的两对应侧的长度边沿;所述“l”形杆b25面向内饰板3的端面与强度基板2面向内饰板3的端面齐平;s4、将强度基板2的其中一侧端面涂刷胶液后与内饰板3压合固定;s5、将固定有内饰板3的强度基板2背向内饰板3的另一侧端面涂刷胶液后与装饰基板4压合固定;s6、将装饰基板4靠近其中一个长度方向边沿位置处分别沿着平行于长度方向加工出条形槽a6和条形槽b8,并使条形槽a6位于条形槽b8的外侧;在强度基板2对应于装饰基板4的所在侧端面,靠近长度方向的两端分别加工出与条形槽a6垂直设置的线槽a28、使条形槽a6和条形槽b8分别延伸至与线槽a28连通,位于远离条形槽a6一侧的长度方向门侧壁位置处加工出与条形槽a6平行设置的线槽b27、使线槽b27的两端延伸至与线槽a28连通;并将线槽a28对应于条形槽a6和条形槽b8位置处加工出连通槽29,所述条形槽a6、条形槽b8和连通槽29的槽底齐平;所述步骤s6中,条形槽a6与条形槽b8之间形成的凸条11背向内饰板3一侧的端面进行铣削加工;s7、将连通槽29远离条形槽a6和条形槽b8一侧的槽壁加工出条形槽c23;s8、在条形槽a6内进行涂胶后、将装饰条10压合固定于条形槽a6内;s9、将固定有装饰条10的强度基板2、对应于装饰基板4的端面贴覆固定有外饰膜5,并使外饰膜5的边沿翻折后将装饰基板4侧壁、强度基板2侧壁和内饰板3侧壁均贴覆固定;s10、将外饰膜5对应于用于安装条形拉手7的凹槽处所对应的外饰膜5进行切除,以留出用于安装条形拉手7的条形槽b8的槽口、便于条形拉手7的安装固定;s11、先将定位连接件12与条形拉手7拼接固定后再整体涂胶,最后对应于条形槽b8和连通槽29进行安装固定;最后将条形拉手7涂胶后与条形槽b8固定连接,并使条形拉手
7的一侧边沿对应位于条形槽a6的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。