1.本发明涉及激光焊接领域,具体而言,涉及一种开合式感应加热线圈接触面修复方法及装置。
背景技术:
2.电磁感应加热是利用电磁感应的原理,使处于其加热范围内的材料内部产生涡电流,依靠这些涡流产生的焦耳热使得材料自身温度升高,可用于金属熔炼、表面热处理、感应钎焊等加热。感应加热系统的基本组成主要包括感应线圈(又称感应器),交流电源。线圈和电源相连,电源为线圈提供交变电流,流过线圈的交变电流产生一个通过工件的交变磁场,该磁场使工件内部产生涡流来达到加热。因此,感应加热不要求外部热源,而是利用工件自身产生焦耳热作为热源,这个方法也不要求工件与能源即感应线圈接触。
3.感应线圈的设计是感应加热应用中的关键,通常采用导电性能好的紫铜或铜合金制造,根据加热对象不同,可以把线圈制作成不同的形状。通常,感应线圈是完整的闭合回路,但在某些场合,则需要把线圈设计成开合式,即线圈回路在某个横截面处分开,仅在工作的时候通过一定的压力使两部分相互接触,实现完整的电流回路,完成感应加热过程。这种线圈的好处是方便工件和线圈之间的配合,容易实现工件的自动化装夹和加热。但这种线圈也有其缺点,即开合接触面在长期工作过程中,频繁的接触和通电,易产生的腐蚀、疲劳、脱落等失效,造成接触面接触不充分,接触电阻急剧增加而引发不工作甚至线圈严重烧坏等问题,因此,线圈一旦出现接触面失效则需要报废,更换新的感应器,增加了制造成本;因此,有必要对线圈受损区域进行修复,延长其使用寿命,降低生产制造成本。
技术实现要素:
4.本发明实施例提供了一种开合式感应加热线圈接触面修复方法及装置,提出一种接触面修复块对线圈进行焊接修复的方法,延长其使用寿命,降低生产成本。
5.根据本发明的一实施例,提供了一种开合式感应加热线圈接触面修复方法,包括以下步骤:对受损线圈进行损伤评估,判断受损线圈的损伤是否在正常规格范围内;若损伤在正常规格范围内,则受损线圈需要进行修复,将受损线圈带有缺陷的接触端去除一定长度,保证充分去除损伤并暴露出完全新鲜的金属面;将修复块装配在受损线圈去除部分处,修复块的形状及尺寸与受损线圈的受损端面去除部分形状及尺寸相同;通过红外和蓝光双光束激光复合焊接,对装配好的修复块与受损线圈切割端面形成的接缝进行焊接,以修复好受损线圈的缺陷。
6.进一步地,在对受损线圈进行损伤评估,判断受损线圈的损伤是否在正常规格范围内之后还包括:若损伤大于正常规格范围要求,则将受损线圈视进行报废处理。
7.进一步地,将受损线圈带有缺陷的接触端去除一定长度,保证充分去除损伤并暴露出完全新鲜的金属面具体为:采用线切割机械加工方式,将受损线圈带有缺陷的接触端去除一定长度。
8.进一步地,修复块不同的面包括焊接端、接触端及连接段,修复块的材质与待修复的受损线圈相同。
9.进一步地,将修复块装配在受损线圈去除部分处,修复块的形状及尺寸与受损线圈的受损端面去除部分形状及尺寸相同之前还包括:设置合适的工艺参数,以保证接缝完全焊透;工艺参数具体为:保护气为99.99%ar;气体流量5-15l/min;蓝光激光功率200-1000w;红外激光功率500-2000w,焊接进给速度50-150mm/s。
10.进一步地,在通过红外和蓝光双光束激光复合焊接,对装配好的修复块与受损线圈切割端面形成的接缝进行焊接,以修复好受损线圈的缺陷之后还包括:对焊接修复后线圈进行打磨,以提高表面质量,并对线圈的变形进行校正,以满足线圈设计的形状和尺寸要求。
11.进一步地,在对焊接修复后线圈进行打磨,以提高表面质量,并对线圈的变形进行校正,以满足线圈设计的形状和尺寸要求之后还包括:对校正后的线圈进行尺寸测量、气密性测试、耐压力测试及接触电阻测试,对于测试满足技术要求的线圈作为修复合格品,不符合要求的线圈则重新进行损伤评估或者视为报废。
12.进一步地,在将修复块装配在受损线圈去除部分处,修复块的形状及尺寸与受损线圈的受损端面去除部分形状及尺寸相同之后还包括:采用红外激光器摆动焊接工艺,对装配好的修复块与受损线圈切割端面形成的接缝进行焊接。
13.一种开合式感应加热线圈接触面修复装置,包括:损伤评估模块,用于对受损线圈进行损伤评估,判断受损线圈的损伤是否在正常规格范围内;端面去除模块,用于若损伤在正常规格范围内,则受损线圈需要进行修复,将受损线圈带有缺陷的接触端切割除一定长度,保证充分去除损伤并暴露出完全新鲜的金属面;装配模块,用于将修复块装配在受损线圈去除部分处,修复块的形状及尺寸与所述受损线圈的受损端面去除部分形状及尺寸相同;焊接修复模块,用于通过红外和蓝光双光束激光复合焊接,对装配好的修复块与受损线圈切割端面形成的接缝进行焊接,以修复好受损线圈的缺陷。
14.进一步地,装置还包括报废处理模块,用于若损伤大于正常规格范围要求,则将受损线圈视进行报废处理。
15.本发明实施例中的开合式感应加热线圈接触面修复方法及装置,对受损线圈进行损伤评估,判断受损线圈的损伤是否在正常规格范围内;若损伤在正常规格范围内,则受损
线圈需要进行修复,将受损线圈带有缺陷的接触端去除一定长度,保证充分去除损伤并暴露出完全新鲜的金属面;将修复块装配在受损线圈去除部分处,修复块的形状及尺寸与受损线圈的受损端面去除部分形状及尺寸相同;通过红外和蓝光双光束激光复合焊接,对装配好的修复块与受损线圈切割端面形成的接缝进行焊接,以修复好受损线圈的缺陷。本技术将受损线圈接触端一定长度连带缺陷部位一起移除,形成一个新鲜的平面,再根据受损线圈设计一个和移除部分相同形状和尺寸的修复块,修复块与待修复的受损线圈进行配合,通过装夹定位,保证尺寸和精度,最后用激光焊接的方式对接缝部位进行焊接连接,实现受损线圈的修复。
附图说明
16.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1为本发明开合式感应加热线圈接触面修复方法的流程图;图2为本发明感应加热线圈示意图;图3-1为本发明合格线圈接触端示意图;图3-2为本发明损坏线圈接触端示意图;图4为本发明为接触端修复块示意图;图5为本发明为实施例焊接示意图;图6为本发明为实施例焊接示意图。
具体实施方式
17.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
18.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
19.本发明主要针对开合式电磁感应加热线圈的开合接触面,由于线圈通常采用铜或铜合金制造,在长期工作频繁的接触和通电过程中,易产生的腐蚀、疲劳、脱落等失效,造成接触面接触不充分,接触电阻急剧增加而引发不工作甚至线圈严重烧坏等问题;因此,线圈一旦出现接触面失效则需要报废,更换新的感应线圈,增加了制造成本;现有技术具有以下缺点:1.通过采用钎焊方法进行修复时,为了不增加接触面电阻,通常采用的是导电性
能好的cu合金甚至ag合金钎料, 钎料成本也较高,济性性差;2.通过钎料堆积和机加工恢复接触面的形状尺寸,仅能实现表层较薄损伤程度的线圈修复,对于损伤较深的无能为力;3.钎料堆积方式容易产生缺陷,钎料与线圈基材界面处连接强度较低,耐热能力差,修复后的线圈使用过程中接触部分容易变形、磨损,使用寿命较低,延长效果不明显。
20.通过采用本发明的技术方案,提出一种接触面修复块对线圈进行焊接修复的方法,延长其使用寿命,降低生产成本;将失效部分打磨去除缺陷和异物,暴露出线圈基材,再通过钎焊方式对失效部位进行cu合金钎料填充,填充至一定形状后,对填充部位进行机加工,实现受损线圈的修复。
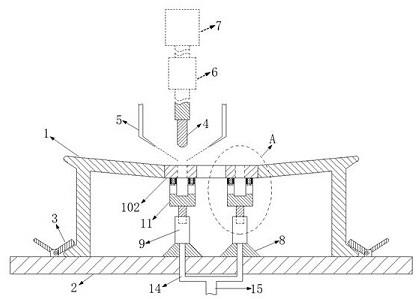
21.参见图1,根据本发明一实施例,提供了一种开合式感应加热线圈接触面修复方法,包括以下步骤:s101:对受损线圈进行损伤评估,判断受损线圈的损伤是否在正常规格范围内;s102:若损伤在正常规格范围内,则受损线圈需要进行修复,将受损线圈带有缺陷的接触端去除一定长度,保证充分去除损伤并暴露出完全新鲜的金属面;s103:将修复块装配在受损线圈去除部分处,修复块的形状及尺寸与受损线圈的受损端面去除部分形状及尺寸相同;s104:通过红外和蓝光双光束激光复合焊接,对装配好的修复块与受损线圈切割端面形成的接缝进行焊接,以修复好受损线圈的缺陷。
22.针对现有技术存在的不足,本发明提出一种采用修复块和激光焊接对加热线圈进行修复的方法;本技术将受损线圈接触端一定长度连带缺陷部位一起移除,形成一个新鲜的平面,再根据受损线圈设计一个和移除部分相同形状和尺寸的修复块,修复块与待修复的受损线圈进行配合,通过装夹定位,保证尺寸和精度,最后用激光焊接的方式对接缝部位进行焊接连接,实现受损线圈的修复。
23.具体的,该开合式感应加热线圈接触面修复方法步骤如下:步骤一,线圈损伤评估:首先对受损线圈进行外观检查,确认受损情况,对于仅有接触端一定长度范围内有损伤,而其作部位仍在正常规格范围内的线圈,采用本发明的方案进行修复。
24.步骤二,受损端面去除:评价适合修复的线圈,采用线切割等机械加工方式,将带有缺陷的接触端去除一定长度,保证充分去除损伤并暴露出完全新鲜的金属面。
25.此外,也可直接将接触端面整体去除,再将尺寸、形状相匹配的接触端修复块与之焊接,这样可以使得修复块做成一个标准件,每次修复均可以采用相同的标准修复块进行修复,简化修复工艺,提高修复质量和一致性。
26.步骤三,修复块匹配和制造:结合步骤二中受损端面去除位置及长度,根据感应加热线圈设计图纸,设计制造用于修复该线圈受损端面所需的修复块,该修复块与受损端面去除部分形状和尺寸相同;修复块包括:焊接端、接触端、连接段三部分,修复块材质与待修复线圈相同,采用机加工或者压力加工工艺制造。
27.步骤四,修复块装配及激光焊接修复:将步骤三中制造的与待修复线圈相匹配的修复块,与线圈切割端面通过工装夹具装配好,装配间隙≤0.1mm,错边≤0.1mm;采用红外和蓝光双光束激光复合焊接,对装配好的修复块和线圈切割端面形成的接缝进行焊接,以修复好受损线圈的缺陷;采用蓝光-红外双光束复合焊接,由于蓝光进行了预热作用,红外
激光的吸收率随温度提高而增加,在红外光与蓝光作用下,整个焊接过程中几乎不会产生飞溅,保证焊缝是熔透深度,焊缝质量高,避免了孔洞、飞溅等焊接缺陷的产生,而且激光焊接变形小,提高了修复质量。相比现有的钎焊修复技术,无焊料填充,成本低,后加工量少;工艺简单可靠,效率高;熔化焊接强度更高,使用寿命长,具有明显优势。
28.在焊接之前,设置合适的工艺参数,以保证接缝完全焊透;激光焊接工艺参数为:保护气为99.99%ar,气体流量5-15l/min,蓝光激光功率200-1000w,红外激光功率500-2000w,焊接进给速度50-150mm/s。
29.为了保证装配精度,保证焊接效果以及最终尺寸精度,采用蓝光和红外激光复合,可以保证焊接过程中飞溅少,焊接质量稳定,熔深大,通过工艺参数的合理设置,可以保证焊接质量和接缝熔透,获得足够的导电截面积,提高电流承载能力。
30.实施例中,在对受损线圈进行损伤评估,判断受损线圈的损伤是否在正常规格范围内之后还包括:若损伤大于正常规格范围要求,则将受损线圈视进行报废处理。
31.即将线圈受损严重或受损程度已经超过正常规格范围所要求时,则可人的开线圈无法进行修复或修复价值不大,则对该线圈进行报废处理。
32.需要说明的是,正常规格范围可以是行业标准,或是根据实际受损程度进行设置,或是根据需要提前进行预设的预设范围。
33.实施例中,将受损线圈带有缺陷的接触端去除一定长度,保证充分去除损伤并暴露出完全新鲜的金属面具体为:采用线切割机械加工方式,将受损线圈带有缺陷的接触端去除一定长度;线切割方式能保证对受损线圈的切割面的平滑。
34.实施例中,在通过红外和蓝光双光束激光复合焊接,对装配好的修复块与受损线圈切割端面形成的接缝进行焊接,以修复好受损线圈的缺陷之后还包括:s105:对焊接修复后线圈进行打磨,以提高表面质量,并对线圈的变形进行校正,以满足线圈设计的形状和尺寸要求。
35.对焊接修复后线圈进行打磨,以提高表面质量,采用专用的治具对变形进行校正,以满足线圈设计的形状和尺寸要求。
36.对焊接位置进行打磨处理,使尺寸和表面粗糙度满足要求,对焊接修复过程中产生的变形以及前期使用过程中造成的一些变形问题进行校正。
37.实施例中,在对焊接修复后线圈进行打磨,以提高表面质量,并对线圈的变形进行校正,以满足线圈设计的形状和尺寸要求之后还包括:s106:对校正后的线圈进行尺寸测量、气密性测试、耐压力测试及接触电阻测试,对于测试满足技术要求的线圈作为修复合格品,不符合要求的线圈则重新进行损伤评估或者视为报废。
38.对s105中校正后的线圈进行尺寸测量、气密性测试、耐压力测试和接触电阻测试,对于测试满足技术要求的线圈作为修复合格品,不符合要求的线圈则重新进行s101步骤或者报废。
39.按照设计图纸尺寸要求,对修复线圈进行测量;然后对线圈通气体,两端进行密封后,放入水中进行修复焊缝气密性检测;将线圈一端密封,然后另一端通入一定压力的水进
行耐压力测试,确保通入冷却水时不会产生泄露;将线圈组对,采用一定压力将两接触面对齐压紧,测试接触电阻,验证接触电阻是否满足技术要求。对上述测试都合格的线圈作为修复合格品,投入使用,否则重新进行s101步骤或者报废。
40.实施例中,在将修复块装配在受损线圈去除部分处,修复块的形状及尺寸与受损线圈的受损端面去除部分形状及尺寸相同之后还包括:采用红外激光器摆动焊接工艺,对装配好的修复块与受损线圈切割端面形成的接缝进行焊接。
41.采用红外激光器摆动焊接工艺,对装配好的修复块和线圈切割端面形成的接缝进行焊接。说明:采用高功率的单模红外光纤激光,通过激光摆动焊接,可以在单纯红外激光时获较高的焊接质量,不需要蓝光激光辅助。
42.优选地,步骤s103中接触面修复块材质为高强高导铜合金;高强高导铜合金可以提高接触端面的耐磨损性能,提高使用寿命。
43.优选地,步骤s104中采用可见光激光焊接工艺,对装配好的修复块和线圈切割端面形成的接缝进行焊接;现有技术可用得可见激光包括绿光和蓝光,采用较高功率密度的绿光或蓝光进行焊接,也是一种可行的方案,随着可见光激光功率密度的逐渐提高,采用单可见光进行焊接也是可行的。
44.优选地,修复块提前可以批量制造成不同规格、长度的备用件,修复时根据损伤情况选择对应长度得备用修复块,有利于实现标准化。
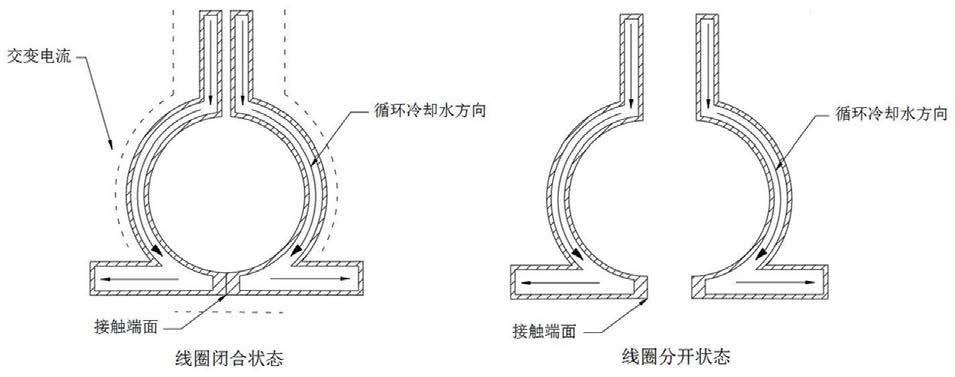
45.参考图2,为感应加热线圈示意图,由对称的两部分组成,内部为循环水路,图中实线标识循环冷却水流向;工作时(闭合状态),两部分线圈通过接触端面闭合形成导电回路,外部虚线标识为线圈内交变电流走向;不工作时(分开状态),两部分线圈分离,接触端面不接触,形成断路状态。
46.图3-1及3-2为线圈接触端示意图:图3-1)合格线圈接触面为无缺陷的光洁的平面,工作中能保证充分接触,接触电阻低,感应加热效果好;3-2)损坏线圈接触端面具有腐蚀坑等缺陷,两端面接触不好,接触电阻增加,导致感应加热效果差,线圈容易烧坏。
47.图4为接触端修复块示意图,包括焊接端、接触端、连接段三部分。
48.图5为实施例焊接示意图,根据受损程度的不同,可以选择不同接触端面切除长度以及对应的修复块。
49.实施例中,当受损面深度不超过接触面整个厚度,此时全部去除整个厚度范围,更换 匹配修复块,进行激光复合焊接。
50.实施例中,当受损面深度超过接触面整个厚度,此时去除整个接触面厚度以及与之连接的一定长度范围,整个更换匹配的修复块后进行激光复合焊接。
51.参考图6,一种开合式感应加热线圈接触面修复装置,包括:损伤评估模块100,用于对受损线圈进行损伤评估,判断受损线圈的损伤是否在正常规格范围内;端面去除模块200,用于若损伤在正常规格范围内,则受损线圈需要进行修复,将受损线圈带有缺陷的接触端切割除一定长度,保证充分去除损伤并暴露出完全新鲜的金属面;装配模块300,用于将修复块装配在受损线圈去除部分处,修复块的形状及尺寸与
受损线圈的受损端面去除部分形状及尺寸相同;焊接修复模块400,用于通过红外和蓝光双光束激光复合焊接,对装配好的修复块与受损线圈切割端面形成的接缝进行焊接,以修复好受损线圈的缺陷。
52.本技术将受损线圈接触端一定长度连带缺陷部位一起移除,形成一个新鲜的平面,再根据受损线圈设计一个和移除部分相同形状和尺寸的修复块,修复块与待修复的受损线圈进行配合,通过装夹定位,保证尺寸和精度,最后用激光焊接的方式对接缝部位进行焊接连接,实现受损线圈的修复。
53.实施例中,装置还包括:报废处理模块,用于若损伤大于正常规格范围要求,则将受损线圈视进行报废处理;即将线圈受损严重或受损程度已经超过正常规格范围所要求时,则可人的开线圈无法进行修复或修复价值不大,则对该线圈进行报废处理。
54.报废处理模包括机械手臂,当被认定为报废的受损线圈时,则通过机械手臂将该受损线圈,移送至回收处。
55.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。