1.本发明属于航空连接件表面处理领域,涉及一种用于螺母外表面密封胶涂覆的工装及涂覆方法。
背景技术:
2.为了保证直升机机体结构的密封性,实现防雨/水功能,需要在机体结构各连接处涂密封胶。本发明提供了一种在螺栓连接处涂密封胶的工装。当前密封剂采用“湿装配安装”工艺,为通过胶枪、刷子、刮刀等工具直接将聚硫密封剂涂抹在外露螺接紧固件的表面,会带来密封胶胶涂覆不均匀、重量不一致,以及胶凝固后美观性不佳的问题;若在螺栓外围设计一外罩结构,从而保证涂胶的量,但这种结构很难实现螺栓与外罩共轴线,由于难以定位,很难保证螺栓周围涂覆的密封胶厚度均匀一致。
3.传统手工涂胶一方面难以保证涂胶的用量、涂抹密封胶的厚度;涂抹密封胶后,在密封胶固化过程中,因液态状的密封胶极易发生流淌,导致螺母外围涂抹的密封胶厚度不均匀,上部分密封胶的厚度小于实际要求。固化后,外观不规则;密封胶内部容易出现滞留气泡;为了避免气泡的存在,通常还需要其他辅助手段,操作过程繁琐。
技术实现要素:
4.本发明的目的是通过研制一种用于螺接处密封胶涂覆的工装,应用该工装后,可实现胶涂覆均匀、减重及重量一致性好、外观美观,并保证了非常好的密封效果。
5.技术方案:本发明一方面提出了一种用于螺母外表面密封胶涂覆的工装,所述工装由密封盖和堵柱组成;所述密封盖内部为可容纳螺栓的空腔,其上端设置有一凸台,所述凸台中心开有通孔,该通孔直径与堵柱的外径匹配,用于注胶和定位;所述堵柱一端为台阶轴,台阶轴前端为堵头,所述堵头可穿过通孔用于压实密封胶,保证密封胶内的气体从通孔处排除;所述堵柱另一端为定位轴,所述定位轴穿过通孔,与内部螺母顶端标记配合实现密封盖与螺母的定位。
6.优选的,为了更好的实现密封盖与螺母的定位,所述通孔采用圆锥孔,对应的堵柱上的定位轴段采用圆锥轴形式。
7.优选的,所述堵头直径略小于圆锥孔中最小端孔径。
8.优选的,所述螺母顶端的标记是采用记号笔进行中心点的标记。
9.优选的,所述密封盖采用透明材质制成,其外围设有刻度,该刻度用于密封剂的定量。
10.优选的,所述密封盖内腔表面涂有疏水材料,该疏水材料可保证密封胶与工装之间不粘接,易于脱离。
11.优选的,在密封盖与堵柱之间设置有拉环,便于密封盖与螺母的脱离,同时还保证堵柱与密封盖为一体结构,防丢失。
12.本发明另一方面还提出了用于螺母外表面密封胶涂覆的涂覆方法,所述方法包括
以下步骤:
13.步骤一,在螺母顶端面上找中心点并用记号笔作好小圆点的标记。
14.步骤二,将对应的密封工装外罩罩住整个螺母紧固件外表面,再用密封工装上堵柱的另一端圆锥轴通过密封工装外罩顶端对应的小圆孔,并保持与螺母顶端面上的标记在同一轴心上。
15.步骤三,用密封胶胶枪对准密封工装顶部凸台中心通孔,注入密封胶,当密封胶填充至密封工装外表面相应刻度标记处时,停止注入并将胶枪移出,再用密封工装上的堵柱进行压实内部的密封胶,保证密封胶内的空气排出。
16.步骤四,待密封胶固化成型后,取出密封工装,为了更为方便的取出密封工装,在密封工装外罩内部涂有一层特殊的超疏水原材料,以保证密封胶、螺母紧固件与密封工装自然固化后,拉动设置在密封工装外围的拉环,以实现密封工装与密封胶脱离;达到轻松移除密封工装的目的。
17.本发明的技术优点是:密封盖子与螺栓相匹配,不同的螺栓适用不同规格的密封定制工装;其为塑料制品,且内表面疏水,外表面带有等距螺纹,便于密封胶的涂覆和胶固化后密封盖子的移除;可盛装固定的胶量,控制胶的用量,保证胶的重量一致性,与传统涂胶工艺相比,由于采用密封工装的密封盖进行限制,涂抹密封胶时,可极大限制密封胶的流淌性,避免常规手工刷涂密封胶时,因密封胶流淌,密封胶污染其他零件的问题;在一定程度上有效减少了密封胶的使用量,节约了成本,在满足要求的前提下,涂抹密封胶的螺母整体重量,本发明涂抹方法较传统方法减轻20%以上,得到的产品外观一致性更佳,密封效果更好。
18.在密封盖子覆盖至螺栓后,压实并贴合至螺栓与待连接件结合的表面,在密封胶溢出前,将堵柱盖至密封盖上部中间孔处,使密封胶充分填满密封盖子,避免胶涂覆不均匀、存在气孔等问题;堵柱与密封盖子用同种塑料连接在一起,不会轻易掉落,便于保管和使用。
附图说明
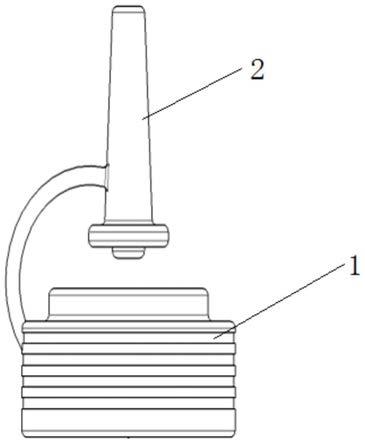
19.图1为本发明密封工装结构示意图;
20.图2为本发明密封工装剖视图;
21.图3为密封盖结构示意图;
22.图4为密封盖剖视图;
23.图5为堵柱结构示意图;
24.图6为堵柱剖视图;
25.其中,1-密封盖,2-堵柱,2a-堵头,2b-定位轴,3-拉环。
具体实施方式
26.例如:某型连接螺栓的刷涂密封胶;
27.该疏水密封定制工装示意图见图1,由密封盖1和堵柱2组成;所述密封盖1内部为可容纳螺栓的空腔,其上端设置有一凸台,所述凸台中心开有通孔,该通孔直径与堵柱2的外径匹配,用于注胶和定位;所述堵柱2一端为台阶轴,台阶轴前端为堵头2a,所述堵头2a可
穿过通孔用于压实密封胶,保证密封胶内的气体从通孔处排除;所述堵柱另一端为定位轴2b,所述定位轴穿过通孔,与内部螺母顶端标记配合实现密封盖与螺母的定位。
28.具体设计时,其中,堵柱2为排胶、排气的塑料棒,密封盖1为装密封剂用塑料盖子,其均具有良好疏水性能,该疏水材料可保证密封胶与工装之间不粘接,易于脱离,为了防止丢失,堵柱2外围还适配有拉环3。
29.作为可实施的案例中,为了更好的实现密封盖1与螺母的定位,所述通孔采用圆锥孔,对应的堵柱2上的定位轴2b段采用圆锥轴形式;所述堵头直径略小于圆锥孔中最小端孔径;所述螺母顶端的标记是采用记号笔进行中心点的标记;堵柱2为透明材料制成的塑料棒,端部设计对中十字,结合目视即可完成对中定位的判断。
30.采用本发明设计的工装实施密封胶涂覆的过程如下:
31.1.采用该疏水密封定制工装对单个普通螺栓进行密封胶涂覆;
32.2.将适量的密封胶预先注入密封盖1中;
33.3.将含适量密封胶的密封盖1覆盖至普通螺栓处,压实并贴合至螺栓与待连接件结合的表面。
34.4.在密封胶溢出前,将堵柱2塑料棒用适当的力盖至密封盖1上部中间孔处,使密封胶充分填满密封盖1,保证涂覆胶重的一致性、美观,以及避免气孔的产生,提升密封效果。
35.5.密封剂固化后,拆卸密封盖1疏水塑料盖。
36.6.将涂覆密封胶固化后的工件进行称重、外观观察、密封性检测。结果显示,使用该密封定制工装,较涂覆密封胶前,工件增重3.5g,即密封胶使用量为3.5g,采用传统手工涂抹密封剂其使用量为5.0g,大幅减重;使用该密封定制工装,固化后密封胶外观与密封盖1内部形状一致,美观;采用密封定制工装,密封胶内部无气孔,提升了密封质量一致性。
37.采用本发明提出的密封工装及涂胶方法,密封盖子与螺栓相匹配,不同的螺栓适用不同规格的密封定制工装;其为塑料制品,且内表面疏水,外表面带有等距螺纹,便于密封胶的涂覆和胶固化后密封盖子的移除;可盛装固定的胶量,控制胶的用量,保证胶的重量一致性,与传统涂胶工艺相比;针对同一螺栓连接件的密封而言,本发明由于采用密封工装的密封盖进行限制,涂抹密封胶时,可极大限制密封胶的流淌性,避免常规手工刷涂密封胶时,因密封胶流淌,密封胶污染其他零件的问题;在一定程度上有效减少了密封胶的使用量,节约了成本,在满足要求的前提下,涂抹密封胶的螺母整体重量,本发明涂抹方法较传统方法减轻20%以上,得到的产品外观一致性更佳,密封效果更好,产品和合格率得到了显著提升。
38.需要说明的是,上述实施方式中未详尽之处均视为现有技术,其实现方式为本领域或近似领域内的常规技术,为了达到发明最基本的功能及要求,可以通过简单的组合叠加以匹配。实施方式并不限定本发明的保护范围,原则上,基于本发明设计思想的其他变化设计、组合均落入本发明保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。