1.本技术涉及纺织复合材料技术领域,特别涉及一种具有点阵结构的复合材料的制备方法。
背景技术:
2.具有点阵结构的复合材料在近年来被快速推广,在国际范围内被认为是最具有发展前景的新一代先进轻质超强韧结构。由于点阵结构的复合材料具有中空特点,故其具有轻质量高强度、高抗冲击性以及适应多功能应用的性能。
3.相关技术中,通常应用树脂转移模塑成型(resin transfer molding,rtm)技术,对应材料结构预先构建模腔,并在模腔中铺放增强材料预成型体,在模腔构建结束后,采用注射设备将树脂注入闭合的模腔当中,在保证树脂流动顺畅的同时使其浸润预成型体,以进行材料的制备。
4.然而,应用rtm技术进行具有点阵结构的复合材料的制作的过程极为复杂,且成本极高,致使具有点阵结构的复合材料难以量产。
技术实现要素:
5.本技术关于一种具有点阵结构的复合材料的制备方法,能够实现具有点阵结构的复合材料的量产,该技术方案如下:
6.一方面,提供了一种具有点阵结构的复合材料的制备方法,该方法包括:
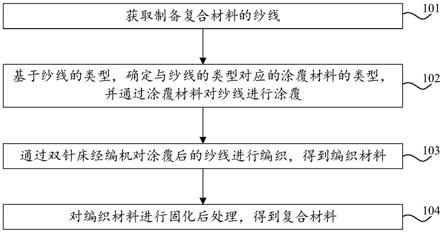
7.获取制备复合材料的纱线;
8.基于纱线的类型,确定与纱线的类型对应的涂覆材料的类型,并通过涂覆材料对纱线进行涂覆;
9.通过双针床经编机对涂覆后的纱线进行编织,得到编织材料,编织材料包括第一平面、第二平面以及点阵结构层,点阵结构层位于第一平面与第二平面之间,且第一平面以及第二平面通过点阵结构层连接;
10.对编织材料进行固化后处理,得到复合材料。
11.在一个可选的实施例中,双针床经编机包括前针床以及后针床,以及至少三把梳栉;
12.通过双针床经编机对涂覆后的纱线进行编织,得到编织材料,包括:
13.确定与复合材料对应的工艺参数,工艺参数用于指示复合材料的尺寸规格、第一表面的结构形式、第二表面的结构形式、点阵结构层的点阵形式、点阵结构的点阵密度、点阵结构的点阵间距中的至少一项;
14.基于工艺参数确定控制参数,控制参数为对双针床经编机进行控制的参数,控制参数用于指示前针床以及后针床的间距、双针床经编机的梳栉工作分配情况、梳栉的垫纱数码中的至少一项。
15.将工艺参数输入双针床经编机中,确定双针床经编机的工作模式;
16.通过双针床经编机,以预设的工作模式对涂覆后的纱线进行编织,得到编织材料。
17.在一个可选的实施例中,双针床经编机的梳栉数量为5个。
18.在一个可选的实施例中,纱线的材料为超高分子量聚乙烯、芳纶、预氧化丝、以及玻璃纤维中的至少一种。
19.在一个可选的实施例中,基于纱线的类型,确定与纱线对应的涂覆材料的类型,包括:
20.当纱线的材料为超高分子量聚乙烯时,确定涂覆材料的类型为不饱和聚酯树脂;
21.当纱线的材料为预氧化丝时,确定涂覆材料的类型为陶瓷基涂料;
22.当纱线的材料为芳纶或玻璃纤维时,确定涂覆材料的类型为环氧树脂。
23.在一个可选的实施例中,通过涂覆材料对纱线进行涂覆之后,还包括:
24.通过聚乳酸塑料膜对涂覆材料进行包裹。
25.在一个可选的实施例中,对编织材料进行固化后处理,得到复合材料,包括:
26.通过烘箱对编织材料进行加热处理,得到复合材料。
27.在一个可选的实施例中,对编织材料进行固化后处理,得到复合材料,包括:
28.通过紫外线光对编织材料进行照射,得到复合材料;
29.或,
30.通过烘箱对编织材料进行加热,得到加热编织材料,并通过过氧化苯甲酰作为引发剂,对编织材料进行固化处理,得到复合材料。
31.在一个可选的实施例中,对编织材料进行固化后处理,得到复合材料,还包括:
32.通过碳化炉对编织材料进行高温碳化处理,得到复合材料。
33.另一方面,提供了一种具有点阵结构的复合材料,该具有点阵结构的复合材料有上述任一的制备方法制备得到;
34.复合材料包括第一平面、第二平面以及点阵结构层;
35.点阵结构层位于第一平面与第二平面之间,且第一平面以及第二平面通过点阵结构层连接。
36.本技术提供的技术方案带来的有益效果至少包括:
37.在进行具有点阵结构的复合材料的制备过程中,进行纱线原料的获取,并对于原料进行涂覆预处理之后,通过双针床经编机对于涂覆后的纱线进行编织,形成具有点阵结构成的编织材料,并经过后处理得到复合材料。通过具备电子编织能力的双针床编织机进行复合材料的制备,易于成本控制以及规模化生产,能够实现具有点阵结构的复合材料的量产。
附图说明
38.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
39.图1示出了本技术一个示例性实施例提供的一种具有点阵结构的复合材料的制备方法;
40.图2示出了本技术一个示例性实施例提供的一种编织材料的结构示意图;
41.图3示出了本技术一个示例性实施例提供的一种具有点阵结构的复合材料的制备方法的流程图;
42.图4示出了本技术一个示例性实施例提供的一种涂覆后的纱线的结构示意图;
43.图5示出了本技术一个示例性实施例提供的一种编织材料的结构侧视图;
44.图6示出了本技术一个示例性实施例提供的另一种编织材料的结构侧视图。
具体实施方式
45.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施方式作进一步地详细描述。
46.首先,对本技术实施例中涉及的名词进行简单的介绍:
47.复合材料,是由两种或两种以上不同性质的材料,通过物理或化学的方法,在宏观和微观上组成具有新性能的材料。在复合材料中,各种材料在性能上产生协同效应,使得其综合性能优于原组成材料而可以满足不同应用场景的要求。
48.在本技术实施例中,复合材料具备点阵结构。具有点阵结构的复合材料的内部开设有孔洞阵列,通过孔洞阵列的设置,复合材料的内部将会具有中空结构。在具有该中空结构的前提下,复合材料具有轻质量、高抗冲击性以及石英多功能应用的特点。本技术中,即提供了对于具有点阵结构的符合进行制备的方法。
49.图1示出了本技术一个示例性实施例提供的一种具有点阵结构的复合材料的制备方法,该方法包括:
50.步骤101,获取制备复合材料的纱线。
51.在本技术实施例中,纱线即为对于复合材料进行制备的原料之一。需要说明的是,在本技术中,该原料需要实现为具有一定细度,且可形变的形式,以适配后续的编织过程。
52.步骤102,基于纱线的类型,确定与纱线的类型对应的涂覆材料的类型,并通过涂覆材料对纱线进行涂覆。
53.该过程为对于纱线,也即制备复合材料的原料的涂覆预处理过程。涂覆材料与原始的纱线组合之后,经过后续处理,可以结合而成复合材料,使最终的材料体现出适配应用场景的物理性质。
54.步骤103,通过双针床经编机对涂覆后的纱线进行编织,得到编织材料。
55.在本技术实施例中,编织材料具备与复合材料相对应的结构形态,也即,编织材料中包括点阵结构。该点阵结构的实际体现形式为,编织材料中包括通孔阵列,通孔阵列中包括至少两个从一表面贯穿至另一表面的通孔。也即,编织材料中包括以下部分:作为材料表面的第一平面与第二平面,以及位于第一平面以及第二平面之间,且具备点阵结构的点阵结构层。
56.可选地,请参考图2,在本技术实施例中,编织材料200包括第一平面 201、第二平面202以及点阵结构层203,点阵结构层203位于第一平面201以及第二平面202之间,且第一平面201以及第二平面202通过点阵结构层203 连接。需要说明的是,图2中的点阵结构层中所示出的内容仅为点阵结构的一种示意形式,与实际应用场景下的点阵结构的形态存在差异。且图2中的线段阵列对应实际点阵结构层中的通孔阵列。在本技术其他的涉及结构的附
图中,也同样以描绘通孔阵列的具体形态的方式对于点阵结构层的具体形态进行表现。
57.步骤104,对编织材料进行固化后处理,得到复合材料。
58.在本技术实施例中,在得到编织材料后,对于编织材料进行后置的固化处理,即得到复合材料。在本技术中,固化后处理也即是对于成型原料的后置加工处理过程,在该过程之后,即得到了原料成品。
59.需要说明的是,在本技术实施例中,在编织材料进行固化得到的复合材料,其物理结构与编织材料的物理结构相同,仅在尺寸大小、物理性质上与编织材料存在差异。也即,在通过双针床经编机对于纱线进行编织之后,编织材料的结构即被确定,固化后处理过程仅会对于材料的结构进行加强,并对尺寸产生影响,但编织材料的结构不会发生改变。也即,符合材料中也包括第一平面、第二平面和点阵结构层,点阵结构层位于第一平面与第二平面之间,且第一平面以及第二平面通过点阵结构层连接。
60.综上所述,本技术实施例提供的方法,在进行具有点阵结构的复合材料的制备过程中,进行纱线原料的获取,并对于原料进行涂覆预处理之后,通过双针床经编机对于涂覆后的纱线进行编织,形成具有点阵结构成的编织材料,并经过后处理得到复合材料。通过具备电子编织能力的双针床编织机进行复合材料的制备,易于成本控制以及规模化生产,能够实现具有点阵结构的复合材料的量产。
61.图3示出了本技术一个示例性实施例提供的一种具有点阵结构的复合材料的制备方法的流程图,该方法包括:
62.步骤301,获取制备复合材料的纱线。
63.该过程与步骤101所示的过程相同。
64.在本技术实施例中,纱线的材料可以实现为超高分子量聚乙烯、芳纶、预氧化丝以及玻璃纤维中的至少一种。
65.需要说明的是,本技术实施例中的“超高分子量聚乙烯”,是指分子量在 150万以上的无支链的线性聚乙烯。
66.可选地,在本技术实施例中,纱线的细度在200丹尼尔以上。
67.步骤302,基于纱线的类型,确定与纱线的类型对应的涂覆材料的类型,并通过涂覆材料对纱线进行涂覆。
68.在本技术实施例中,对应不同类型的纱线,需要对应选择不同类型的涂覆材料。
69.(1)当纱线的材料为超高分子量聚乙烯时,确定涂覆材料的类型为不饱和聚酯树脂。由于超高分子量聚乙烯的耐热性能较差,受热易分解,而不饱和聚酯树脂可以经过紫外线引发固化反应,在此情况下,超高分子量聚乙烯和不饱和聚酯树脂组合,可以保证最终形成的点阵材料在未经过加热固化的情况下,硬度满足制造要求。
70.(2)当纱线的材料为预氧化丝时,确定涂覆材料的类型为陶瓷基涂料。由于陶瓷基涂料需要高温烧结,预氧化丝在经过高温处理后会碳化成可耐高温的碳纤维。
71.(3)当纱线的材料为芳纶或玻璃纤维时,确定涂覆材料的类型为环氧树脂。环氧树脂在加热后即可固化,满足材料的强度条件。
72.以上所示的三个示例仅为纱线与涂覆材料的所有对应关系中的三种,在本技术的其他实施例中,可以基于对于编织材料的后处理工序,确定纱线的具体类型,进而确定涂覆材料的具体类型。本技术对于涂覆材料以及纱线的具体选型方式不作限定。
73.步骤303,通过聚乳酸塑料膜对涂覆材料进行包裹。
74.在本技术实施例中,在确定了涂覆材料之后,通过聚酸乳塑料膜对于涂覆材料进行包裹。请参考图4,在进行涂覆以及包裹过后,涂覆材料401位于膜材料402以及纱线403之间。
75.步骤304,确定与复合材料对应的工艺参数。
76.在本技术实施例中,工艺参数用于指示复合材料的尺寸规格、第一表面的结构形式、第二表面的结构形式、点阵结构层的点阵形式、点阵结构的点阵密度、点阵结构的点阵间距中的至少一项。也即,工艺参数用于指示与编织材料相关的参数。经过工艺参数的确定,也即可以确定点阵结构的尺寸,以及点阵结构的具体形式。可选地,点阵结构的具体形式包括i型点阵结构、x型点阵结构以及w型点阵结构中的至少一种。
77.步骤305,基于工艺参数确定控制参数。
78.在本技术实施例中,纱线进行编织的编织设备为双针床经编机。双针床经编机中包括前针床和后针床,以及至少三把梳栉。在一个示例中,梳栉的数量为5个。
79.双针床经编机的工作原理为,至少三把梳栉带着纱线轮流在前后针床围绕针做运动,以编织成线圈,且在后一行的线圈编织时,前一行的线圈会从针床上的针上自行脱落。
80.在一个示例中,工艺参数可以通过垫纱数码来体现。垫纱数码用于指示每把梳栉在编织过程中的运动规律;在另一个示例中,工艺参数可以通过穿经方式进行体现,穿经方式包括满穿和空穿;在另一个示例中,工艺参数可以通过送经量进行体现,送经量指示每编织480个横列所需要送出的纱线长度。本技术对于工艺参数的具体表现形式不做限定。且最终,工艺参数以外部信号的形式被双针床经编机所接受。
81.步骤306,将工艺参数输入双针床经编机中,确定双针床经编机的工作模式。
82.该过程即为双针床经编机接收对应的工作参数,并确定工作模式的过程。
83.可选地,在将工艺参数输入双针床经编机中后,双针床经编机即会将对应的工作参数生成数据组,并作为工作模式进行预存。
84.步骤307,通过双针床经编机,以预设的工作模式对涂覆后的纱线进行编织,得到编织材料。
85.在本技术实施例中,双针床经编机机号与选用的原料的规格相适应,一般为e22及其以下的粗经号经编机。
86.如步骤103中所示,编织材料即包括第一平面,第二平面以及点阵结构层。图5以及图6分别示出了本技术一个示例性实施例提供的一种编织材料的结构侧视图。请参考图5,在相互平行的第一平面501以及第二平面502之间即为点阵结构层503。而在图6中,在相互平行的第一平面601以及第二平面 602之间的即为点阵结构层603。
87.步骤308,通过紫外线光对编织材料进行照射,得到复合材料。
88.步骤309,通过烘箱对编织材料进行加热,得到加热编织材料,并通过过氧化苯甲酰作为引发剂,对编织材料进行固化处理,得到复合材料。
89.步骤310,通过碳化炉对编织材料进行高温碳化处理,得到复合材料。
90.步骤308至步骤310提供了三种在双针床经编机输出编织材料后,将编织材料进行固化得到复合材料的过程。步骤308所示的过程为光固化过程,步骤 309所示的过程为先加热后通过引发剂进行固化的过程,步骤310所示的过程为高温碳化处理以使编织材料进行
固化的过程。需要说明的是,高温碳化处理的固化处理方式可以有效缩小复合材料的结构尺寸,以制备更加小巧、精密的复合材料。
91.综上所述,本技术实施例提供的方法,在进行具有点阵结构的复合材料的制备过程中,进行纱线原料的获取,并对于原料进行涂覆预处理之后,通过双针床经编机对于涂覆后的纱线进行编织,形成具有点阵结构成的编织材料,并经过后处理得到复合材料。通过具备电子编织能力的双针床编织机进行复合材料的制备,易于成本控制以及规模化生产,能够实现具有点阵结构的复合材料的量产。
92.本技术实施例提供的方法,在进行编织材料的制备的过程中,对应纱线的具体类型,选取合适的涂覆材料并予以包裹,使得复合材料可以体现出更为适配应用场景的特征。
93.本技术实施例提供的方法,在使用双针床经编机对于涂覆后的纱线进行编织之前,基于复合材料的工艺参数确定对于经编机的控制参数进行确定,以复合材料的实际结构为导向,对于双针床经编机的控制方式进行确定,进一步降低了复合材料的制备难度。
94.本技术还提供了由如上任一实施例中的具有点阵结构的复合材料。该复合材料包括第一平面、第二平面以及点阵结构层,点阵结构层位于第一平面与第二平面之间,且第一平面以及第二平面通过点阵结构层连接。该具有点阵的符合材料具有中控特点,其具有轻质量高强度、高抗冲击性以及适应多功能应用的性能。
95.在本技术的一个实施例中,制备复合材料的纱线为芳纶纱线。在制备过程中,通过环氧树脂对于芳纶纱线进行涂覆,并包裹聚乳酸塑料膜防止环氧树脂在制造过程中从纱线上脱落。该纱线的细度在200丹尼尔以上。随后,使用具有电子送经结构的双针床经编机进行编织材料的制备。工艺参数指示点阵支承部分为直立结构,且在织造过程中,经编机前后针床的隔距在3mm以上。对应需求的工艺参数,确定控制参数。控制参数指示使用至少5把梳栉进行垫纱,第一表面对应至少两把梳栉,第二表面对应至少一把梳栉,点阵结构对应至少一把梳栉。在本技术实施例中,选用5把梳栉(gb1、gb2、gb3、 gb4、gb5),在织造过程中,5把梳栉的穿纱配置均为满穿,具体的垫纱数码以及穿经方式如下:
96.gb1:3-4-1-1/1-0-2-2//,满穿。
97.gb2:0-1-1-1/1-0-0-0//,满穿。
98.gb3:1-0-0-1/1-0-0-1//,1穿2空。
99.gb4:1-1-1-0/0-0-0-1//,满穿。
100.gb5:1-1-1-0/2-2-3-4//,满穿。
101.需要说明的是,满穿即指示导纱针上均有纱线穿过。空穿即指示1梳栉上的导纱针未被穿满纱线时,没有纱线穿过的导纱针的状态。示意性地,当穿经方式为1穿2空时,其排布规律即为1根针上有纱线穿过,与其相邻的2根针没有纱线穿过,整把梳栉都是按照这种规律穿纱的时候,则说其穿经方式为1 穿2空。在垫纱数码中,“/”代表一个花高结束,“//”代表所有的花高结束,也即,一次垫纱运动完成。在本示例的指示的一个花高的垫纱运动过程中,前两个数字指示纱线在前针床的运动位置,后两个数字指示纱线在后针床的运动位置。
102.在编织完成后,将编织完成的试样放进烘箱中,加热至135℃并烘干六小时,得到复合材料。在该过程中,聚乳酸塑料会在环境温度为60℃左右时热分解。
103.在本技术的另一个实施例中,制备复合材料的纱线为芳纶纱线。在制备过程中,通
过环氧树脂对于芳纶纱线进行涂覆,并包裹聚乳酸塑料膜防止环氧树脂在制造过程中从纱线上脱落。该纱线的细度在200丹尼尔以上。随后,使用具有电子送经结构的双针床经编机进行编织材料的制备。工艺参数指示点阵支承部分为直立结构,且在织造过程中,经编机前后针床的隔距在3mm以上。对应需求的工艺参数,确定控制参数。控制参数指示使用至少5把梳栉进行垫纱,第一表面对应至少两把梳栉,第二表面对应至少一把梳栉,点阵结构对应至少一把梳栉。在本技术实施例中,选用5把梳栉(gb1、gb2、gb3、 gb4、gb5),,在织造过程中,5把梳栉的穿纱配置均为满穿,具体的垫纱数码以及穿经方式如下:
104.gb1:3-4-1-1/1-0-2-2//,满穿。
105.gb2:0-1-1-1/1-0-0-0//,满穿。
106.gb3:1-0-0-1/1-0-0-1//,满穿。
107.gb4:1-1-1-0/0-0-0-1//,满穿。
108.gb5:1-1-1-0/2-2-3-4//,满穿。
109.在编织完成后,将编织完成的试样放进烘箱中,加热至135℃并烘干六小时,得到复合材料。在该过程中,聚乳酸塑料会在环境温度为60℃左右时热分解。
110.相比与前一实施例,由于进行点阵结构层编织的梳栉gb3的穿经方式改为满穿,提升了复合材料的点阵密度,减小了点阵距离。由于点阵支撑部分的密度增加,复合材料的整体抗压性能有所提升,整体刚度也有所提升。
111.在本技术的另一个实施例中,制备复合材料的纱线为超高分子量聚乙烯纱线。在制备过程中,通过不饱和聚酯树脂对于超高分子量聚乙烯纱线进行涂覆,并包裹聚乳酸塑料膜防止不饱和聚酯树脂在制造过程中从纱线上脱落。该纱线的细度在200丹尼尔以上。随后,使用具有电子送经结构的双针床经编机进行编织材料的制备。工艺参数指示点阵支承部分为直立结构,且在织造过程中,经编机前后针床的隔距在3mm以上。对应需求的工艺参数,确定控制参数。控制参数指示使用至少5把梳栉进行垫纱,第一表面对应至少两把梳栉,第二表面对应至少一把梳栉,点阵结构对应至少一把梳栉。在本技术实施例中,选用5把梳栉(gb1、gb2、gb3、gb4、gb5),,在织造过程中,5把梳栉的穿纱配置均为满穿,具体的垫纱数码以及穿经方式如下:
112.gb1:1-0-0-0/1-2-2-2//,满穿。
113.gb2:2-3-3-3/1-0-0-0//,满穿。
114.gb3:1-0-1-2/2-3-2-1//,满穿。
115.gb4:1-2-2-3/2-1-1-0//,满穿。
116.gb5:0-0-1-3/3-3-2-0//,满穿。
117.在编织完成后,使用紫外光对编织完成的编织材料进行照射,使其固化,或将编织材料放进烘箱中加热至80℃,以使聚乳酸膜分解,随后使用过氧化苯甲酰作为引发剂使其固化。
118.前述两个实施例的点阵结构形式如图5所示。与前述两个实施例相比,本技术实施例改变了垫纱数码,使点阵结构形式如图6所示。
119.在本技术的另一个实施例中,制备复合材料的纱线为预氧化丝。在制备过程中,通过陶瓷基涂料对于预氧化丝进行涂覆,并包裹聚乳酸塑料膜防止陶瓷基涂料在制造过程中从纱线上脱落。该纱线的细度在200丹尼尔以上。随后,使用具有电子送经结构的双针床经
编机进行编织材料的制备。工艺参数指示点阵支承部分为直立结构,且在织造过程中,经编机前后针床的隔距在3mm以上。对应需求的工艺参数,确定控制参数。控制参数指示使用至少5把梳栉进行垫纱,第一表面对应至少两把梳栉,第二表面对应至少一把梳栉,点阵结构对应至少一把梳栉。在本技术实施例中,选用5把梳栉(gb1、gb2、gb3、 gb4、gb5),,在织造过程中,5把梳栉的穿纱配置均为满穿,具体的垫纱数码以及穿经方式如下:
120.gb1:1-0-0-0/1-2-2-2//,满穿。
121.gb2:2-3-3-3/1-0-0-0//,满穿。
122.gb3:1-0-1-2/2-3-2-1//,满穿。
123.gb4:1-2-2-3/2-1-1-0//,满穿。
124.gb5:0-0-1-3/3-3-2-0//,满穿。
125.在编织完成后,将编织完成的编织材料放进碳化炉中,加热至1200℃以上进行高温碳化固化。
126.与前述三个实施例相比,该高温固化碳化过程可以使复合材料的尺寸为编织材料的50%。
127.上述仅为本技术的可选实施例,并不用以限制本技术,凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
