1.本发明涉及五轴点胶加工技术领域,具体地说,是一种计算五轴点胶机加工轨迹速度的方法,能够在保证计算和存储轻量的前提下进行高效的五轴点胶机加工轨迹的速度规划,使得加工过程稳定且高效。
背景技术:
2.计算五轴点胶机的速度前瞻方法是五轴点胶机设备的重要组成。国内外研究学者已提出了多种加减速规划控制方法,主要有以下几种:梯形加减速控制方法、“s”型加减速控制方法、指数型加减速控制方法、三角函数加减速控制方法和三次多项式加减速控制方法等。总的来说,这些控制方法大多是对机床的平动轴速度进行最大值限制,而忽略了旋转轴的速度极限,导致数控机床在加工过程中的旋转轴速度超过极限值,对机床产生冲击并缩短了机床的寿命,同时还会产生较大的表面误差。当前与本发明创造最相似的现有技术方案,是基于对旋转轴角速度/角加速度的约束控制,在计算出平动轴实际最大可达速度/加速度后再进行平动轴的速度规划,依据平动轴加减速控制规律分别计算加速、匀速和减速阶段的插补周期数量,并将残余距离均匀分配到各减速周期以使最后一个周期结束时刚好到达插补路径段终点。点胶加工过程中的出胶量都是通过加工速度来控制的,与本发明相近的现有五轴速度控制方案是将平动轴和转动轴分开约束,因此实际的加工速度无法准确控制,不利于点胶加工的胶量控制。
3.因此,这些控制方法无论是在加工效率方面还是在加工精度方面都还存在一些弊端,即使部分方法可以有效的进行五轴点胶机加工的速度规划,但是其计算方法的实现过于复杂,计算量庞大,不符合数控系统对少存储和轻量计算的需求。
4.因此,亟需一种方法,能够在保证计算和存储轻量的前提下进行高效的五轴点胶机加工轨迹的速度规划,使得加工过程稳定且高效。
技术实现要素:
5.本发明的目的在于提供一种计算五轴点胶机加工轨迹速度的方法,能够在保证计算和存储轻量的前提下进行高效的五轴点胶机加工轨迹的速度规划,使得加工过程稳定且高效。
6.本发明通过下述技术方案实现:一种计算五轴点胶机加工轨迹速度的方法,包括以下步骤:
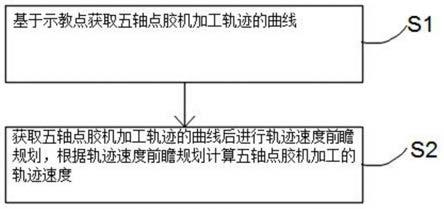
7.步骤s1.基于示教点获取五轴点胶机加工轨迹的曲线;
8.步骤s2.获取五轴点胶机加工轨迹的曲线后进行轨迹速度前瞻规划,根据轨迹速度前瞻规划计算五轴点胶机加工的轨迹速度。
9.首先,本技术方案主要涉及五轴点胶加工领域,也可推广应用于与五轴联动加工相关领域,包括国家的航空,航天,军事,科研,精密器械,高精度医疗设备等领域。其次,本技术方案的原理是基于五轴联动加工为相对运动的现象,提出了虚拟轴的概念,通过虚拟
轴驱动物理轴的运动实现对加工过程的速度规划,在保证质量和稳定性的前提下实现快速点胶,提高点胶加工过程的效率。最后点胶加工属于非接触式加工,本技术方案计算简便,实现成本更低,用于对经济性要求更高的点胶行业,且技术方案不需考虑刀具(针阀)与工件之间的接触产生的应力,因此数学模型更为简洁。
10.为了更好地实现本发明,进一步地,步骤s1包括:
11.步骤s1.1.将待加工工件装夹在五轴点胶机上,在工件的加工轨迹上选取若干采样点作为示教点,通过点胶机的上位机控制软件驱动针阀对准工件上的采样点,获得示教点的机械坐标;
12.步骤s1.2.将示教点的机械坐标转换为世界坐标系,并计算出加工点位和针阀矢量;
13.步骤s1.3.将示教点按相应的示教元素进行计算,获取世界坐标系下的轨迹方程;
14.步骤s1.4.根据轨迹方程进行插值运算,获取世界坐标系下的插补点坐标、针阀矢量和相邻插补点间的位移长度;
15.步骤s1.5.实际加工时根据测量到的装夹误差对插补点进行纠偏;
16.步骤s1.6.进行运动学逆变换,获取五轴点胶机加工轨迹插补点对应的机械坐标。
17.为了更好地实现本发明,进一步地,步骤s1.3中的示教元素包括直线、圆弧和样条曲线。为了更好地实现本发明,进一步地,步骤s2中进行轨迹速度前瞻规划包括:
18.标定五轴点胶机的机械结构参数,所述五轴点胶机的机械结构包括平动轴x轴、平动轴y轴、平动轴z轴、转动轴a轴和转动轴c轴,各个轴对应的最大加工速度分别为vmax_x、vmax_y、vmax_z、vmax_a和vmax_c,各个轴对应的最大加速度分别为amax_x、amax_y、amax_z、amax_a和amax_c,各个轴对应的最大瞬时速度跳变差分别为δvx、δvy、δvz、δva和δvc;
19.将加工刀具针阀相对加工工件运动的过程称为虚拟轴运动,即将五个物理轴耦合成一个虚拟的单一的轴;
20.将离散出来的两两插补点之间作为一个微段,设共有n个微段,n 1个加工点,虚拟轴在加工轨迹对应的微段区间上的实际位移为物理轴在微段上的实际位移为xi、yi、zi、ai和ci,某一加工点节点的上限速度为某一微段的起点速度为v
si
,结束速度为v
ei
,虚拟轴的最大速度为最大加速度为amax。
21.为了更好地实现本发明,进一步地,步骤s2中根据轨迹速度前瞻规划计算五轴点胶机加工的轨迹速度的方法包括:
22.步骤s2.1.根据五个轴的最大加工速度、最大加速度、最大瞬时速度跳变差和n 1个微段的加工点坐标计算起点速度v
si
、结束速度v
ei
和各加工点的上限速度
23.步骤s2.2.根据第i个微段的起点速度v
si
进行规划;
24.步骤s2.3.判断上限速度是否可以达到当前微段的位移li,如果是,进入步骤s2.4,如果否,根据终点速度v
ei
计算起点速度v
si
,并更新上一个微段的结束速度上线令并回退至步骤s2.2,令微段i=i-1;
25.步骤s2.4.判断此微段是否为最后一个微段,如果是,输出前瞻计算结果,前瞻计算完毕,如果否,进入步骤s2.5;
26.步骤s2.5.进行下一段规划,令起点速度v
si
=结束速度v
ei
,令微段i=i 1,并返回步骤s2.2。
27.为了更好地实现本发明,进一步地,根据物理轴速度上限获取第i个微段虚拟轴速度上限根据相邻微段加工点的虚拟轴速度相同和物理轴的速度跳变上限求得各个加工点的虚拟轴速度上限
28.根据五轴加速度上限获取当前微段虚拟轴加速度上限
29.根据起始点速度获取最小起点速度v
s0
,即加工起始点速度;
30.根据结束点速度获取加工结束点速度v
en
,即第n 1个加工点的速度上限。
31.为了更好地实现本发明,进一步地,步骤s2中五轴点胶机加工轨迹的插补微段的曲线类型包括一段曲线、二段曲线和三段曲线,其中:
32.一段曲线包括三种情况;
33.二段曲线包括三种情况;
34.三段曲线包括一种情况;
35.根据一段曲线、二段曲线和三段曲线的不同情况结合轨迹速度前瞻规划完成整段加工轨迹的速度曲线的速度规划。
36.为了更好地实现本发明,进一步地,规划五轴点胶机加工轨迹的曲线的方法包括:
37.从第一个微段开始,依次往下一个节点进行速度规划,若无法满足某一轨迹节点的速度限制,则回退一个轨迹节点,再进行速度规划,直至规划结束;
38.对当前微段进行规划,得到当前微段信息和下一微段起始节点信息,确定当前微段为一段曲线、二段曲线和三段曲线中的何种情况,并完成节点速度计算。
39.本发明与现有技术相比,具有以下优点及有益效果:
40.(1)本发明提出了虚拟轴的概念,通过虚拟轴驱动物理轴的运动实现对加工过程的速度规划,在保证质量和稳定性的前提下实现快速点胶,提高点胶加工过程的效率;
41.(2)本发明在保证计算和存储轻量的前提下进行高效的五轴加工轨迹的速度规划,使得加工过程稳定且高效。
附图说明
42.本发明结合下面附图和实施例做进一步说明,本发明所有构思创新应视为所公开内容和本发明保护范围。
43.图1为本发明所提供的一种计算五轴点胶机加工轨迹速度的方法的流程示意图。
44.图2为本发明所提供的一种计算五轴点胶机加工轨迹速度的方法的速度前瞻的总体流程示意图。
45.图3为本发明所提供的一种计算五轴点胶机加工轨迹速度的方法的一段曲线的三种情况曲线示意图。
46.图4为本发明所提供的一种计算五轴点胶机加工轨迹速度的方法的两段曲线的三种情况曲线示意图。
47.图5为本发明所提供的一种计算五轴点胶机加工轨迹速度的方法的三段曲线的一种情况曲线示意图。
48.图6为本发明所提供的一种计算五轴点胶机加工轨迹速度的方法的各个符号参数来源总结图。
具体实施方式
49.为了更清楚地说明本发明实施例的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,应当理解,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例,因此不应被看作是对保护范围的限定。基于本发明中的实施例,本领域普通技术工作人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;也可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
51.实施例1:
52.本实施例的一种计算五轴点胶机加工轨迹速度的方法,如图1-图6所示,本发明创造主要分为两个部分,第一个是基于示教点得到加工轨迹,第二个是得到轨迹后进行速度前瞻规划。且图6为本发明中有关参数的获取来源。
53.实施例2:
54.本实施例在实施例1的基础上做进一步优化,在本实施例中,对基于示教点得到加工轨迹的流程如下:示教点即为通过加工刀具(针阀)对准加工轨迹上的若干加工点,从而获取各个加工点对应的机床坐标,将这些机床坐标转换为世界坐标,从而计算出加工轨迹曲线,再离散出更多的加工点,用于后续速度规划。将待加工工件装夹在五轴点胶机上,在工件的加工轨迹上选取一系列采样点作为示教点,通过点胶机的上位机控制软件驱动针阀对准工件上的采样点,获得示教点的机械坐标;将示教点的机械坐标变换到世界坐标系下,计算出加工点位与针阀矢量;示教点按相应的示教元素(直线、圆弧、样条曲线等)计算出世界坐标系下的轨迹方程;按照轨迹方程进行插值获取一系列世界坐标系下的插补点坐标以及针阀矢量以及相邻插补点间的位移长度;实际加工时根据测量到的装夹误差对插补点进行纠偏;运动学逆变换得到加工轨迹插补点对应的机械坐标,获取五轴点胶机加工轨迹插补点对应的机械坐标的这个过程叫运动学逆变换。
55.本实施例的其他部分与实施例1相同,故不再赘述。
56.实施例3:
57.本实施例在实施例1的基础上做进一步优化,示教元素包括直线、圆弧和样条曲线。
58.本实施例的其他部分与实施例1相同,故不再赘述。
59.实施例4:
60.本实施例在实施例1的基础上做进一步优化,将xyz三个平动轴和ac两个转动轴称
作物理轴,各个轴都有其最大加工速度vmax_x、vmax_y、vmax_z、vmax_a和vmax_c和最大加速度amax_x、amax_y、amax_z、amax_a和amax_c,以及最大瞬时速度跳变差δvx、δvy、δvz、δva和δvc。将加工刀具(针阀)相对加工工件运动的过程称为虚拟轴运动,即将五个物理轴耦合成一个虚拟的单一的轴,便于后续速度规划的求解。
61.离散出来的两两插补点之间称为一个微段(设共有n个微段,n 1个加工点),虚拟轴在加工轨迹对应的微段区间上的实际位移为物理轴在微段上的实际位移为xi、yi、zi、ai和ci;某一加工点节点的上限速度为某一微段的起点速度为v
si
,终点速度为虚拟轴的最大速度为最大加速度为amax。
62.本实施例的其他部分与实施例1相同,故不再赘述。
63.实施例5:
64.本实施例在实施例1的基础上做进一步优化,如图2所示,根据五个轴的最大加工速度、最大加速度、最大瞬时速度跳变差和n 1个微段的加工点坐标计算起点速度、结束速度和各加工点的上限速度;根据第i个微段的起点速度进行规划;判断上限速度是否可以达到当前微段的位移li,如果是,进入下一步骤,如果否,根据终点速度计算起点速度v
si
,并更新上一个微段的结束速度上线令并回退至规划步骤,令微段i=i-1;根据i和n的大小关系,判断此微段是否为最后一个微段,如果是,输出前瞻计算结果,即当i大于等于n时就说明此微段为最后一个微段,前瞻计算完毕,如果否,进入下一步骤;进行下一段规划,令令微段i=i 1,并返回规划步骤。
65.本实施例的其他部分与实施例1相同,故不再赘述。
66.实施例6:
67.本实施例在实施例4的基础上做进一步优化,求解初始加工点的虚拟轴加工速度v
s0
,和各个节点的上限速度以及结束加工点的虚拟轴加工速度v
en
,得到虚拟轴各微段速度上限加速度上限以及各节点速度上限:
68.由物理轴速度上限得到第i个微段虚拟轴速度上限
[0069][0070]
根据相邻微段加工点的虚拟轴速度相同和物理轴的速度跳变上限求得各个加工点的虚拟轴速度上限点的虚拟轴速度上限的速度上限计算公式如下:
[0071][0072]
由五轴加速度上限得到当前微段虚拟轴加速度上限由五轴加速度上限得到当前微段虚拟轴加速度上限的加速度上限计算公式:
[0073][0074]
假设起始点速度是由0速度跳变得到,则起始点速度的求解,起点速度计算公式:
[0075][0076]
取上式求得的最小起点速度v
s0
,作为加工起始点速度;
[0077]
同理可得结束点速度v
en
,即第n 1个加工点的速度上限。
[0078]
本实施例的其他部分与实施例4相同,故不再赘述。
[0079]
实施例7:
[0080]
本实施例在实施例1的基础上做进一步优化,如图3所示,为一段曲线的三种情况;
[0081]
根据当前微段的v
si
和关系以及当前微段的虚拟轴真实位移对应到上图所示的速度曲线中:
[0082]
根据起始速度、最大速度和最大加速度得到虚拟轴位移的计算值:
[0083][0084]
首先,如果则当前微段速度规划为一段速度曲线,即全程加速,
并且下一个微段的起始速度记录当前规划情况,进行下一个微段的速度规划;
[0085]
其次,如果
[0086]
①
如果则为两段曲线,即先加速再匀速;
[0087]
②
如果并且距离足够从减速到还有多余,则先加速再匀速再减速;
[0088]
③
如果距离刚好够从减速到减速到则先加速再减速;
[0089]
下一个微段的起始速度记录当前规划情况,进行下一个微段的速度规划;
[0090]
最后,如果则当前微段最大速度无法达到速度上限再判断速度是否可以达到结束点的速度上限如果可以,则为两段速度曲线,即先加速再匀速如果无法达到根据v
si
、和计算当前微段速度曲线和结束速度下一个微段的起始速度记录当前规划情况,进行下一个微段的速度规划。
[0091]
如图4所示,为二段曲线的三种情况;
[0092][0093]
根据起始速度、最大速度和最大加速度得到虚拟轴位移的计算值:
[0094][0095]
首先,如果则为一段速度曲线,即全程减速,下一个微段的起始速度记录当前规划,开始下一微段规划;
[0096]
其次,如果当前微段可以达到最大速度
[0097]
①
如果vs《vm,并且距离足够,为三段曲线,加速,匀速和减速;
[0098]
②
其余情况为两端曲线,加速和减速;
[0099]
下一个微段的起始速度记录当前规划,开始下一微段规划;最后,如果无法达到当前微段最大速度
[0100]
①
如果则为两段速度曲线,即加速和减速;
[0101]
②
如果则为一段速度曲线,即全程减速;
[0102]
③
如果无法在内从v
si
减速到则需要回溯到上一个微段,更新上一微段的结束速度上限;
[0103]
从上一微段重新往下规划。
[0104]
如图5所示,为第三条曲线的一种情况;
[0105][0106]
首先,如果全程为当前微段最大速度匀速运动,下一个微段的起始速度记录当前规划,开始下一微段规划;
[0107]
其次,如果
[0108]
①
如果则可以达到最大速度为三段速度曲线,即加速度、匀速再减速,下一个微段的起始速度记录当前规划,开始下一微段规划;
[0109]
②
如果无法达到最大速度为两端速度曲线,即先加速再减速,下一个微段的起始速度记录当前规划,开始下一微段规划;
[0110]
③
如果刚好达到最大速度为两端速度曲线,即先加速再减速,下一个微段的起始速度记录当前规划,开始下一微段规划;至此完成整段加工轨迹的(即虚拟轴的)速度曲线的速度规划。
[0111]
本实施例的其他部分与实施例1相同,故不再赘述。
[0112]
实施例8:
[0113]
本实施例在实施例7的基础上做进一步优化,本实施例的其他部分与实施例7相同,故不再赘述。
[0114]
以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化,均落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。