1.本发明属于流动电极电容去离子技术应用及水处理技术领域,涉及一种基于单价阳离子交换膜的流动电极电容氨氮回收提纯方法,尤其涉及一种利用耦合单价阳离子交换膜的流动电极电容去离子技术回收煤气化灰水中氨氮的方法。
背景技术:
2.煤气化技术在世界各地得到广泛应用。国内“富煤、贫油、少气”的能源结构使得煤气化行业蓬勃发展。然而煤气化过程会产生大量的煤气化灰水,其中含有大量的氨氮、苯酚、多环芳烃和氰化物等,降低了废水的可生化性。由于硝化作用的抑制,低c/n的废水在污水处理系统中的处理通常会受到限制。有报告表明,中国每年有250万吨氨氮排放到水体中,导致严重的富营养化和对水生生物的急性或慢性毒性。此外,由于全球人口增长和生活水平提高,预计氮需求将进一步增加。因此,应回收氨氮以提高煤气化灰水的可生化性,实现全球环境的可持续发展。此外,灰水中还具有高硬度的特点。因此在处理煤气化灰水时要重视结垢问题。
3.目前,从污(废)水中回收氨氮较多采用气提、正渗透和电渗析等。气提需要大量试剂投入,成本很高。而且气提塔面临着结垢的挑战。正渗透具有高效的水回收和氨氮浓缩性能;然而,正渗透膜对所有离子都具有高效截留能力,因此氨氮产品的纯度降低了其经济价值。ed被证明需要大量的化学物质来调节ph。因此,获得一种简单经济的从废水中选择性分离回收高纯度氨氮的技术是十分有必要的。
4.近年来,基于电容去离子(cdi)的技术因其成本低、环保、电极易于管理和水回收率高等优点在回收资源领域引起了学术界的研究热潮。流动电极电容去离子(fcdi)以流动电极悬浮液取缔了cdi和mcdi的固定电极,电极的流动性允许其在fcdi外再生,因此fcdi具有连续脱盐和规模化的潜力。已有研究利用fcdi从污(废)水中回收氨氮,但是回收产品是低纯度的铵盐。相比铵盐,氨水的应用范围更广,附加值更高。亦有研究利用nh
4
和nh3之间的ph依赖性平衡反应实现了富氨溶液的生产,但是产品的品位较低。与之相比,煤气化灰水中的氨氮浓度较高且含有高浓度的ca
2
,因此获得一种脱氮效率高、回收效果好、产品纯度高、能有效抑制装置结垢的运行方式以及与之相匹配的流动电极电容去离子装置,对于低成本、低能耗、高效、稳定回收煤气化灰水中的氨氮具有十分重要的意义。
技术实现要素:
5.本发明的目的就是提供一种操作简单、无需化学药剂添加、脱氨效率高、回收效果好、产品纯度高、有效抑制结垢、处理成本低、处理能耗低、运行稳定、无二次污染的基于单价阳离子交换膜的流动电极电容氨氮回收提纯方法。
6.本发明的目的可以通过以下技术方案来实现:
7.一种基于单价阳离子交换膜的流动电极电容氨氮回收提纯方法,包括采用耦合单
价阳离子交换膜(mcem)的fcdi装置对待处理废水进行处理;
8.其中,所述的fcdi装置包括依次并列设置的阴极流动电极室、单价阳离子交换膜、脱盐室、阴离子交换膜以及阳极流动电极室,所述的阳极流动电极室内设有阳极流动电极,所述的阴极流动电极室内设有阴极流动电极;
9.回收提纯方法具体包括:
10.向脱盐室供应待处理废水,并对阳极流动电极室与阴极流动电极室施加电压,通过电吸附作用使阴离子穿过阴离子交换膜进入阳极流动电极室,包含nh
4
的单价阳离子穿过单价阳离子交换膜进入阴极流动电极室,并且在阴极流动电极室内,利用阴极法拉第反应促使电极上的nh
4
向nh3转化并解吸,从而得到高纯度氨水。
11.其中,所述的单价阳离子交换膜一方面可以隔绝阴离子,另一方面可以有效阻止待处理废水中的ca
2
、mg
2
、fe
3
等离子进入阴极室,从而有效减缓结垢。
12.进一步地,所述的阳极流动电极室外设有阳极循环室,所述的阳极流动电极循环流动于阳极流动电极室与阳极循环室之间;
13.所述的阴极流动电极室外设有阴极循环室,所述的阴极流动电极循环流动于阴极流动电极室与阴极循环室之间。
14.进一步地,所述的阳极流动电极与阴极流动电极均包括导电剂与溶剂;所述的导电剂包括活性炭与炭黑中的至少一种,所述的溶剂包括水。
15.进一步地,所述的导电剂为活性炭与炭黑以质量比4:1组成的混合物,所述的导电剂在阳极流动电极或阴极流动电极中的质量分数(即碳含量)不大于10%,优选质量分数不大于5%,进一步优选为2-5%。
16.进一步地,所述的阳极流动电极或阴极流动电极的循环流速为20-100ml/min。
17.进一步地,所述的待处理废水流经脱盐室的水力停留时间为0.5-1.5min。
18.进一步地,所述的回收提纯方法还包括:在对阳极流动电极室与阴极流动电极室施加正向电压进行充电后,对阳极流动电极室与阴极流动电极室再施加反向电压进行放电,使阴极流动电极室内的na
、k
等单价阳离子逼回脱盐室,从而提高阴极流动电极室内的氨水纯度。
19.进一步地,所述的正向电压为1.2-4.5v,通电时间为75-85min;
20.所述的反向电压为0.1-0.3v,通电时间为10-30min。
21.进一步优选的,所述的回收提纯方法还包括:重复进行通入煤气化水、施加正向电压,以及施加反向电压的操作步骤,以提高阴极流动电极室内的氨水浓度。
22.本发明提供了一种利用耦合单价阳离子交换膜(mcem)的流动电极电容去离子(fcdi)技术回收待处理废水(尤其是煤气化灰水)中氨氮的方法,采用耦合单价阳离子交换膜(mcem)的fcdi装置对待处理废水进行处理。其中mcem有效减缓了结垢,通过简单的调节充放电过程,实现了以氨水的形式回收待处理废水中的氨氮。
23.与现有技术相比,本发明具有以下特点:
24.1)本发明巧妙运用了独立闭合循环模式带来的ph变化:因为阳极流动电极和阴极流动电极分别在各自的管道中循环使用,法拉第反应会引起阴极室ph升高,阳极室ph降低。当pka》9.3时,nh
4
更易于转化成nh
3(aq)
。通过简单的调节充放电过程,实现在充电过程生成nh
3(aq)
,在反向放电过程提高产品的纯度。即,首先通过给fcdi接电使nh
4
和na
迁移到阴极
室,同时法拉第反应引起的ph升高使nh
4
转化成nh
3(aq)
,然后反向放电将带电的na
逼回脱盐室,从而提高氨水的纯度;
25.2)本发明通过优化充电过程中施加的电压至4.5v,相比1.2v,4.5v的去除率和去除效率分别提高了23%和12%,使得出水氨氮符合工业废水进入市政污水管道标准(gb/t 31962-2015),同时在该充电电压下,阴极的碳颗粒没有发生氧化,其原因在于,不同cdi组件的电阻不同,因此电极电位低于所施加的电池电势差。即,本发明可在不牺牲长期稳定性的同时实现更好的处理效果;
26.3)本发明通过在阴极室和脱盐室之间设置单价阳离子交换膜(mcem),使得ca
2
、mg
2
等离子无法进入阴极室,有效抑制了结垢,保证了装置的长期稳定性和处理效果。在连续运行6次后依然表现出高稳定性,脱氨效率,回收效率和可恢复性均不下降,且产品纯度有所提高,表明本发明可适用于多循环进水回收氨氮。因此,本发明利用流动电极电容去离子装置回收煤气化灰水中氨氮的方法,具有操作简单、无需化学药剂添加、脱氨效率高、回收效果好、产品纯度高、有效抑制结垢、处理成本低、处理能耗低、运行稳定等优点,能够在不提高成本、不添加化学药剂、不造成二次污染、方便后续处理的前提下实现以氨水的形式回收煤气化灰水中的氨氮,对于煤气化行业的发展具有十分重要的意义;
27.4)对于流动电极,本发明通过优化流动电极的碳含量至不超过5%,在此条件下能够获得最佳的回收效率,且性价比更高:当流动电极的碳含量为10%时,活性炭本身吸附了大量的nh3,而且高碳含量会对法拉第反应有所抑制,使得阴极室中的氨氮中nh
4
占比很大,从而在放电过程时被一同逼出阴极室,造成充电过程所获得的氨氮经过放电后仅有不到30%留在阴极流动电极中,而在5%碳含量条件下,阴极流动电极中可保留~50%氨氮。因而出于效率最大化以及节约成本的考量,本发明的流动电极中碳含量优选为≤5%。
附图说明
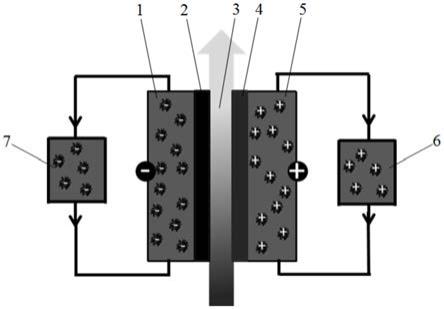
28.图1为实施例1中所用耦合单价阳离子交换膜(mcem)的fcdi装置的结构示意图;
29.图2为实施例1中流动电极电容去离子装置回收煤气化灰水中氨氮时的各成分浓度变化图;
30.图3为实施例2中阳极流动电极与阴极流动电极中碳含量对氨氮回收提纯处理效果的影响:(a)充电过程中nh
4 -n去除率(充电时间80min);(b)充电过程中nh
4 -n平均去除速率以及平均电流密度;(c)不同放电时刻,阴极室nh3回收率(放电时间30分钟);(d)不同放电时刻,阴极室nh
4 -n自阴极室至脱盐室的平均迁移速率以及最大ph;
31.图4为实施例3中不同水力停留时间下出水nh
3-n(nh
4 -n)浓度对比图;
32.图5为实施例4中放电电压对氨氮回收提纯处理效果的影响:阴极室内nh
4
/na
选择性;
33.图6为实施例4中放电电压对氨氮回收提纯处理效果的影响:阳离子自阴极室被逼回脱盐室的平均迁移速率;
34.图7为实施例4中放电电压对氨氮回收提纯处理效果的影响:每千克nh
3-n的回收电能耗。
具体实施方式
35.下面结合附图和具体实施例对本发明进行详细说明。
36.一种基于单价阳离子交换膜的流动电极电容氨氮回收提纯方法,包括采用耦合单价阳离子交换膜(mcem)的fcdi装置对煤气化灰水进行处理。
37.其中,所用fcdi装置结构如图1所示,包括依次并列设置的阴极流动电极室1、单价阳离子交换膜2、脱盐室3、阴离子交换膜4以及阳极流动电极室5,阳极流动电极室5外还设有阳极循环室6,并且两者之间循环流动有阳极流动电极,阴极流动电极室1外还设有阴极循环室7,并且两者之间循环流动有阴极流动电极,循环流速均控制在20-100ml/min。
38.具体的,阳极流动电极与阴极流动电极均包括导电剂与溶剂,其中溶剂可选用水,导电剂包括活性炭与炭黑中的至少一种,并优选为质量比4:1的活性炭/炭黑混合物。导电剂在阳极流动电极或阴极流动电极中的质量分数不大于10%,优选质量分数为不大于5%,更进一步优选为2-5%。
39.回收提纯方法具体包括:
40.1)驱动煤气化灰水持续流经脱盐室3,并控制水力停留时间为0.5-1.5min;
41.2)对阳极流动电极室5与阴极流动电极室1施加1.2-4.5v正向电压,通电时间为75-85min;
42.通过电吸附作用使阴离子穿过阴离子交换膜4进入阳极流动电极室5,包含nh
4
的单价阳离子穿过单价阳离子交换膜2进入阴极流动电极室1,并且在阴极流动电极室1内,利用阴极法拉第反应促使电极上的nh
4
向nh3转化并解吸;并通过单价阳离子交换膜2有效阻止煤气化灰水中的ca
2
、mg
2
、fe
3
等离子进入阴极室,从而有效减缓结垢;
43.3)对阳极流动电极室5与阴极流动电极室1再施加0.1-0.3v反向电压,通电时间为10-30min(优选为10-20min,更优选为15min);使阴极流动电极室1内的na
、k
等单价阳离子逼回脱盐室3,从而提高阴极流动电极室1内的氨水纯度。
44.作为优选的技术方案,本发明中的回收提纯方法还包括:重复步骤1)至3),以进一步提高阴极流动电极室1内的氨水浓度。
45.本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
46.实施例1:
47.本实施例采用fcdi装置对煤气化灰水进行氨氮回收提纯处理,其中煤气化灰水取自宁波镇海炼化厂,包括以下组分及浓度:241.64
±
16.08mg/l nh
4 -n,52.60
±
1.40mg/l na
,10.63
±
0.38mg/l k
,353.53
±
6.92mg/l ca
2
,12.89
±
0.54mg/l mg
2
,2.53
±
0.23mg/l fe
3
,0.47
±
0.81mg/l mn
2
,0.73
±
1.27mg/l al
3
,476.10
±
0.09mg/l toc,ph=7.60。
48.所用fcdi装置结构如图1所示,包括依次并列设置的阴极流动电极室1、单价阳离子交换膜2、脱盐室3、阴离子交换膜4以及阳极流动电极室5,其中阳极流动电极室5外还设有阳极循环室6,并且两者之间循环流动有阳极流动电极,阴极流动电极室1外还设有阴极循环室7,并且两者之间循环流动有阴极流动电极。其中单价阳离子交换膜(cims,astom,日本)和阴离子交换膜(1201,杭州绿合环保科技,中国)用于起到离子选择性透过以及分离进水与流动电极的作用。
49.所用的阳极流动电极与阴极流动电极均以水作为溶剂,以质量比4:1的活性炭/炭
黑混合物作为导电剂,并控制悬浮液碳含量为5%。该导电剂可通过以下方法制备得到:称取40g活性炭和10g炭黑,加入至950ml水中,经磁力搅拌混合均匀后,即得到上述流动电极。其中所用活性炭为yec-8a型活性炭(福州益环碳素有限公司);所用炭黑为cabot vulcan xc-72型导电炭黑(cabot,美国)。
50.回收提纯方法具体包括:
51.1)通过蠕动泵将煤气化灰水持续单向泵入脱盐室3,并控制水力停留时间为1.2min;同时将阳极流动电极与阴极流动电极以流速为50ml/min分别独立循环于阳极流动电极室5与阳极循环室6之间,以及阴极流动电极室1与阴极循环室7之间;
52.2)电导率稳定后,对阳极流动电极室5与阴极流动电极室1中的集流板施加4.5v正向电压,进入产氨水阶段,通电时间为80min;
53.通过电吸附作用使阴离子穿过阴离子交换膜4进入阳极流动电极室5,包含nh
4
的单价阳离子穿过单价阳离子交换膜2进入阴极流动电极室1,并且在阴极流动电极室1内,利用阴极法拉第反应促使电极上的nh
4
向nh3转化并解吸;同时通过单价阳离子交换膜2有效阻止煤气化灰水中的ca
2
、mg
2
、fe
3
等离子进入阴极室,从而有效减缓结垢;
54.3)反向接电,即对阳极流动电极室5与阴极流动电极室1中的集流板再施加0.2v的反向电压,通电时间为15min;使阴极流动电极室1内的na
、k
等单价阳离子逼回脱盐室3,从而提高阴极流动电极室1内的氨水纯度。
55.如图2所示为阴极流动电极与脱盐室出水中,各类离子以及toc的浓度随处理时间的变化情况。从图中可以看出,采用本实施例中的方法回收煤气化灰水中的氨氮时,在充电过程中脱盐室出水状态逐渐趋于稳定。81.0%的nh
4 -n、82.5%na
、71.3%ca
2
、43.5%k
、48.7%mg
2
和71.3%toc被去除。放电15分钟之后,在阴极室以氨水的形式收获了33.8%的纯度为64.6%的氨水,最终浓度达到了170mg/l以上,而实际废水的其他竞争阳离子中只有极低浓度的na
和k
残留。单价阳离子交换膜有效地阻止了硬度离子进入阴极室。氨回收和水处理的平均能耗分别为16.2kwh/kg n及4.19kwh/m3水。
56.综上所述,本发明利用耦合单价阳离子交换膜(mcem)的流动电极电容去离子(fcdi)技术回收煤气化灰水中氨氮的方法,具有操作简单、无需化学药剂添加、脱氨效率高、回收效果好、产品纯度高、有效抑制结垢、处理成本低、处理能耗低、运行稳定等优点,能够在不提高成本、不添加化学药剂、不造成二次污染、方便后续处理的前提下,实现以氨水的形式回收煤气化灰水中的氨氮,对于煤气化行业的发展具有十分重要的意义。
57.实施例2:
58.本实施例考察了阳极流动电极与阴极流动电极中碳含量(活性炭/炭黑质量比4:1)对氨氮回收提纯处理效果的影响,其中,碳含量为2.5、5、10wt%,放电时间是30分钟。所用的进水为模拟煤气化灰水,以优级纯的nh4cl、cacl2、nacl与去离子水配制而成,具体组分浓度如下:240mg/l nh
4 -n,370mg/l ca
2
,70mg/l na
,ph=7.60。其余工艺条件同实施例1,结果如图3所示,从图3a,3b中可以看出,充电过程,无论是去除率还是去除速率,碳含量越大效果越好,这归因于较高的碳含量导致流动电极中形成高度互连的粒子网络,降低了系统的电阻,电容去离子技术对离子的去除效率与电流呈正比。反观放电阶段,碳含量越大效果反而不好(图3c),一方面是因为活性碳能吸附nh3,另一方面,10%条件下的阴极室ph值较低(图3d),根据软件minteq计算,ph值越小,nh3的占比越小,占比较多的nh
4
被逼出了阴
极室。因此本体系中,最佳的碳含量是5%。
59.实施例3:
60.本实施例考察了煤气化灰水在脱盐室3内的水力停留时间(hrt)对氨氮回收提纯处理效果的影响,其中,水力停留时间分别为0.5、1、1.2、1.5分钟。反向放电15分钟。所用的进水同实施例2中的模拟煤气化灰水,其余工艺条件同实施例1,结果如图4所示,从表图4中可以看出,氨氮去除率的增加表现出hrt依赖的趋势。在中国,工业废水需要经过预处理才能满足后续的生化处理规定,其中氨氮浓度应控制在45mg/l以内(gb/t 31962-2015)。因此,选择较大的hrt更为合适,但同时考虑到处理效率,故1.2分钟的hrt是最佳的。
61.实施例4:
62.本实施例考察了放电电压(即步骤3)中反向电压)对氨氮回收提纯处理效果的影响,其中充电电压为4.5v,反向放电电压分别为0.1、0.2、0.3v。所用的进水同实施例2中的模拟煤气化灰水,其余工艺条件同实施例1,结果如5所示,从图5中可以看出,0.2v的充电电压在充电15分钟之后表现出更高的nh
4
/na
的选择性,获得更高纯度的氨水。其中nh
4
/na
的选择性计算公式为:
[0063][0064]
式中,为阴极室氨氮浓度,为进水氨氮浓度,为阴极室钠离子浓度,为进水钠离子浓度。
[0065]
这一现象可由阳离子自阴极室被逼回脱盐室的平均迁移速率进行解释(图6)。0.1v引起的排斥力过小,因此阳离子迁移回脱盐室的速率小,na
仍大量停留在阴极室中。本发明通过给fcdi接电使nh
4
和na
迁移到阴极室,同时法拉第反应引起的ph升高使nh
4
转化成nh
3(aq)
,然后反向放电将带电的na
逼回脱盐室,从而提高氨水的纯度。然而过高的放电电压会引起ph的显著下降,0.3v的放电电压下,30min内阴极室ph由11.3降低至10.2;0.2v的放电电压下,30min内阴极室ph降低至10.7;0.1v的放电电压下,30min内阴极室ph仅降低了0.4,导致部分nh
3(aq)
转化成nh
4
,鉴于nh
4
的水化半径比na
的小,0.3v会造成氨氮的流失。此外,由图7可知,放电时间越长,回收氨氮的电能能耗越高。因为放电时间越长,法拉第反应会产生更多的h
,会有更多的nh
3(aq)
转化成nh
4
,而且在这个体系中,na
的浓度较低,氨氮的物质的量远远大于na
,这种情况下,nh
4
更倾向于被逼回到脱盐室。放电时间大于15分钟后,阴极室的氨氮浓度显著降低,因此从回收单位氨氮所需的电能能耗和氨氮回收率的角度考虑,0.2v放电15分钟是最优的。
[0066]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。