1.本实用新型涉及回转窑燃烧器,具体地,涉及一种燃烧器机构衬里。
背景技术:
2.近年来随着窑系统运转率的不断提高,对耐火材料使用性能提出更苛刻的要求。目前燃烧器使用的耐火材料为浇注料,随着第四代篦冷机系统和固废系统的不断引入、推广,燃烧器浇注料不仅承受着温度高达1200℃的二次风温的烧损,而且承受着硫、碱气体的侵蚀和熟料细颗粒的磨损,燃烧器在窑系统五大热工设备中所处的环境极为苛刻,浇注料损坏现象异常明显,很难满足目前窑系统高运转率的生产形势。
技术实现要素:
3.本实用新型的目的是提供一种燃烧器机构衬里,该燃烧器机构衬里具有优异的使用寿命。
4.为了实现上述目的,本实用新型提供了一种燃烧器机构衬里,所述燃烧器机构衬里包括多个预制烧成件,所述预制烧成件为条状;所述预制烧成件沿着长度的横截面为扇面,包括内缘和外缘,所述内缘的宽度小于外缘的宽度;多个所述预制烧成件首尾相连围合于燃烧器的筒体的外部,所述内缘贴合于所述筒体的外缘上;所述预制烧成件上开设有安装孔,固定件通过所述安装孔以用于将所述预制烧成件固定于所述筒体的外壁上,所述安装孔的端部之间安装有预制烧成堵塞。
5.作为本实用新型一种优选方案,所述固定件、筒体之间还设置后多个焊接点。
6.作为本实用新型一种优选方案,所述多个焊接点绕着所述固定件的周向均匀分布。
7.作为本实用新型一种优选方案,所述预制烧成堵塞、固定件之间填充有缝隙填料。
8.作为本实用新型一种优选方案,所述缝隙填料选自滑石粉、氧化镁粉、红柱石粉、碳化硅粉或陶瓷粉。
9.作为本实用新型一种优选方案,相邻的两个所述预制烧成件之间形成有烧成件缝隙,所述烧成件缝隙内填充有胶泥。
10.作为本实用新型一种优选方案,所述预制烧成堵塞通过胶泥固定于安装孔内。
11.作为本实用新型一种优选方案,所述固定件包括螺栓、垫片和螺母。
12.在上述技术方案中,本实用新型提供的燃烧器机构衬里通过耐热固定件3将多个预制烧成件2固定在筒体1的外壁上,多个所述预制烧成件2首尾相连围合于燃烧器的筒体1的外部形成了衬里,由此解决了现有衬里由于施工不规范、养护时间不足造成的寿命短的问题,延长燃烧器衬里使用寿命长达18个月以上。
13.同时该燃烧器机构衬里具有优异的经济效益,以换3m预制件和浇注料为例:
14.1)直接的经济效应:
15.使用本实用新型的燃烧器使用预制件产生的总费用(含材料、施工)为2.736万元,
使用周期为18个月;
16.烧器使用浇注料产生的直接成本:
17.材料费用:浇注料(nh-70)单价为:8500元/t,更换3m使用的浇注料约1.52t,故更换燃烧器3m浇注料需要材料成本为8500元/t*1.52t=1.292万元。
18.人工费用:根据我公司2019年人工费成本测算,每吨浇注料成本为1500元/t,燃烧器浇注料施工人工费用=1500元/t*1.52t=0.228万元。
19.燃烧器使用浇注料的费用=材料费用 人工费用=1.292 0.228=1.52万元。
20.综上所述:燃烧器使用预制件在18个月内,需更换预制件一次,直接产生的费用为2.736万元;需更换浇注料两次,产生的费用为1.52*2=3.04万元,两者相比,使用预制件在一个周期内相比浇注料可节约0.3万元。
21.2)间接产生的经济效应:
22.若按照18个月为一个使用周期,周期内因燃烧器问题造成停窑一次进行计算,停窑时间约3天,损失的熟料为5500t/d*3d=16500t,熟料单价按350元/t、成本按140元/t进行计算,故损失熟料销售利润=16500元/t*(350-140)元/t=346.5万元。
23.本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
24.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
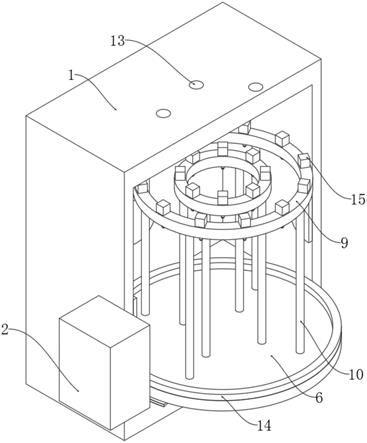
25.图1是本实用新型提供的燃烧器机构衬里一种优选实时方式的结构示意图;
26.图2是图1中预制烧成件的安装示意图;
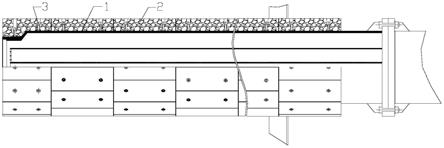
27.图3为本实用新型提供的燃烧器机构衬里沿着长度方向的截面图。
28.附图标记说明
29.1、筒体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、预制烧成件
30.3、固定件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4、焊点
31.5、填充料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、预制烧成堵塞
32.7、烧成件缝隙。
具体实施方式
33.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
34.在本实用新型中,在未作相反说明的情况下,“上、下、内、外”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
35.本实用新型提供了一种燃烧器机构衬里,如图1-3所示,所述燃烧器机构衬里包括多个预制烧成件2,所述预制烧成件2为条状;所述预制烧成件2沿着长度的横截面为扇面,包括内缘和外缘,所述内缘的宽度小于外缘的宽度;多个所述预制烧成件2首尾相连围合于燃烧器的筒体1的外部,所述内缘贴合于所述筒体1的外缘上;所述预制烧成件2上开设有安装孔,固定件3通过所述安装孔以用于将所述预制烧成件2固定于所述筒体1的外壁上,所述
安装孔的端部之间安装有预制烧成堵塞6。
36.在上述实施方式中,为了使得所述固定件3、筒体1之间具有更牢固的连接关系,优选地,所述固定件3、筒体1之间还设置后多个焊接点4。由此,通过焊接的方式提高所述固定件3、筒体1之间强度,从而提高所述预制烧成件2安装后的稳定性。
37.在上述实施方式的基础上,为了进一步提高所述预制烧成件2安装后的稳定性,优选地,所述多个焊接点4绕着所述固定件3的周向均匀分布。
38.同时,在本实用新型中,为了规避固定件3受到腐蚀,优选地,所述预制烧成堵塞6、固定件3之间填充有缝隙填料5。由此,通过缝隙填料5能够有效地起到保护固定件3的作用,同时也能够隔热保温的作用。
39.在上述实施方式中,所述缝隙填料5的具体种类也可以在宽的范围内选择,但是为了进一步提高保护和隔热效果,优选地,所述缝隙填料5选自滑石粉、氧化镁粉、红柱石粉、碳化硅粉或陶瓷粉。
40.在本实用新型中,为了提高相邻的两个所述预制烧成件2之间的结合程度,优选地,相邻的两个所述预制烧成件2之间形成有烧成件缝隙7,所述烧成件缝隙7内填充有胶泥。由此,通过胶泥的粘合作用,提高相邻的两个所述预制烧成件2之间的结合度。
41.此外,为了便于所述预制烧成堵塞6的安装,优选地,所述预制烧成堵塞6通过胶泥固定于安装孔内。
42.在本实用新型中,所述固定件3的具体种类也可以在宽的范围内选择,但是为了便于操作,优选地,所述固定件3包括螺栓、垫片和螺母,其中垫片和螺母均是与螺栓相配合的。
43.最后,发明人需要说明的是,所述预制烧成件2和预制烧成堵塞6均是现有的材料,如红柱石、碳化硅等原料配制后,烧结而成。
44.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
45.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
46.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。