1.本实用新型属于表面处理技术领域,涉及一种针对大型轴类零件环形槽的自动刷镀装置,具体涉及一种针对1cr18mn8ni5n材料的大型轴类零件的环形空刀槽的自动刷镀装置。
背景技术:
2.电刷镀是应用电化学沉积原理,在能导电的工件表面的选定部位快速沉积指定厚度镀层的表面技术。电刷镀时电刷镀电源的负极通过电缆线与工件连接;正极通过电缆线与镀笔连接,浸满镀液的镀笔在工件表面上反复移动,形成金属覆盖层。电刷镀镉主要应用于组装零件表面镉层局部破损的修补,电刷镀镉工艺简单,操作灵活,且费用低,经济效益大,但目前未有文献或专利针对1cr18mn8ni5n材料刷镀镉工艺进行研究。
3.针对大型轴类零件(零件长度大于100cm)表面的环形空刀槽位置进行刷镀镉,目前由于没有适合的曲面电刷镀装置,只能采用人工手动进行电刷镀镉,即工人使用镀笔对零件圆周进行部分刷涂,然后旋转零件,对圆周的另一面进行刷涂。此人工手动刷涂方式存在镀层厚度不均匀、人工劳动强度大、效率及安全系数低等缺点。
技术实现要素:
4.本实用新型的目的是:提供一种针对大型轴类零件环形槽的自动刷镀装置,以解决旋翼轴类零件人工手动刷涂电镀方式所导致的镀层厚度不均匀、人工劳动强度大、效率及安全系数低等技术问题。
5.为解决此技术问题,本实用新型的技术方案是:
6.一种针对大型轴类零件环形槽的自动刷镀装置,所述的自动刷镀装置包括旋转装置、装载装置、涂刷装置;
7.零件和涂刷装置置于装载装置之上,旋转装置带动零件转动,所述的旋转装置包括电机、控制器、固定杆、定位柱组成,电机及控制器带动定位柱匀速转动,定位柱插入旋翼轴内径,使零件随定位柱的旋转而进行匀速转动;
8.所述的装载装置为一个装载车,装载车上面布置两个“u”型座用于放置零件,其中一个固定,一个可横向移动;使装载车适用于不同长度的轴类零件进行电刷镀工艺,“u”型座端部与零件接触部位具有旋转轮;目的在于使轴类零件可以稳定的在装置车上进行旋转;
9.涂刷装置包括刷镀电源、涂刷槽、导管、喷液管、镀笔、循环泵;
10.所述涂刷槽位于零件环形槽的正下方,用于实现溶液的循环利用;
11.所述喷液管为可移动式导管,喷液管中匀速喷出的电镀溶液喷射于匀速旋转中的零件环形槽位置上;
12.所述镀笔及零件分别连接刷镀电源的正负极上。
13.所述的刷镀电源为直流电源,设有正负极转换装置,设有过载保护装置,带有安培
小时计。
14.所述镀笔为高纯度石墨制造,外缠涤纶布。
15.优选地,所述的旋转装置通过定位柱和固定杆与零件固定,固定杆用于连接零件与定位柱。
16.优选地,所述涂刷槽为顶部开口的中空长方体结构,涂刷槽底部设有梯形排液口,排液口底部通过导管与循环泵和喷液管之间连接。所述喷液管距离刷涂位置3cm。
17.优选地,所述旋转轮为塑料材质;防止划伤零件表面;聚四氟乙烯制成的轮子。
18.本实用新型的有益效果是:
19.1、本实用新型所述的一种针对大型轴类零件环形槽的自动刷镀装置,可以实现1cr18mn8ni5n材料镀镉零件局部不解体现场修理,及加工过程中不慎超差时的修复;镀层性能良好,外观、结合力、耐蚀性、氢脆试验均能满足要求。
20.2、本实用新型所述的一种大型轴类零件曲面电刷镀镉的自动化电刷镀设备,本实用新型通过旋转装置、装载装置、涂刷装置之间的相互配合,实现操作者只需将轴类零件放入工件装载装置中,将其固定并设好具体参数值,固定镀笔即可进行施镀,本实用新型人工劳动强度低,效率及安全系数大幅度提升,实现了自动化操作。
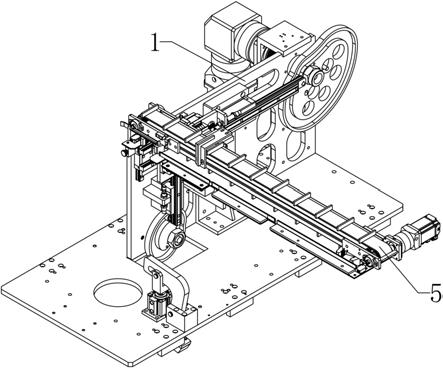
21.3、本实用新型所述的一种大型轴类零件曲面电刷镀镉的自动化电刷镀设备,所得镀层厚度均匀,质量满足要求;刷涂溶液循环利用,避免浪费现象发生,提高镀液利用率。
附图说明
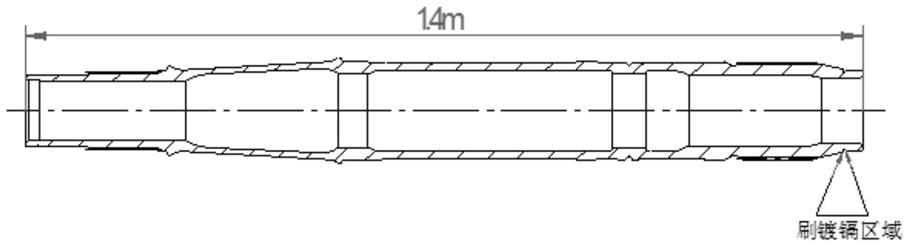
22.图1为轴类零件结构示意图;
23.图2为本实用新型大型轴类零件自动刷镀装置结构示意图;
24.图3为本实用新型大型轴类零件自动刷镀装置中旋转装置局部放大图;
25.图4为本实用新型大型轴类零件自动刷镀装置中装载装置示意图;
26.图5为本实用新型大型轴类零件自动刷镀装置中涂刷装置示意图;
27.其中,1旋转装置;2装载装置;3涂刷装置;1-1电机;1-2控制器;1-3定位柱;1-4定位孔;2-1“u”型座;2-2滚轮;3-1刷镀电源;3-2涂刷槽;3-3导管;3-4喷液管;3-5循环泵;3-6镀笔。
具体实施方式
28.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域的普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施例,都属于本实用新型保护的范围。
29.如图1所示,大型轴类零件自动刷镀装置结构示意图,包括旋转装置1,装载装置2,涂刷装置3。所述的旋转装置1包括电机1-1、控制器1-2、定位柱1-3、定位孔1-4组成,电机1-1及控制器1-2带动定位柱1-3匀速转动,定位柱1-3插入旋翼轴内径,定位孔1-4与零件上的孔通过销钉连接,使零件随定位柱1-3的旋转而进行匀速转动。
30.所述的装载装置2为一个装载车,装置车上面布置两个“u”型座2-1,“u”型座2-1边
缘为聚四氟乙烯制成的滚轮2-2,目的在于使轴类零件可以稳定的在装置车上进行旋转;一端“u”型座固定,另一端“u”型座可根据零件尺寸伸缩调节位置,使该装置适用于不同长度的轴类零件进行电刷镀工艺,本实施例中零件长1.4m。
31.所述的涂刷装置3包括刷镀电源3-1、涂刷槽3-2、导管3-3、喷液管3-4、循环泵3-5、镀笔3-6。刷镀电源3-1的规格为:直流电源(0a~75a,0v~25v),设有正负极转换装置,设有过载保护装置,带有安培小时计。刷镀电源3-1在刷镀前先开启10min进行预热。红色螺母为正极接镀笔,黑色螺母为负极接工件。使用过程中进行稳压控制。涂刷槽3-2为顶部开口的中空长方体结构,涂刷槽3-2底部设有梯形排液口,排液口底部通过导管3-3与循环泵3-5和喷液管3-4之间连接,该处设计用于实现溶液的循环利用;所述喷液管3-4为可移动式导管,喷液管3-4中匀速喷出的电镀溶液喷射于匀速旋转中的零件待镀位置上;所述镀笔3-6为高纯度石墨制造,外缠涤纶布;所述镀笔3-6及零件分别通过导线连接刷镀电源3-1的正负极上,手持镀笔3-6紧贴零件于溶液喷射位置,实施镀覆。
32.工作时,操作者使用吊车将旋翼轴零件安放于装载装置3的“u”型座3-1上,根据旋翼轴的长度调整其在工件装载装置的位置,将旋转装置1的定位柱1-3插入旋翼轴内部,利用销钉使旋转装置1与零件连接,实现零件可以随旋转装置而进行匀速转动,“u”型座2-1上设置聚四氟乙烯制成的滚轮2-2,使轴类零件可以稳定的在装置车上进行旋转;操作者使用铅胶带、聚乙烯布等材料对不需刷镀表面进行保护;在涂刷槽3-2中倒入电净溶液,将喷液管3-4对准旋翼轴需刷镀位置,打开刷镀电源3-1,设置电压10v,反接;打开旋转装置1,相对运动速度10m/min;打开循环泵,电净溶液从喷液管3-4中对准需刷镀位置进行循环喷射,手持镀笔3-6紧贴零件于溶液喷射位置,进行电净工步,时间15s;完成电净工步后对刷镀表面进行流动冷水洗,直至30s水膜连续性检查合格,更换活化溶液,重复上述步骤,刷镀电源3-1参数设置相同,时间为20s;完成活化工序后,流动冷水洗,更换涂刷槽3-2溶液为镀特殊镍溶液,刷镀电源3-1参数设置为电压10v,正接;时间20s,手持镀笔3-6紧贴零件于溶液喷射位置,进行镀特殊镍工步;完成镀特殊镍工步后,进行流动冷水洗,更换涂刷槽3-2溶液为镀低氢脆镉溶液,刷镀电源3-1参数设置为电压10v,正接,手持镀笔3-6紧贴零件于溶液喷射位置保持时间2.5min,即可达到镉层厚度(0.008~0.012)mm,后续进行流动冷水洗、拆除防护用品及吹干即可完成全部工序。
33.最后应该说明的是:以上实施例仅用以说明本实用新型的技术方案,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,可以轻易想到各种等效的修改或者替换,这些修改或者替换都应该涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。