1.本实用新型涉及注塑模具技术领域,特别涉及一种注塑模具二次滑块侧抽芯机构。
背景技术:
2.注塑模具是一种生产塑胶制品的模具,由动模和定模两部分组成,在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品;通过注塑模具能成型出形式多样的塑胶产品出来,塑胶制品具有外形美观、轻便耐用的特点,能够满足人们的各种需求,广泛应用于生活和工业场合中。
3.注塑模具上当所注塑成型的产品具有与开合模方向不同的倒扣时,通常采用侧抽芯机构来实现正常脱模。对于产品上一些简单的倒扣,常规的侧抽芯机构都能够满足正常脱模要求。然而对于如图1所示的塑胶产品来说,由于该产品上具有一管状部,且管状部的外周还具有一圈凸起,这种结构导致常规的侧向抽芯机构在脱模时会粘连滑块,拉伤产品,无法实现正常脱模。因此,有必要对现有技术予以改良以针对于上述产品实现正常脱模。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种注塑模具二次滑块侧抽芯机构,可针对于具有特殊倒扣的产品实现正常脱模,且不会对产品造成损伤,确保产品品质。
5.本实用新型为了解决其技术问题所采用的技术方案是:一种注塑模具二次滑块侧抽芯机构,包括:前模、后模、固定安装在所述前模上的前模芯、固定安装在所述后模上的后模芯以及侧抽芯机构,所述前模芯与所述后模芯相对布置并在其之间形成用于注塑成型产品的型腔;所述侧抽芯机构设置在所述型腔的一侧,包括滑动安装在所述后模上的第一滑块、第二滑块、滑块座以及驱动装置,所述第一滑块具有一伸入所述型腔内的第一成型端部,所述第二滑块的一端贯穿所述第一成型端部延伸至所述型腔内,并在所述第一滑块与所述第二滑块之间形成用于成型所述产品的管状部的成型腔,该成型腔围绕外周具有一环形凸起,所述第二滑块的另一端固定连接在所述滑块座上,所述滑块座滑动安装在所述后模上并与所述驱动装置连接,所述第一滑块的另一端设置有第一限位挡台,所述第二滑块由所述驱动装置驱动朝向外侧滑动通过所述滑块座抵置在所述第一限位挡台上并带动所述第一滑块进行抽芯。
6.作为本实用新型的进一步改进,所述第一滑块设置有与所述成型腔同轴的导向孔,所述导向孔自靠近所述成型腔的一端朝向其另一端直径逐渐增大,所述第二滑块具有一第二成型端部以及与所述第二成型端部一体连接的导向柱,所述导向柱滑动插设在所述导向孔内。
7.作为本实用新型的进一步改进,所述后模芯上固定安装有镶件,所述镶件上设置有定位凹槽,所述第二成型端部设置有与所述定位凹槽匹配的定位凸台,所述第二成型端部抵置在所述镶件一侧并使得所述定位凸台置于所述定位凹槽内。
8.作为本实用新型的进一步改进,所述第一滑块上还设置有第二限位挡台,所述第二滑块由所述驱动装置驱动朝向所述型腔滑动通过所述滑块座抵置在所述第二限位挡台上并带动所述第一滑块进行复位。
9.作为本实用新型的进一步改进,所述驱动装置为油缸,通过一连接板固定在所述后模上。
10.本实用新型的有益效果是:本实用新型提供一种注塑模具二次滑块侧抽芯机构,设置有第一滑块和第二滑块,第二滑块贯穿第一滑块并在其中间形成用于成型产品的管状部的成型腔,通过驱动装置先驱动第二滑块抽出产品后,再带动第一滑块强制脱模,能够实现正常脱离,且不会对产品造成损伤,确保产品品质;同时本技术通过一个动力源驱动装置,实现第一滑块和第二滑块的抽芯及复位动作,节省模具成本及占用空间,也大大提高了脱模效率。
附图说明
11.图1为本实用新型注塑模具所注塑成型的产品的结构示意图;
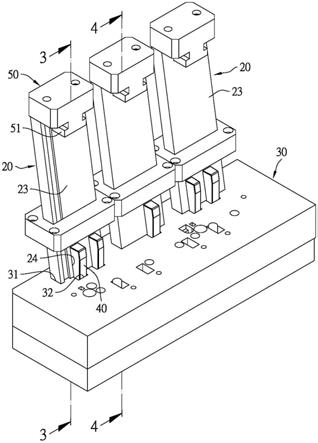
12.图2为本实用新型注塑模具二次滑块侧抽芯机构的结构示意图;
13.图3为本实用新型图2中a的放大图;
14.图4为本实用新型注塑模具的第二滑块侧抽芯开模状态结构示意图;
15.图5为本实用新型注塑模具完全开模状态的结构示意图。
16.结合附图,作以下说明:
17.1——前模;2——后模;
18.3——前模芯;4——后模芯;
19.5——产品;6——第一滑块;
20.601——第一限位挡台;602——导向孔;
21.603——第二限位挡台;7——第二滑块;
22.701——导向柱;702——定位凸台;
23.8——滑块座;9——驱动装置;
24.10——成型腔;11——镶件;
25.1101——定位凹槽;12——连接板。
具体实施方式
26.以下结合附图,对本实用新型的较佳实施例作详细说明。
27.参阅图2至图5,本实用新型提供一种注塑模具二次滑块侧抽芯机构,包括:前模1、后模2、固定安装在前模1上的前模芯3、固定安装在后模2上的后模芯4以及侧抽芯机构,前模芯3与后模芯4相对布置并在其之间形成用于注塑成型产品5的型腔。
28.侧抽芯机构设置在型腔的一侧,包括第一滑块6、第二滑块7、滑块座8以及驱动装置9,第一滑块6滑动安装在后模2上,第一滑块6具有一伸入型腔内的第一成型端部,第二滑块7的一端贯穿第一成型端部延伸至型腔内,并在第一滑块6与第二滑块7之间形成用于成型产品5的管状部的成型腔10,该成型腔10围绕外周具有一环形凸起。第二滑块7的另一端固定连接在滑块座8上,滑块座8滑动安装在后模2上,并通过一螺栓与驱动装置9的输出轴
固定连接。驱动装置9为油缸,通过一连接板12固定在后模2上。第一滑块6远离第一成型端部的另一端设置有第一限位挡台601,该第一限位挡台601与滑块座8相对设置并在其之间具有一定间距。第二滑块7由驱动装置9驱动朝向外侧滑动通过滑块座8抵置在第一限位挡台601上并带动第一滑块6进行抽芯。本技术采用该技术手段,先由油缸驱动第二滑块7抽出产品5后,再带动第一滑块6强制脱模,由于第二滑块7已从产品5内部完成抽芯,第一滑块6强制脱模时会使得产品5的管状部向内发生弹性形变,进而第一滑块6能够强制从产品5管状部的环形凸起滑出,实现将产品5的管状部倒扣脱离,脱模完成后产品5依靠自身弹性恢复,并不会对产品5造成损伤,确保产品品质。
29.参阅图4和图5,第一滑块6上还设置有第二限位挡台603,滑块座8位于第一限位挡台601和第二限位挡台603之间。在合模时,第二滑块7由驱动装置9驱动朝向型腔滑动通过滑块座8抵置在第二限位挡台603上并带动第一滑块6进行复位。本技术通过一个动力源即驱动装置9,实现第一滑块6和第二滑块7的抽芯及复位动作,节省模具成本及占用空间,同时脱模效率也大大提高。
30.其中,第一滑块6设置有与成型腔10同轴的导向孔602,导向孔602自靠近成型腔10的一端朝向其另一端直径逐渐增大,第二滑块7具有一第二成型端部以及与第二成型端部一体连接的导向柱701,导向柱701的尺寸匹配于导向孔602,导向柱701滑动插设在导向孔602内,用以提高第二滑块7与第一滑块6之间相对滑动的稳定性。后模芯4上固定安装有镶件11,镶件11上设置有定位凹槽1101,第二成型端部设置有与定位凹槽1101匹配的定位凸台702,第二成型端部抵置在镶件11一侧并使得定位凸台702置于定位凹槽1101内。通过定位凸台702与定位凹槽1101的配合,有效防止第二滑块7出现晃动,提高合模时的可靠性。
31.本实施例开合模过程为:在产品5注塑成型后,前模1相对后模2打开,驱动装置9驱动滑块座8拉动第二滑块7相对第一滑块6朝向外侧滑动,将第二滑块7的第二成型端部从产品5的管状部抽出,直至滑块座8抵置在第一限位挡台601上后,在驱动装置9的驱动下同步带动第一滑块6朝向外侧滑动脱离产品5,完成脱模,取出产品5;在合模过程中,驱动装置9驱动滑块座8推动第二滑块7朝向型腔滑动,通过滑块座8抵置在第二限位挡台603上再带动第一滑块6进行复位,前模1再相对后模2进行合模。
32.由此可见,本实用新型一种注塑模具二次滑块侧抽芯机构,设置有第一滑块和第二滑块,第二滑块贯穿第一滑块并在其中间形成用于成型产品的管状部的成型腔,通过驱动装置先驱动第二滑块抽出产品后,再带动第一滑块强制脱模,能够实现正常脱离,且不会对产品造成损伤,确保产品品质;同时本技术通过一个动力源驱动装置,实现第一滑块和第二滑块的抽芯及复位动作,节省模具成本及占用空间,也大大提高了脱模效率。
33.在以上的描述中阐述了很多具体细节以便于充分理解本实用新型。但是以上描述仅是本实用新型的较佳实施例而已,本实用新型能够以很多不同于在此描述的其它方式来实施,因此本实用新型不受上面公开的具体实施的限制。同时任何熟悉本领域技术人员在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的方法和技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本实用新型技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。