1.本实用新型属于树脂浇注体试验方法技术领域,具体涉及一种树脂浇注体模具。
背景技术:
2.树脂具有不同的性能,包含拉伸强度、拉伸模量等,其拉伸性能是评判树脂的一个重要指标,因此需对生产的树脂进行拉伸性能检测。检测其拉伸性能时,必须将其制备成特定条状样式,试验方法参考gb/t 2567-2008。目前,国内许多厂家大多采用两块平板,两块平板上下叠加放置,形成三边密封的型腔,四周用螺栓紧固,在型腔中注入所需树脂浇注体,最后形成固体条状物。但是该方法步骤繁琐,且剪裁过程中,样品尺寸不易控制,需要打磨等缺陷。
3.有人对树脂浇注体模具进行了改进,如专利cn103158221a公开了一种树脂浇注体加工模具,由至少两个双十字组件构成,所述双十字组件包括两个短梁和一个通梁,所述短梁的长度是所制备浇注体厚度的两倍加上通梁的宽度,两个所述短梁之间的间距是所制备浇注体的长度加上所述短梁的宽度,所述通梁的厚度是所制备浇注体的宽度。专利cn201573312u公开了一种树脂浇注拉伸模具,包含上半模具和下半模具,所说的上半模具为一块平板,平板厚度与所欲制备的树脂浇注体拉伸样条的厚度一致,平板四个拐角处各有一个贯穿平板的圆柱形通孔,即上半模具圆柱形通孔,四个上半模具圆柱形通孔对称分布,平板上四个上半模具圆柱形通孔之间均匀、平行分布着五条贯穿平板的哑铃形通槽,哑铃形通槽的长、宽等尺寸与所欲制备的树脂浇注体拉伸样条的尺寸一致,所说的下半模具为一块平板,平板长、宽与上半模具平板完全相同,平板四个拐角处各有一个贯穿平板的圆柱形通孔,即下半模具圆柱形通孔,四个下半模具圆柱形通孔对称分布,且在平板上的位置与上半模具圆柱形通孔在上半模具上的位置相同,使用时,将上半模具和下半模具叠加,保持上半模具圆柱形通孔和下半模具圆柱形通孔对齐,利用螺栓固定即可用于树脂浇注体拉伸样条的制备。
4.上述模具虽然避免了样品的大面积裁剪的问题,但得到的样条仍然需要大面积打磨,并且样条不易脱模,工作效率低,劳动强度大,同时脱模过程中样条易断,还无法有效控制样条的精度保证试验的准确性。
技术实现要素:
5.本实用新型所要解决的技术问题是克服现有技术的不足提供一种工作效率高的树脂浇注体模具,同时采用该树脂浇注体模具还能更好的保证试验的准确性。
6.为解决以上技术问题,本实用新型采用如下技术方案:
7.一种树脂浇注体模具,包括具有浇注凹槽的模具本体,所述模具本体的对应所述浇注凹槽的槽底部的位置设置贯穿所述槽底部和所述模具本体的下表面的通道,所述浇注凹槽内设有能够沿竖直方向活动的升降机构,所述树脂浇注体模具还包括与所述模具本体的下部连接且内部具有密闭空腔的基座及用于向所述密闭空腔内输送气体的注气机构,所
述密闭空腔与所述通道连通,通过所述注气机构向所述密闭空腔内输送气体,进而驱动所述升降机构在所述浇注凹槽内活动。
8.进一步地,当所述树脂浇注体需要脱模时,通过所述注气机构向所述密闭空腔内注入气体,驱动所述升降机构沿竖直方向向上运动,进而推动所述树脂浇注体向上运动脱离所述浇注凹槽;当所述树脂浇注体脱离所述浇注凹槽,气体外泄,所述升降机构在自身重力下向下运动。
9.根据本实用新型的一些实施方面,所述注气机构包括注气机及连接在所述注气机和基座之间的输气管,所述基座上设置连通所述密闭空腔的进气口,所述输气管的两端分别与所述进气口和注气机连接。
10.进一步地,所述注气机构还包括设置在所述进气口处或输气管上的注气阀,所述树脂浇注体模具还包括分别与所述注气阀和注气机电连接的控制系统,所述控制系统用于控制所述注气阀、注气机的工作;和/或,所述控制系统还可用于控制所述树脂浇注体的脱模时间,使所述树脂浇注体按照设定的脱模时间脱模。
11.根据本实用新型的一些实施方面,所述树脂浇注体模具还包括设置在所述模具本体上的万象水平仪,所述基座的底部沿其周向设置有多个用于调节所述基座高度的调节螺栓。
12.在一些优选且具体实施方式中,所述万象水平仪设置在所述模具本体的上表面。
13.根据本实用新型的一些实施方面,所述通道沿竖直方向延伸设置,所述升降机构包括位于所述浇注凹槽内且能够在所述浇注凹槽内沿竖直方向活动的升降板及上端部与所述升降板的下表面固定连接且下端部插设在所述通道内的升降柱,气体推动所述升降板在所述浇注凹槽内向上运动,进而带动所述升降柱在所述通道内沿竖直方向向上运动。
14.在一些具体实施方式中,所述模具本体包括上下依次设置的上模体和下模体,所述浇注凹槽开设在所述上模体和下模体上,所述通道设置在所述下模体上,当浇注树脂时,所述升降板位于所述下模体的浇注凹槽内,且所述升降板的上表面与所述上模体的下表面齐平。
15.所述上模体、下模体之间可固定连接或拆卸连接,如焊接、螺栓连接或其他连接方式。
16.在一些具体实施方式中,所述升降板的横截面的形状与所述浇注凹槽的横截面的形状相配合;和/或,所述升降板的横截面积小于所述浇注凹槽的横截面积。
17.根据本实用新型的一些实施方面,所述浇注凹槽的槽壁设置有脱模层,便于脱模。
18.根据本实用新型的一些实施方面,所述浇注凹槽设置多个,各所述浇注凹槽对应设置一个所述通道,所有所述通道均与所述密闭空腔连通。
19.根据本实用新型的一些实施方面,所述通道的横截面积小于所述浇注凹槽的横截面积。
20.由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
21.本实用新型的树脂浇注体模具脱模时,通过注气机构向密闭空腔内输送气体,进而驱动升降机构在浇注凹槽内活动,从而使得树脂浇注体脱离浇注凹槽,实现脱模操作,脱模效率大大提高,且使用该树脂浇注体模具制备的树脂浇注体需打磨的地方少,大大降低试验人员的劳动强度,同时尺寸更加精准,更能保证测试精度。
附图说明
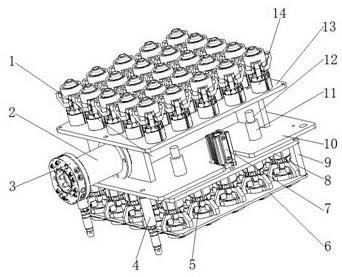
22.图1为本实用新型的一个实施例的树脂浇注体模具的剖视结构示意图;
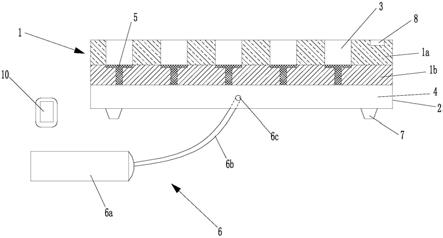
23.图2为本实用新型的一个实施例的树脂浇注体模具的升降机构的放大结构示意图;
24.图3为本实用新型的一个实施例的树脂浇注体模具的模具本体的俯视结构示意图;
25.图4为本实用新型的一个实施例的树脂浇注体模具的下模体的剖视结构示意图;
26.图中:1、模具本体;1a、上模体;1b、下模体;2、基座;3、浇注凹槽;4、密闭空腔;5、升降机构;5a、升降板;5b、升降柱;6、注气机构;6a、注气机;6b、输气管;6c、注气阀;7、调节螺栓;8、万象水平仪;9、通道;10、控制系统。
具体实施方式
27.以下结合说明书附图及具体实施例对本实用新型做进一步描述:
28.如图1~4所示的树脂浇注体模具,包括具有多个浇注凹槽3的模具本体1,模具本体1的对应各浇注凹槽3的槽底部的位置分别沿竖直方向设置的贯穿槽底部和模具本体1的下表面的通道9,各浇注凹槽3内分别设有能够沿竖直方向活动的升降机构5,该树脂浇注体模具还包括与模具本体1的下部连接且内部具有密闭空腔4的基座2及用于向密闭空腔4内输送气体的注气机构6,密闭空腔4与所有通道连通,通过注气机构6向密闭空腔4内输送气体,进而驱动升降机构5在浇注凹槽3内活动。
29.如图2所示,本例的升降机构5包括位于浇注凹槽3内且能够在浇注凹槽3内沿竖直方向活动的升降板5a及上端部与升降板5a的下表面固定连接且下端部插设在通道9内的升降柱5b,气体推动升降板5a在浇注凹槽3内向上运动,进而带动升降柱5b在通道9内向上运动。参见图3~4,模具本体1包括上下依次设置的上模体1a和下模体1b,浇注凹槽3开设在上模体1a和下模体1b上,通道9设置在下模体1b上,当浇注树脂时,升降板5a位于下模体1b的浇注凹槽3内,且升降板5a的上表面与上模体1a的下表面齐平。
30.上模体1a、下模体1b可以是一体成型设置,也可以是上模体1a的下表面和下模体1b的上表面焊接固定形成一整体,如此上模体1a上的槽则为浇注通槽与下模体1b上的槽共同形成浇注凹槽。上模体1a、下模体1b的材质分别为金属材质,浇注凹槽3的槽壁设置有脱模层,使之与树脂浇注体无粘结,便于树脂浇注体的脱模。
31.通道9的横截面积小于浇注凹槽3的横截面积,升降板5a的横截面形状与浇注凹槽3的横截面形状相配合,使得浇注凹槽3内含有树脂浇注体且向密闭空腔4内通气时,升降板5a与下模体1b上的槽底表面配合,保压。
32.本例中,注气机构6包括注气机6a及连接在注气机6a和基座2之间的输气管6b,基座2上设置连通密闭空腔4的进气口,输气管6b的两端分别与注气机6a和进气口连通,该注气机构6还包括设置在进气口处的注气阀6c,注气阀6c通过螺纹和密封胶连接在进气口,注气阀6c可更换不同的型号,满足工作要求;注气机6a如可采用空气压缩机,可调节注气时间和注气量,外侧面具有数显面板。
33.该树脂浇注体模具还包括分别与注气阀6c和注气机6a电连接的控制系统10,控制系统10用于控制注气阀6c、注气机6a的工作,该控制系统10还可用于控制树脂浇注体的脱
模时间,使树脂浇注体按照设定的脱模时间脱模,控制系统10可远程控制。
34.该树脂浇注体模具还包括设置在模具本体1的上表面的万象水平仪8,万象水平仪8与模具本体1可同步偏向、倾斜,精准实时反映模具本体1的水平情况,基座2的底部沿其周向设置有多个用于调节基座2高度的调节螺栓7,多个调节螺栓7均匀分布在基座2的底部,试验人员可通过顺逆时针旋转从而调节模具的水平度,通过观察万象水平仪8的变化,将模具调节至试验人员所需相对水平位置。
35.通过上述设置的树脂浇注体模具,可在试验人员浇注树脂后自动按照设定时间脱模,并可按不同时间,脱多个模具。提高树脂浇注体在今后测量时的各项力学精度、试验效率,降低试验人员的劳动强度。
36.上述树脂浇注体模具制备树脂浇注体的方法,包括以下步骤:
37.(1)查看万象水平仪8,观察模具是否水平,若有倾斜,调整调节螺栓7,直至模具水平;
38.(2)待将模具调整至水平后,向浇注凹槽3内浇注树脂,待液面与模具本体1的上表面齐平,浇注完毕;
39.(3)试验人员选择控制系统10中的模具款式,根据其对应的参数,选择设定脱模时升降机构5所需的顶升力,确保树脂脱模时不被损坏;同时根据树脂的类别,确定固化时间,从而在控制系统10中设定脱模时间;
40.(4)当脱模时,控制系统10根据设定信息,向注气机6a发送注气指令,注气阀6a工作,将压缩气体注入基座2的密闭空腔4内,当达到一定工作压力后,升降机构5进行单向活塞运动,向上运动,推动树脂浇注体向上运动,使树脂浇注体脱离浇注凹槽3。当树脂浇注体被顶起脱模的同时,根据控制系统10对注气机6a设定的注气量,将不再对基座2的密闭空腔4注气提供气压。当试验人员取走树脂浇注体后,压力反馈至控制系统10,控制注气阀6c打开,向外界自然泄压,升降机构5在自身重力下,向下运动,回至初始阶段。至此,整个树脂浇注体制备脱模工艺完成。
41.本实施例中,上模体1a和下模体1b之间的焊接。注气机6a和控制系统10针对一个模具,但本发明不局限于此,上模体1a和下模体1b之间的连接可以一螺栓连接或其它固定的形式,方便两者之间的固定与拆卸用以满足不同树脂浇注体的制作。同时,控制系统10也可以控制注气机6a通过注气阀6c,向多个模具进行注气工艺,从而满足不同时间段完成多套模具脱模。
42.在其他实施例中,模具可通过改变不同浇注凹槽3的样式以满足试验人员所需各类树脂浇注体。
43.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。