1.本发明涉及煤化工气化炉领域,具体涉及气化炉煤粉枪找正方法。
背景技术:
2.气化炉作为煤化工领域气化炉的一个核心设备,四个煤粉枪对称布置在气化炉外壳上,煤粉枪以一定的角度围绕气化室中心作切圆燃烧。煤粉枪的工作工况比较恶劣,每个烧嘴每天要喷出的煤粉约为500t,四个煤粉烧嘴结构一旦找正不准确,将直接影响煤粉枪的偏转角度,从而不能切圆燃烧,影响到火焰燃烧的均匀度,降低碳转化率。某些工况下,由于煤粉枪的偏烧,会加剧煤粉枪的磨损,从而影响整个气化炉的长周期运行。
3.传统煤粉枪是通过理论计算来找正的,但是由于制造和安装的累计误差,计算出来的结果和实际会有较大的偏差,当按照计算结果在法兰盖板上开孔、烧嘴法兰和法兰盖板焊接后,煤粉枪安装在烧嘴法兰上时,无法保证四个煤粉枪正确的安装角度,从而不能切圆燃烧,只能返工再加工,费时费力。
技术实现要素:
4.本发明所要解决的技术问题是:将提供一种能保证四个煤粉枪以正确的切圆角度安装以便使四个煤粉枪能切圆燃烧的气化炉煤粉枪找正方法。
5.为了解决上述问题,本发明所采用的技术方案为:气化炉煤粉枪找正方法,其特征在于:方法步骤如下:(1)准备找正模板,找正模板的结构包括:中间板,在中间板的前后左右四个方向上均设置有一块用于与气化炉的水冷壁筒体内壁相连接的连接板,在中间板的左前方、右前方、左后方、右后方上均设置有一块桥架板,在每个桥架板的外端上设置有一块用于伸入至水冷壁筒体上的烧嘴罩中的打样板;(2)将气化炉的水冷壁筒体立起放平,然后将找正模板水平着临时固定于水冷壁筒体中,找正模板的四个连接板外端分别与水冷壁筒体内侧相固定,找正模板的四个打样板分别插入至水冷壁筒体上的四个烧嘴罩中,并且分别位于四个烧嘴罩轴线的下方,找正模板低于烧嘴罩中心所在的平面;(3)水冷壁筒体在制造时留有四个象限点,分别为位于前方的0度象限点、位于后方的180度象限点、位于左边的270度象限点、位于右边的90度象限点,对0度象限点和180度象限点进行连线,对90度象限点和270度象限点进行连线,两根连线的交点投影打样于找正模板的中间板上,所得的样冲点为o1点;(4)水冷壁筒体上的四个烧嘴罩分别对角拉线,所拉的两根拉线的端部分别连于所对应的烧嘴罩的中心上,两根拉线的交点投影打样于找正模板的中间板上,所得的样冲点为o2点;(5)在o1点和o2点连线的中点上打样,得到样冲点为o3点;以o3点为圆心画出四个煤粉枪需要切圆燃烧的假想圆,假想圆的直径与四个煤粉枪需要切的圆的直径相等;
(6)将四个烧嘴罩上的供煤粉枪内端中心通过的外侧最小管圈的中心旋转点分别投影打样于所对应的打样板上,得到四个b点,接着通过穿过b点的切线与假想圆相切找到与四个b点相对应的四个切点a;(7)将水冷壁筒体带着找正模板装入至气化炉的外壳筒体中,然后将找正模板与水冷壁筒体相脱离,并通过等高块垫高至与外壳筒体上的法兰盖板的中心等高,然后对各个相对应的a点和b点连线,并且将连线延长至与法兰盖板相交,从而在法兰盖板上得到用于定位煤粉枪的通孔的开孔点c;(8)将法兰盖板从外壳筒体上拆下,在法兰盖板的开孔点c上开小孔,小孔倾斜的角度等于理论上煤粉枪切圆燃烧时需要倾斜的角度;(9)将烧嘴法兰焊接于法兰盖板上,焊接完后将烧嘴法兰和法兰盖板的开孔同轴着进行扩孔精加工,然后在安装于外壳筒体上,最后将四个煤粉枪分别安装于所对应的烧嘴法兰上。
6.进一步的,前述的气化炉煤粉枪找正方法,其中:步骤2中,找正模板低于烧嘴罩中心所在的平面18~22mm。
7.进一步的,前述的气化炉煤粉枪找正方法,其中:步骤7中,将水冷壁筒体带着找正模板装入至气化炉的外壳筒体中,保证水冷壁筒体和外壳筒体同心度控制在5mm以内、上下平面度允许偏差
±
3mm、外壳筒体上的法兰盖板接管管座和水冷壁筒体上的相对应的烧嘴罩的轴线重合。
8.进一步的,前述的气化炉煤粉枪找正方法,其中:找正模板上的四个连接板的外端均设置成能与水冷壁筒体内壁相配合的弧形。
9.本发明的优点为:所述的气化炉煤粉枪找正方法能够快捷地在法兰盖板上找到初始开孔位置,避免了由于制造及安装误差导致计算出现的较大偏差,从而保证四个煤粉枪安装后能够按照设计的假想圆切圆燃烧,稳定运行,确保燃烧时碳转化率达到99%。
附图说明
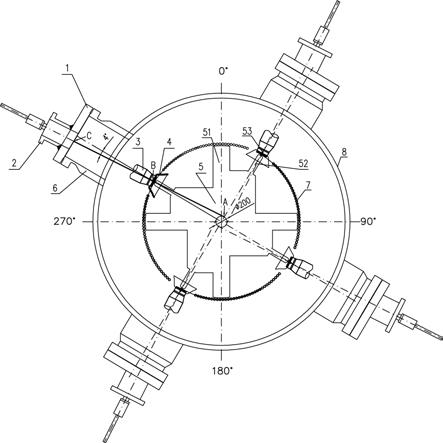
10.图1为本发明所述的气化炉中的水冷壁筒体和外壳筒体的结构示意图。
具体实施方式
11.下面结合具体实施例和附图对本发明作进一步的详细描述。
12.如图1所示,气化炉煤粉枪找正方法,方法步骤如下:(1)准备找正模板,找正模板的结构包括:中间板5,在中间板5的前后左右四个方向上均设置有一块用于与气化炉的水冷壁筒体7内壁相连接的连接板51,四个连接板51的外端均设置成能与水冷壁筒体7内壁相配合的弧形,在中间板5的左前方、右前方、左后方、右后方上均设置有一块桥架板52,在每个桥架板52的外端上设置有一块用于伸入至水冷壁筒体7上的烧嘴罩4中的打样板53;(2)将气化炉的水冷壁筒体7立起放平,然后将找正模板水平着临时固定于水冷壁筒体7中,找正模板的四个连接板51外端分别与水冷壁筒体7内侧相固定,找正模板的四个打样板53分别插入至水冷壁筒体7上的四个烧嘴罩4中,并且分别位于四个烧嘴罩4轴线的下方,找正模板低于烧嘴罩4中心所在的平面20mm;
(3)水冷壁筒体7在制造时留有四个象限点,分别为位于前方的0度象限点、位于后方的180度象限点、位于左边的270度象限点、位于右边的90度象限点,对0度象限点和180度象限点进行连线,对90度象限点和270度象限点进行连线,两根连线的交点投影打样于找正模板的中间板5上,所得的样冲点为o1点;(4)水冷壁筒体7上的四个烧嘴罩4分别对角拉线,所拉的两根拉线的端部分别连于所对应的烧嘴罩4的中心上,两根拉线的交点投影打样于找正模板的中间板5上,所得的样冲点为o2点;(5)在o1点和o2点连线的中点上打样,得到样冲点为o3点;以o3点为圆心画出四个煤粉枪需要切圆燃烧的假想圆φ200,假想圆的直径与四个煤粉枪3需要切的圆的直径相等;(6)将四个烧嘴罩4上的供煤粉枪3内端中心通过的外侧最小管圈的中心旋转点分别投影打样于所对应的打样板上,得到四个b点,接着通过穿过b点的切线与假想圆相切找到与四个b点相对应的四个切点a;(7)将水冷壁筒体7带着找正模板装入至气化炉的外壳筒体8中,保证水冷壁筒体7和外壳筒体8同心度控制在5mm以内、上下平面度允许偏差
±
3mm、外壳筒体8上的法兰盖板接管管座6和水冷壁筒体7上的相对应的烧嘴罩4的轴线重合;然后将找正模板与水冷壁筒体7相脱离,并通过等高块垫高至与外壳筒体8上的法兰盖板1的中心等高,然后对各个相对应的a点和b点连线,并且将连线延长至与法兰盖板1相交,从而在法兰盖板1上得到用于定位煤粉枪3的通孔的开孔点c;(8)将法兰盖板1从外壳筒体8上拆下,在法兰盖板1的开孔点c上开小孔,小孔倾斜的角度等于理论上煤粉枪切圆燃烧时需要倾斜的角度4
°
;(9)将烧嘴法兰2焊接于法兰盖板1上,焊接完后将烧嘴法兰2和法兰盖板1的开孔同轴着进行扩孔精加工,然后在安装于外壳筒体8上,最后将四个煤粉枪3安分别装于所对应的烧嘴法兰2上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
