1.本发明属于卷烟物流配送自动化设备技术领域,特别涉及一种订单烟条凸轮自动码垛装置及其码垛方法。
背景技术:
2.随着我国卷烟现代流通机制的建立,商品配送成为了新常态。建设了物流配送中心的卷烟现代流通机制,实现了物流业务的高效率,也实现了物流成本的有效降低。
3.卷烟物流配送中心为一个大系统,致力于为卷烟销售零售网络提供商品供给服务,它包括卷烟商品的集货、运输、码垛、信息化、入库、存储、订单处理、出库、补货输送、拆箱、分拣、包装、缓存、装车、配送运输、交货等一系列的服务业务。其中,运输、仓储、分拣、包装、配送作业占了据大部分的成本。通过这些年的建设与发展,我国卷烟商品的现代流通体系已经基本建立,促进了卷烟产业的健康发展。
4.但是,依然有一些工序问题,还需要进一步得到科学、合理的解决,例如卷烟配送中心的订单包件问题,一直以来,采用热缩膜包装技术,其缺点是能耗高、成本高、不环保。
5.目前各个厂家正在开发节能型保证系统,例如卷烟配送订单多规格纸箱装箱技术中,为了省去热缩膜包装工艺,烟条堆垛成为了难题,怎样将多个烟条码垛成方形垛是技术方案要解决的问题。
技术实现要素:
6.鉴于背景技术所存在的技术问题,本发明所提供的订单烟条凸轮自动码垛装置及其码垛方法,为了达到节能环保目的,为卷烟配送订单多规格纸箱装箱技术提供了一种码垛装置,可将多个烟条码垛成方形堆垛,便于后续的装箱封装。另外,本装置作业效率高,可实现流水作业。
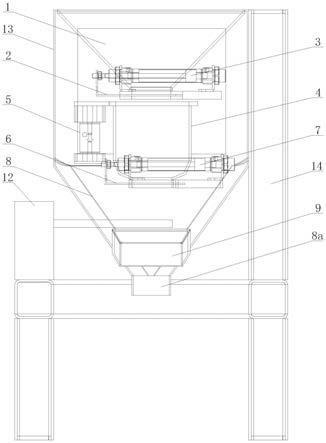
7.为了解决上述技术问题,本发明采取了如下技术方案来实现:一种订单烟条凸轮自动码垛装置,包括开合架总成和变速传动箱,开合架总成用于隔挡烟条,变速传动箱两侧均设有输出轴,两个输出轴分别与条垛举升装置驱动凸轮和开合架驱动凸轮同轴连接;条垛举升装置驱动凸轮用于举升条垛举升装置,条垛举升装置与条垛举升装置复位弹簧连接;开合架驱动凸轮用于举升开合架总成,开合架总成与开合架复位弹簧连接。
8.优选的方案中,所述的条垛举升装置驱动凸轮下方设有条垛举升装置接油盘。
9.优选的方案中,所述的变速传动箱 安装在自动码垛装置机架上,条垛举升装置复位弹簧一端通过支撑梁固定在自动码垛装置机架上,开合架复位弹簧一端通过支撑梁固定在自动码垛装置机架上。
10.优选的方案中,所述的订单烟条凸轮自动码垛装置的码垛方法,包括以下步骤:步骤一:码垛前先确定每层烟条的个数,将每层烟条的数量设定为a,烟条总数为n,码垛时烟条垛最上层的烟条个数为n除以a的余数,所述的余数用b表示;每个烟条垛最大
烟条数量为c;步骤二:利用输送机先将数量为b的烟条运输至码垛仓,再陆续将数量为a的烟条输送至码垛仓;当n大于c时,分多个烟条垛进行码垛;步骤三:开合架驱动凸轮转动带动开合架总成升起,开合架复位弹簧拉伸,码垛仓开启;步骤四:数量为b的烟条进入码垛仓时,开合架总成下放并隔挡烟条,开合架驱动凸轮处于低位,条垛举升装置驱动凸轮转至高位,条垛举升装置动作并将顶层烟条向上托举,条垛举升装置复位弹簧拉伸;步骤五:当数量为a的烟条进入码垛仓时,开合机构带动举升板收回,条垛举升装置驱动凸轮转至低位;开合架总成下放并隔挡烟条,开合架驱动凸轮处于低位,开合机构带动举升板伸长,条垛举升装置驱动凸轮转至高位,条垛举升装置动作并将一层烟条向上托举,条垛举升装置复位弹簧拉伸;步骤六:重复步骤四和步骤五,完成一个烟条垛的码垛操作。
11.优选的方案中,所述的烟条垛首层为订单烟条总数被5整除的余数,即b≦5条,余下层逐层为5条,即a=5条,烟条垛层数最多为5层,每个订单包件的标准烟条的最大量为5
×
5=25条,即c=25;码垛前首先利用订单烟条加速分离输送机输送订单被5整除的余数进入码垛仓,然后按每次5条的数量输送入码垛仓;当订单烟条数量小于25条,系统设计码成一个包件;当订单烟条数量多于25条且小于30条时,计算机系统根据包件码垛的需要拆分成等分的两个包件;当订单烟条大于30条时,则按每包件25条拆成多个包件。
12.本专利可达到以下有益效果:为了达到节能环保目的,为卷烟配送订单多规格纸箱装箱技术提供了一种码垛装置,可将多个烟条码垛成方形堆垛,便于后续的装箱封装。另外,本装置作业效率高,可实现流水作业。
附图说明
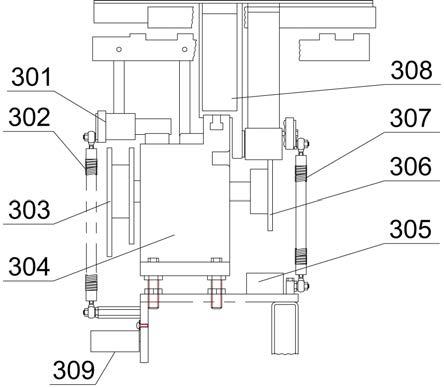
13.下面结合附图和实施例对本发明作进一步说明:图1为本发明主视图;图2为本发明开合机构与举升板连接图;图3为本发明码垛原理图图一;图4为本发明码垛原理图图二(俯视烟条垛的效果图)。
14.图中:条垛举升装置301;条垛举升装置复位弹簧302;条垛举升装置驱动凸轮303;变速传动箱304;开合架底接油盘305;开合架驱动凸轮306;开合架复位弹簧307;开合架总成308;条垛举升装置接油盘309;举升板301.1;开合机构301.2;烟条19。
具体实施方式
15.优选的方案如图1至图4所示,一种订单烟条凸轮自动码垛装置,包括开合架总成308和变速传动箱304,开合架总成308用于隔挡烟条,变速传动箱304两侧均设有输出轴,两个输出轴分别与条垛举升装置驱动凸轮303和开合架驱动凸轮306同轴连接;条垛举升装置驱动凸轮303用于举升条垛举升装置301,条垛举升装置301与条垛举升装置复位弹簧302连
接;开合架驱动凸轮306用于举升开合架总成308,开合架总成308与开合架复位弹簧307连接。
16.开合架驱动凸轮306转动带动开合架总成308升起,开合架复位弹簧307拉伸,码垛仓开启,条垛举升装置301包括举升板301.1,举升板301.1由开合机构301.2驱动左右移动,开合机构301.2由条垛举升装置驱动凸轮303驱动上下移动。开合机构301.2可选择凸轮机构,本专利的开合架总成308主要用于控制当烟条垛成形过程中,一层数量的烟条进入后,开合架总成308下放并隔挡烟条,相当于挡板作用,当条垛举升装置驱动凸轮303处于高位时,开合架驱动凸轮306处于低位,开合架总成308关闭,阻断烟条进入烟条码垛仓。例如烟条垛码垛成5
×
5的烟条垛时,烟条码垛仓内最多一次进入5条烟条,进入码垛仓后,条垛举升装置驱动凸轮303作用,条垛举升装置301向上托举一次,此时开合架总成308闭合状态。然后开合架总成308开启,下一个5条烟条通过运输皮带继续进入码垛仓,条垛举升装置301再被顶起来,重复上述动作。
17.例如进入码垛仓的订单烟条的数量,首层为订单烟条总数被5整除的余数,即≦5条,余下层逐层为5条,层数最多为5层,即每个订单包件的标准烟条的最大量为5
×
5=25条;首先订单烟条加速分离输送机输送订单被5整除的零头进入码垛仓,然后按每次5条的数量输送入码垛仓;如果订单烟条数量小于25条,系统设计码成一个包件;当订单烟条数量多于25条且小于30条时,计算机系统会根据包件码垛的需要拆分成等分的两个包件;如果订单烟条大于30条,则按每包件25条拆成多个包件;订单烟条加速分离输送机加速按每个订单有序地向码垛仓输送烟条;每层输送小于等于5条,条垛举升装置驱动凸轮303转至高位,条垛举升装置301动作,条垛举升装置复位弹簧302拉伸,逐层向上顶升码垛;变速传动箱304协调开合架驱动凸轮306、条垛举升装置驱动凸轮303之间的动作关系;条垛举升装置复位弹簧302待条垛举升装置完成一个作业循环后,复位;开合架底接油盘305位于开合架总成308的下方,作用是接开合架总成308及开合架驱动凸轮306等机构的润滑油脂;开合架复位弹簧307;条垛举升装置接油盘309位于条垛举升装置301的下方,作用是接条垛举升装置301和条垛举升装置驱动凸轮303等机构的润滑油脂。如此循环,直至每个订单订单包件烟条垛形成。
18.进一步地,条垛举升装置驱动凸轮303下方设有条垛举升装置接油盘309。用于收集滴落的润滑油脂。
19.进一步地,变速传动箱304 安装在自动码垛装置机架上,条垛举升装置复位弹簧302一端通过支撑梁固定在自动码垛装置机架上,开合架复位弹簧307一端通过支撑梁固定在自动码垛装置机架上。
20.整个装置的工作原理举例说明如下:卷烟订单包件垛的形成。卷烟分拣线分拣出来的订单烟条输送到达订单烟条加速分离输送机,根据计算机上位系统下达的订单构成数据指令加速定量、有序地向码垛仓输送烟条;进入码垛仓的订单烟条的数量,首层为订单烟条总数被5整除的余数,即≦5条,余下层逐层为5条,层数最多为5层,即每个订单包件的标准烟条的最大量为5
×
5=25条;首先输送订单被5整除的零头进入码垛仓,然后按每次5条的数量输送入码垛仓;凸轮码垛机构起作用,码垛仓开启,订单烟条逐次输送进入码垛仓,码垛凸轮升起,码垛仓内的烟条按层顶起来,下层码垛仓开启,等待订单烟条快速输入,如此循环,历经一个订单订单构成数据
所需的全部码垛层,订单包件烟条垛形成。
21.上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。