1.本发明属于纱线生产工艺技术领域,具体地说,本发明涉及一种整经纱线张力控制方法。
背景技术:
2.整经机是将一束经线均布在转鼓上,然后再传递给织布机。在加工过程需要纱线快速准确的进行传送,纱线在传送过程中,需通过在纱线传递路线上设置的张力控制器来控制纱线的张力。现有的张力控制器主要是由导柱和设置在导柱上的压块组成,由压块对纱线施加向下的压力。在纱线快速传送过程中,压块跳动幅度比较大,纱线张力控制效果较差,会影响整经的效果,而且还容易出现断纱的情况。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提供一种整经纱线张力控制方法,目的是提高整经效果。
4.为了实现上述目的,本发明采取的技术方案为:整经纱线张力控制方法,采用纱线张力控制器,包括步骤:
5.s1、纱线依次经过纱线张力控制器的捻纱装置、储纬器和电磁张力控制装置;
6.s2、张力监测模块检测进入储纬器的纱线的张力,并将检测结果传递至控制系统,控制系统将张力监测模块的检测结果与系统预设的张力设定值进行比较,并控制电磁张力控制装置调节纱线张力。
7.所述电磁张力控制装置包括调节座、设置于调节座上且为相对布置的两个张力控制片和用于调节两个张力控制片之间的间隙的电磁铁。
8.所述两个张力控制片中,其中一个张力控制片为可旋转的设置于所述调节座上且所述电磁铁与该张力控制片连接,另一个张力控制片为固定设置在调节座上。
9.所述电磁张力控制装置设置两个。
10.所述储纬器包括外壳体、设置于外壳体内的驱动电机和与驱动电机连接的储纱鼓,所述张力监测模块设置于外壳体上,驱动电机的转速为1500r/min。
11.所述捻纱装置包括固定筒、可移动的设置于固定筒中的捻纱筒和设置于捻纱筒的内腔体中的钢球,捻纱筒的中心处设置让纱线穿过的穿线孔,钢球位于穿线孔中。
12.所述捻纱筒设置多个且所有捻纱筒为沿所述固定筒的轴向依次布置,在所述步骤s1中,纱线依次从各个捻纱筒的穿线孔中穿过。
13.本发明的整经纱线张力控制方法,采用专用的纱线张力控制器,通过储纬器和电磁张力控制装置,可以实现整经机纱线张力的有效控制,保证整经效果;而且通过设置捻纱装置,将捻纱装置与储纬器集成一体,可以节省捻纱工序。
附图说明
14.本说明书包括以下附图,所示内容分别是:
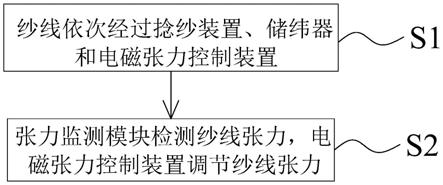
15.图1是本发明整经纱线张力控制方法的流程示意图;
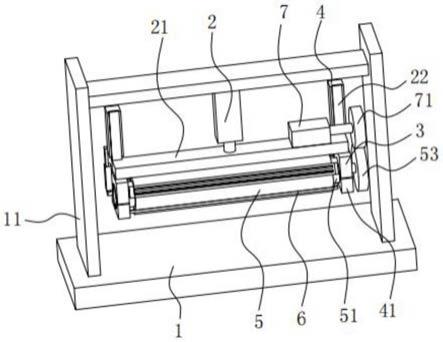
16.图2是整经机纱线张力器的结构示意图;
17.图3是电磁张力控制装置的结构示意图;
18.图4是捻纱装置内部结构示意图;
19.图中标记为:1、外壳体;2、连接杆;3、储纱鼓;4、驱动电机;5、张力控制片;6、电磁铁;7、调节座;8、固定筒;9、捻纱筒;10、钢球。
具体实施方式
20.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
21.如图1所示,本发明提供了一种整经纱线张力控制方法,采用纱线张力控制器,包括如下的步骤:
22.s1、纱线依次经过纱线张力控制器的捻纱装置、储纬器和电磁张力控制装置;
23.s2、张力监测模块检测进入储纬器的纱线的张力,并将检测结果传递至控制系统,控制系统将张力监测模块的检测结果与系统预设的张力设定值进行比较,并控制电磁张力控制装置调节纱线张力。
24.具体地说,如图2和图3所示,纱线张力器包括储纬器、与储纬器的一端连接的捻纱装置和与储纬器的另一端连接的电磁张力控制装置,纱线依次经过捻纱装置、储纬器和电磁张力控制装置,电磁张力控制装置包括调节座7、设置于调节座7上且为相对布置的两个张力控制片5和用于调节两个张力控制片5 之间的间隙的电磁铁6。
25.如图2和图3所示,纱线从两个张力控制片5之间穿过,两个张力控制片5 对纱线施加一定的夹紧力。两个张力控制片5中,其中一个张力控制片5为可旋转的设置于调节座7上且电磁铁6与该张力控制片5连接,另一个张力控制片5为固定设置在调节座7上。两个张力控制片5处于同一高度,在上述步骤 s2中,电磁铁6控制其中一个张力控制片5绕轴线进行摆动,使该张力控制片 5相对于另一个张力控制片5可以朝向内侧或外侧进行摆动,使两个张力控制片 5之间的间隙增大或减小,从而可以控制施加在纱线上的夹紧力大小,进而可以实现纱线张力的有效控制。调节座7与连接杆2固定连接,电磁张力控制装置设置多个,且所有电磁张力控制装置为沿连接杆2的长度方向依次布置,纱线依次穿过各个电磁张力控制装置。
26.如图2和图3所示,在本实施例中,电磁张力控制装置共设置两个。
27.如图3所示,电磁铁6的结构如同本领域技术人员所公知的那样,电磁铁6 与其中一个张力控制片5连接,电磁铁6位于该张力控制片5的外部,电磁铁6 安装在调节座7上,电磁铁6的衔铁与张力控制片5连接。
28.如图2所示,储纬器包括外壳体1、设置于外壳体1内的驱动电机4和与驱动电机4连接的储纱鼓3。连接杆2与外壳体1的一端固定连接,捻纱装置设置在外壳体1的另一端。驱动电机4固定安装在外壳体1上,驱动电机4的电机轴与储纱鼓3连接,储纱鼓3用于卷绕来自捻
纱装置的纱线。在上述步骤s1和 s2中,捻纱装置用于实现纱线的加捻,在驱动电机4运转后,驱动电机4带动储纱鼓3进行旋转,经过加捻后的纱线卷绕在储纱鼓3上。从储纱鼓3上释放的纱线依次经过各个电磁张力控制装置上,最后被传送至整经机。外壳体1上还设置有张力监测模块,张力监测模块用于检测进入储纬器的纱线的张力大小,驱动电机4、张力监测模块和电磁铁6与控制系统电连接,张力监测模块用于检测进入储纬器的纱线的张力,并将检测结果传递至控制系统,控制系统将张力监测模块的检测结果与系统预设的张力设定值进行比较,并控制电磁铁6调节两个张力控制片5之间的间隙大小,实现纱线张力的有效控制。
29.如图2和图4所示,捻纱装置包括固定筒8、可移动的设置于固定筒8中的捻纱筒9和设置于捻纱筒9的内腔体中的钢球10,捻纱筒9的中心处设置让纱线穿过的穿线孔,钢球10位于穿线孔中。固定筒8为内部中空的结构,固定筒 8设置在外壳体1的一端,固定筒8的内腔体为圆形腔体,固定筒8的长度方向上的一端设置进线口,固定筒8的长度方向上的另一端设置出线口。固定筒8 为竖直设置,进线口位于固定筒8的下端,出线口位于固定筒8的上端。捻纱筒9设置多个且所有捻纱筒9为沿固定筒8的轴向(也即固定筒8的长度方向) 依次布置,在上述步骤s1和s2中,纱线依次从各个捻纱筒9的穿线孔中穿过,所有捻纱筒9位于固定筒8的进线口和出线口之间。捻纱筒9为一端开口、另一端封闭且内部中空的圆柱体,捻纱筒9与固定筒8为同轴设置,捻纱筒9的外直径与固定筒8的内直径大致相等,捻纱筒9的内腔体为圆形腔体,穿线孔为在捻纱筒9的封闭端的中心处设置的圆锥形孔,钢球10为钢材质的圆球体,穿线孔的大径端的直径大于穿线孔的小径端的直径,小径端的直径小于钢球10 的直径,钢球10的一部分落入穿线孔中,钢球10依靠自身的重力,对穿过穿线孔的纱线施加一定的压力。在上述步骤s1和s2中,驱动电机4的转速为 1500r/min,电机的转速较高,拉动纱线在捻纱装置中快速传送,配合捻纱装置可以实现纱线的加捻。在驱动电机4运转后,驱动电机4带动储纱鼓3进行旋转,纱卷上释放的纱线进入固定筒后,纱线依次穿过捻纱装置的各个捻纱筒9 后,实现纱线的加捻,经过加捻后的纱线卷绕在储纱鼓3上。而且通过设置捻纱装置,将捻纱装置与储纬器集成一体,可以节省捻纱工序,提高生产效率。
30.以上结合附图对本发明进行了示例性描述。显然,本发明具体实现并不受上述方式的限制。只要是采用了本发明的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本发明的上述构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。