1.本发明涉及斜拉桥塔柱钢筋装配化施工技术领域。更具体地说,本发明涉及一种钢筋块体柔性制造方法。
背景技术:
2.随着交通运输的快速发展,桥梁作为交通运输设施不可缺少的重要组成部分而被广泛的应用。随着桥梁建设技术的提高,桥梁的跨度也越来越大,对应需要桥梁桥塔的高度也就越高,桥梁桥塔的钢筋结构也越复杂,这就对桥塔钢筋笼的施工带来新的挑战。
3.目前桥塔钢筋最常见的施工方式是在桥塔施工现场搭设施工平台,通过人工搬运钢筋并进行定位,然后人工绑扎或焊接,这种施工方法简单,但属劳动密集型作业,高空作业危险程度高,施工效率较低,而且受天气因素制约。近年来,针对公路桥梁桥塔的钢筋结构特点,发展出了一种基于网片折弯成型的钢筋部品制作方法,通过将钢筋结构分解为多个网片,在钢筋加工厂机械化制作钢筋网片,然后拼装成钢筋部品,整体吊装上塔进行对接。该方法有效的将工厂化施工搬到了现场,减少人工、提升效率。但对于铁路桥梁来说,钢筋结构互锁,无法分解为网片然后拼装成部品,只能分解成空间异形钢筋块体,然后以钢筋块体进行拼装成部品。因此需要一种钢筋块体柔性制造方法及智能生产线。
技术实现要素:
4.本发明的一个目的是提供一种钢筋块体柔性制造方法,解决了现有方法不能满足铁路斜拉桥钢筋部品成型的问题,本技术的方法提高了桥塔钢筋部品施工的工厂化、机械化、装配化水平。
5.为了实现根据本发明的这些目的和其它优点,提供了一种钢筋块体柔性制造方法,包括:首先,钢筋块体所需网片上下依次码放后形成整体,主筋单独备料也形成整体并吊装至网片形成的整体正上方;其次,主筋整体穿插于网片中,再将上下依次码放的网片按照设计间距分开形成钢筋块;最后,按照设计要求调整钢筋块的倾斜角度后焊接网片与主筋的交叉点,钢筋块体成型。
6.优选的是,钢筋块体成型的生产线包括单独的三个区域,分别为龙门存放区、钢筋块体成型区和主筋备料区,所述龙门存放区用于龙门的存放,所述钢筋块体成型生产线上设置有轨道,所述龙门沿轨道行走于三个区域,所述钢筋块体成型区用于网片整体吊装后的存放及钢筋块体的拼装和焊接,所述主筋备料区用于主筋单独备料,便于主筋整体穿插。
7.优选的是,具体包括如下步骤:
8.步骤一:钢筋块体所需网片、主筋备料;
9.1)将龙门沿轨道移至龙门存放区;
10.2)将单个钢筋块体所需网片按照设定的顺序码放在网片料架上,所述网片料架上设置有多根限位杆且在多个不同方向上设置,所述限位杆对网片进行限位,将网片料架及网片整体吊装至钢筋块体成型区的指定位置;
11.3)将主筋按照主筋的设计间隔要求依次从上主筋定位板穿过并固定,然后将主筋定位板和主筋整体吊至位于主筋备料区设置的主筋支撑架上;
12.步骤二:主筋整体穿插;
13.1)将龙门上的升降平台上升至指定高度后,龙门行走至升降平台位于主筋备料区的主筋上方;
14.2)升降平台下降至与上主筋定位板接触并固定;
15.3)升降平台带动主筋上升至主筋下端面高于网片码放的高度,龙门行走至钢筋块体成型区的指定位置,并将龙门锁紧固定;
16.4)升降平台下降,使得主筋依次穿过网片,直至主筋的下端穿入至网片正下方的下主筋定位板的限位孔中,完成主筋的整体穿插,拆除上主筋定位板与主筋之间的连接;
17.步骤三:网片按照设计间距分开;
18.1)在升降平台上设置多根链条,其分别分布于网片相对的两侧,所述链条上均按照网片的设计间距间隔设置有挂钩;
19.2)提升升降平台及其上的上主筋定位板,带动链条上升的同时将网片依次挂于链条的挂钩上,直至所有网片挂完完成网片按设计间距提升分开,拆除限位杆;
20.步骤四:角度调整装置支撑夹持网片;
21.1)角度调整装置从横向的两侧将网片支撑,角度调整装置设置为沿横向及纵向对网片进行倾斜角度调整;
22.步骤五:同步调整主筋定位板位置及角度调整装置倾斜角度;
23.1)升降平台设置为在龙门上沿横向及纵向移动,角度调整装置按照设计要求同步调整网片及主筋和上主筋定位板,完成钢筋块体空间姿态调整;
24.步骤六:交叉点焊接,钢筋块体成型;
25.1)设置立柱或伸缩平台,其设置为沿纵向移动,所述立柱上滑动或伸缩平台上直接设置焊接机器人,使焊接机器人沿竖直方向移动,通过纵向移动、竖直方向移动以及机器人臂展实现对网片及主筋的所有交叉点进行焊接;
26.步骤七:钢筋块体移出生产线。
27.优选的是,所述限位杆设置为沿网片料架的横向和纵向移动,所述限位杆与所述网片料架可拆卸连接。
28.优选的是,所述步骤三的3)中,上主筋定位板上设置有多个定位孔,定位孔的间距按照主筋的设计要求设定,所述上主筋定位板在定位孔处均对应设置有锁紧螺套,将上主筋定位板侧向放置于固定于地面上的限位桩内卡合,所述上主筋定位板的一侧设置有与其平行的限位挡板,主筋依次穿过上主筋定位板的定位孔和锁紧螺套,直至端头与限位挡板接触并将锁紧螺套锁紧。
29.优选的是,所述网片横向的两侧设置有一对横向轨道,所述横向轨道上均设置有一对纵向轨道,所述纵向轨道设置为沿横向轨道纵向移动,所述角度调整装置设置于纵向轨道上并沿纵向轨道横向移动。
30.优选的是,所述角度调整装置在四纵向轨道上对应设置四个且均包括调整架、回转轴、伸缩杆和支撑杆,所述调整架截面为l型且垂直架铰接于水平架上并设置为沿水平架的纵向转动,所述水平架滑动设置于纵向轨道上,所述支撑杆下端万向铰接于水平架上并
与所述调整架构成方形结构,所述支撑杆上设置有梳齿板,其通过多个梳齿一一对应支撑多块网片,所述伸缩杆的一端连接至垂直架上,另一端滑动连接于所述支撑杆上,所述回转轴设置一对且沿横向间隔设置于水平架上,所述竖直架上向外延伸设置有水平板,所述回转轴下端铰接于水平架上,上端铰接于水平板上,所述回转轴为伸缩轴且设置为推动垂直架和支撑杆纵向转动。
31.优选的是,所述立柱通过设置水平轨道实现纵向移动,水平轨道设置为与纵向轨道重合。
32.优选的是,所述焊接机器人头部配有视觉识别系统,通过视觉识别对交叉点进行寻位,然后进行自动焊接。
33.优选的是,所步骤七具体为:
34.1)将龙门沿轨道移至龙门存放区;
35.2)采用行车将特用吊具吊至钢筋块体上方并与吊耳连接,行车向上移动使特用吊具刚好受力,避免钢筋块体倾倒;
36.3)将角度调整装置向两侧移开,避面钢筋块体移出时与之碰撞;
37.4)行车提升,使钢筋块体的主筋底端移出下主筋定位板的限位孔中,然后平移出钢筋块体成型区。
38.本发明至少包括以下有益效果:
39.1、本发明的制造方法通过设置多个单独的作业区,采用机械化拼装成型,实现装配化施工,提高施工效率和施工精度。
40.2、本发明的制造方法为柔性制造方法,能实现根据设计需要调整钢筋块体的形状,倾斜角度,完成钢筋块体的精准成型施工。
41.3、本发明的制造方法配备视觉识别的协作焊接机器人进行空间寻点焊接,机械化、自动化率高,大大减少了工人劳动强度,提高了钢筋块体成型精度和效率。
42.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
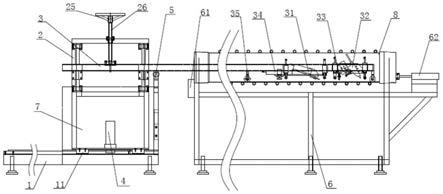
43.图1是本发明实施例中生产线的示意图。
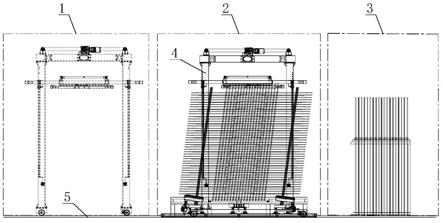
44.图2是本发明实施例中主筋、网片备料完成状态的示意图。
45.图3是本发明实施例中网片备料吊装的示意图。
46.图4是本发明实施例中主筋备料的示意图。
47.图5是本发明实施例中主筋穿插的示意图。
48.图6是本发明实施例中网片提升分开的示意图。
49.图7是本发明实施例中角度调整装置夹持网片的示意图。
50.图8是本发明实施例中钢筋块体空间姿态调整的示意图。
51.图9是本发明实施例中钢筋块体交叉点自动焊接的示意图。
52.图10是本发明实施例中钢筋块体吊出的示意图。
53.图11是本发明实施例中其中一种倾斜角度钢筋块体三维示意图。
54.附图标记说明:
55.1、龙门存放区;2、钢筋块体成型区;21、网片料架;22、限位杆;23、网片;24、专用吊具;3、主筋备料区;31、限位挡板;32、限位桩;33、锁紧螺套;34、支撑架;35、上主筋定位板;36、主筋;4、龙门;41、升降平台;42、驱动轮;43、下主筋定位板;44、链条;5、轨道;6、角度调整装置;61、横向轨道;62、纵向轨道;63、回转轴;64、伸缩杆;65、支撑杆;66、梳齿板;67、水平板;7、焊接机器人;71、立柱;72、水平轨道;8、钢筋块体;9、特用吊具。
具体实施方式
56.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
57.需要说明的是,下述实施方案中所述实验方法,如无特殊说明,均为常规方法,所述试剂和材料,如无特殊说明,均可从商业途径获得;在本发明的描述中,术语“横向”、“纵向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
58.本技术中图1至6所示的左右方位为纵向,图7至9所示的左右方位为横向。
59.如图1至11所示,本发明提供一种钢筋块体柔性制造方法,包括:首先,钢筋块体8所需网片23上下依次码放后形成整体,网片23为成型的网片,为上一工序使用专用设备制作而成,,主筋36单独备料也形成整体并吊装至网片23形成的整体正上方;其次,主筋36整体穿插于网片23中,再将上下依次码放的网片23按照设计间距分开形成钢筋块;最后,按照设计要求调整钢筋块的倾斜角度后焊接网片23与主筋36的交叉点,钢筋块体8成型。
60.如图1和图2所示,钢筋块体8成型的生产线主要包括单独的三个区域,分别为龙门存放区1、钢筋块体成型区2和主筋备料区3,所述龙门存放区1用于龙门4的存放,是为了主筋36备料、网片23备料时龙门4不影响其工作而设立,所述钢筋块体8成型生产线上设置有轨道5,所述龙门4沿轨道5行走于三个区域,所述钢筋块体成型区2用于网片23整体吊装后的存放及钢筋块体8的拼装和焊接,为生产线的主要工位,所述主筋备料区3用于钢筋块体8成型所需主筋36的单独备料,便于后期成型过程中主筋36整体穿插。
61.在上述技术方案中,首先,将钢筋块体8所需网片23通过行车整体吊至钢筋块体成型区2指定位置,主筋36插入上主筋定位板35并整体放置于支撑架34上;龙门4行走至主筋36支撑架34上方,龙门4上的升降平台41下移至于上主筋定位板35接触并连接固定,升降平台41带动主筋36上移,使主筋36下端面高于堆存网片23,龙门4行走至钢筋块体成型区2,升降平台41下降,使主筋36穿过网片23及下主筋定位板43;将链条44及挂钩连接到升降平台41上,链条44上的挂钩按设计间距分开,升降平台41缓慢上升的同时将网片23挂在挂钩上,直至所有网片23挂完即完成网片23按设计间距分开;角度调整装置6沿轨道5移动将网片23四角夹持,升降平台41上的上主筋定位板35和角度调整装置6同步调整,使钢筋块体8两个方向调整至设计倾斜角度,即完成钢筋块体8初步成型,采用配有视觉识别的协作焊接机器人7对钢筋块体8的主筋36与网片23的交叉点进行自动寻点焊接,部分进行人工补焊,完成钢筋块体8制作。
62.实施例
63.一种钢筋块体8柔性制造方法,具体包括如下步骤:
64.步骤一:钢筋块体8所需网片23、主筋36备料;
65.1)如图2所示,将龙门4沿轨道5移至龙门存放区1,便于网片23和主筋36备料;
66.2)如图3所示,将单个钢筋块体8所需网片23按照设定的顺序码放在网片料架21上,所述网片料架21上设置有多根限位杆22且在多个不同方向上设置,所述限位杆22对网片23进行限位,避免存储和运输过程中网片23坍塌,通过行车和专用吊具24将网片料架21及网片23整体吊装至钢筋块体成型区2的指定位置;所述限位杆22设置为根据网片23尺寸大小沿网片料架21的横向和纵向移动,具体移动方式可为在网片料架21上设置移动轨道5,所述限位杆22与所述网片料架21可拆卸连接,以方便后续进行角度调整时拆卸限位杆22,避免发生施工的干涉;
67.3)如图4所示,将主筋36按照主筋36的设计间隔要求依次从上主筋定位板35穿过并固定,然后采用行车将主筋36定位板和主筋36整体吊至位于主筋备料区3设置的主筋36支撑架34上;其中,上主筋定位板35上设置有多个定位孔,定位孔的间距按照主筋36的设计要求设定,所述上主筋定位板35在定位孔处均对应设置有锁紧螺套33,将上主筋定位板35侧向放置于固定于地面上的限位桩32内卡合,所述上主筋定位板35的一侧设置有与其平行的限位挡板31,主筋36依次穿过上主筋定位板35的定位孔和锁紧螺套33,直至端头与限位挡板31接触并将锁紧螺套33锁紧;
68.步骤二:主筋36整体穿插;
69.1)龙门4上设置有升降平台41,升降平台41在龙门4上可以自由升降且沿横向及纵向移动,升降及移动的方式采用现有常规手段,在此不再赘述,将龙门4上的升降平台41上升至指定高度后,龙门4通过驱动轮42沿轨道5行走至升降平台41位于主筋备料区3的主筋36上方;
70.2)升降平台41下降至与上主筋定位板35接触并将上主筋定位板35与升降平台41连接紧固;
71.3)升降平台41带动主筋36上升至主筋36下端面高于网片23码放的高度,龙门4沿轨道5行走至钢筋块体成型区2的指定位置,并通过锁紧装置将龙门4锁紧固定,避免施工过程中发生移动;
72.4)升降平台41缓慢下降,使得主筋36依次穿过网片23,直至主筋36的下端穿入至网片23正下方的下主筋定位板43的限位孔中,完成主筋36的整体穿插,如图5所示,拆除上主筋定位板35与主筋36之间的连接,即松开锁紧螺套33;
73.步骤三:网片23按照设计间距分开;
74.1)在升降平台41上设置多根链条44,其分别分布于网片23相对的两侧,所述链条44上均按照网片23的设计间距间隔设置有挂钩;
75.2)如图6所示,缓慢提升升降平台41及其上的上主筋定位板35,带动链条44上升的同时将网片23依次挂于链条44的同一平面的挂钩上,直至所有网片23挂完完成网片23按设计间距提升分开,拆除限位杆22;
76.步骤四:角度调整装置6支撑夹持网片23;
77.1)角度调整装置6从横向的两侧将网片23支撑,角度调整装置6设置为沿横向及纵向对网片23进行倾斜角度调整;
78.如图7所示,角度调整装置6可以沿横向轨道61和纵向轨道62进行两个方向移动,以适应不用尺寸大小钢筋块体8成型,具体地,所述网片23横向的两侧设置有一对横向轨道61,所述横向轨道61上均间隔设置有一对纵向轨道62,所述纵向轨道62设置为沿横向轨道61纵向移动,所述角度调整装置6设置于纵向轨道62上并沿纵向轨道62横向移动,从而实现角度调整装置6的横向及纵向移动;
79.所述角度调整装置6在四纵向轨道62上对应设置四个且均包括调整架、回转轴63、伸缩杆64和支撑杆65,所述调整架截面为l型且垂直架铰接于水平架上并设置为沿水平架的纵向转动,所述水平架滑动设置于纵向轨道62上,所述支撑杆65下端万向铰接于水平架上并与所述调整架构成方形结构,所述支撑杆65上设置有梳齿板66,其通过多个梳齿一一对应支撑多块网片23,所述伸缩杆64的一端连接至垂直架上,另一端滑动连接于所述支撑杆65上,所述回转轴63设置一对且沿横向间隔设置于水平架上,所述竖直架上向外延伸设置有水平板67,所述回转轴63下端铰接于水平架上,上端铰接于水平板67上,所述回转轴63为伸缩轴且设置为推动垂直架和支撑杆65纵向转动。
80.同一纵向的角度调整装置6,其中一个通过伸长回转轴63,推动水平板67向上,另一个角度调整装置6通过回缩回转轴63,推动水平板67向下,从而实现水平板67驱动两侧的垂直架和支撑杆65沿同一个方向倾斜,如图10所示为其中一种倾斜状态图;角度调整装置6的垂直架顶部有伸缩杆64,横向两侧角度调整装置6一个伸缩杆64伸长,一个伸缩杆64缩短,可实现调整两侧的支撑杆65同时向一个方向倾斜角度,如图8所示的其中一种倾斜状态;支撑杆65上设有梳齿板66,用来支撑网片23;角度调整装置6的两个方向倾斜角度的调节使网片23能调整至各种设计规定的空间姿态;
81.步骤五:同步调整主筋36定位板位置及角度调整装置6倾斜角度;
82.1)升降平台41设置为在龙门4上沿横向及纵向移动,角度调整装置6按照设计要求同步调整网片23及主筋36和上主筋定位板35,完成钢筋块体8空间姿态调整;
83.步骤六:交叉点焊接,钢筋块体8成型;
84.1)如图9所示,设置立柱71或伸缩平台,其设置为沿纵向移动,通过设置水平轨道72,水平轨道72可以设置为与纵向轨道62重合,即共用一个轨道5,所述立柱71上滑动设置焊接机器人7,可沿立柱71上下移动,或者在伸缩平台上直接设置焊接机械人7,焊接机器人7通过共用轨道5实现两个方向的移动,同时焊接机器人7臂展覆盖钢筋块体8所有需焊接区域,使焊接机器人沿竖直方向移动,通过纵向移动、竖直方向移动以及机器人臂展实现对网片23及主筋36的所有交叉点进行焊接;
85.2)所述焊接机器人7头部配有视觉识别系统,通过视觉识别对交叉点进行寻位,然后进行自动焊接,即钢筋块体8成型;
86.步骤七:钢筋块体8移出生产线,如图10所示;
87.1)将龙门4沿轨道5移至龙门存放区1;
88.2)采用行车将特用吊具9吊至钢筋块体8上方并与吊耳连接,行车向上缓慢移动使特用吊具9刚好稍微受力,避免钢筋块体8倾倒;
89.3)将角度调整装置6向两侧移开,避面钢筋块体8移出时与之碰撞;
90.4)行车缓慢提升,使钢筋块体8的主筋36底端移出下主筋定位板43的限位孔中,然后平移出钢筋块体成型区2,如图11所示。
91.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。