1.本实用新型涉及电机转子相关技术领域,尤其是指一种电机转子磁钢装配设备。
背景技术:
2.磁钢是电机转子上的主要零部件之一,在永电机转子的装配过程中,磁钢的装配是其中一道重要的工序。
3.而传统的转子的磁钢装配主要采用手工进行装配,但是采用手工装配往往使得磁钢装配效率低下且不利于安全作业,故现有技术中,为了提高磁钢的装配效率,涌现了各种磁钢装配设备,而在这些设备的使用过程中通常会存在以下问题:一,磁钢片压入到磁钢槽内后,磁钢片与磁钢槽匹配的松紧度不合理,磁钢片压得过松,转子高速旋转时磁钢片易被甩出,磁钢片压得过紧,又会导致磁钢片碎裂,甚至引起转子铁芯变形;二、磁钢槽内容易出现磁钢片的漏装。
技术实现要素:
4.本实用新型是为了克服现有技术中磁钢槽内容易出现漏装磁钢片的不足,提供了一种磁钢槽内不易出现漏装磁钢片的电机转子磁钢装配设备。
5.为了实现上述目的,本实用新型采用以下技术方案:
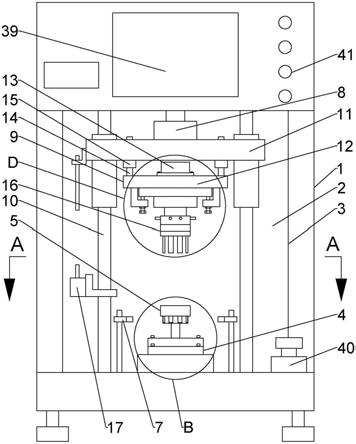
6.一种电机转子磁钢装配设备,它包括箱体,所述箱体内设有操作区,所述操作区的侧面设有操作口,所述操作区的底部设有夹具,所述夹具与操作区可拆卸连接,所述夹具上设有转子铁芯,所述转子铁芯的轴心与夹具可拆卸连接,所述转子铁芯的侧面设有若干个均匀分布的磁钢槽,所述操作区内可拆卸安装有若干个光电传感器,若干个光电传感器以转子铁芯为中心均匀分布于操作区内且与若干个磁钢槽一一相对应,所述操作区的顶部设有电缸,所述电缸与操作区可拆卸连接,所述电缸上设有与转子铁芯相对应的磁钢压入装置,所述箱体内设有plc控制器,所述箱体的侧面设有显示面板、紧急开关和若干个调节按钮,所述紧急开关位于操作口的侧面,便于紧急操作,提高安全性能,所述光电传感器、电缸、显示面板、紧急开关和调节按钮均与plc控制器电连接。
7.所述箱体内设有操作区,所述操作区的侧面设有操作口,所述操作区的底部设有夹具,所述夹具与操作区可拆卸连接,所述夹具上设有转子铁芯,所述转子铁芯的轴心与夹具可拆卸连接,所述转子铁芯的侧面设有若干个均匀分布的磁钢槽,所述操作区内可拆卸安装有若干个光电传感器,若干个光电传感器以转子铁芯为中心均匀分布于操作区内且与若干个磁钢槽一一相对应,所述操作区的顶部设有电缸,所述电缸与操作区可拆卸连接,所述电缸上设有与转子铁芯相对应的磁钢压入装置,所述箱体内设有plc控制器,所述箱体的侧面设有显示面板、紧急开关和若干个调节按钮,所述紧急开关位于操作口的侧面,便于紧急操作,提高安全性能,所述光电传感器、电缸、显示面板、紧急开关和调节按钮均与plc控制器电连接。操作口便于操作者在操作区内作业;电缸驱动磁钢压入装置下移,将若干块磁钢片一起压入到磁钢槽内,无需逐块操作,方便快捷,利于提高工作效率;若干个光电传感
器与若干个磁钢槽一一相对应,有利于光电传感器检测磁钢槽内是否有磁钢片插入,若未检测到磁钢槽内的磁钢片,光电传感器传送信号于plc控制器,由plc控制器控制系统发出警报,达到了磁钢槽内不易出现漏装磁钢片的目的,显示面板便于显示和设置各类参数值及警报提示等,便于操作者操作。
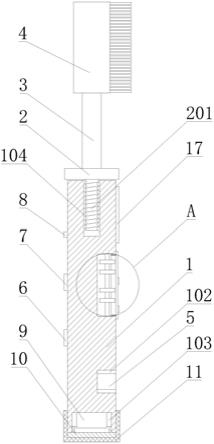
8.作为优选,所述操作区内设有若干根滑杆,若干根滑杆均匀分布于夹具的周围,所述磁钢压入装置包括上压模板和支撑板,所述上压模板的顶部中心与电缸连接,所述滑杆的一端与操作区的顶部固定连接,所述滑杆的另一端贯穿上压模板与操作区的底部固定连接,所述上压模板与滑杆上下滑动连接,所述支撑板的顶部设有压力传感器和若干根均匀分布的导向轴,所述压力传感器与支撑板的中心可拆卸连接,所述压力传感器与plc控制器电连接,若干根导向轴以压力传感器为中心均匀分布于支撑板的边缘,所述上压模板的底部设有若干个与导向轴一一相匹配的直线轴承,所述导向轴的一端与支撑板固定连接,所述导向轴的另一端贯穿上压模板,所述支撑板通过导向轴与直线轴承相匹配上下滑动连接于上压模板上,所述支撑板的底部设有与转子铁芯相对应的插磁刀组件,所述插磁刀组件沿转子铁芯的径向与支撑板移动连接。上压模板在电缸的驱动下沿着滑杆上下滑动,有利于保证上压模板始终平行于操作区的底部,从而保证若干块磁钢片在插磁刀组件的作用下压入相应的磁钢槽内的深度保持一致;当插磁刀组件将磁钢片压入到磁钢槽内时,支撑板通过导向轴与直线轴承相匹配上移并通过压力传感器作用于上压模板上,便于压力传感器检测磁钢片与磁钢槽匹配的松紧度,从而保证磁钢片与磁钢槽之间具有合适的松紧度,提高了磁钢片与转子铁芯组装的质量。
9.作为优选,其中一根滑杆上设有与上压模板相对应的位移传感器,所述位移传感器位于操作区的底部与上压模板之间,所述位移传感器与滑杆可拆卸连接,所述位移传感器与plc控制器电连接。位移传感器检测上压模板下降的高度,进而便于检测磁钢片压入到磁钢槽内的深度,当深度达到所设定的值时,位移传感器发送信号于plc控制器,由plc控制器控制电缸上移,控制灵敏,方便快捷。
10.作为优选,所述操作区的底部左右两侧均设有限位杆一,所述限位杆一位于滑杆的侧面,所述限位杆一的一端与操作区固定连接,所述限位杆一的另一端设有调节螺栓,所述调节螺栓与限位杆一螺纹连接,所述上压模板上设有两个与限位杆一一一相对应的限位杆二,所述限位杆二与上压模板的底部固定连接。限位杆一和限位杆二有助于防止插磁刀组件过压,保证磁钢片与转子铁芯组装的质量,同时有利于防止插磁刀组件的损坏;调节螺栓便于调节限位杆一的高度,以根据不同转子铁芯的组装情况来防止插磁刀组件的过压,实用性强。
11.作为优选,所述支撑板的底部设有两块l型块,两块l型块以插磁刀组件为中心呈左右对称分布,所述l型块的端部与支撑板固定连接,两块l型块与支撑板共同构成一个t型滑槽,所述插磁刀组件包括与t型滑槽相匹配的滑块、刀座和若干块与磁钢槽一一相对应的插磁刀本体,所述刀座位于两块l型块之间,所述刀座的一端与滑块连接,若干块插磁刀本体均匀分布于刀座的另一端,所述插磁刀本体与刀座可拆卸连接,所述l型块上设有锁止件。插磁刀本体通过刀座上的滑块与t型滑槽滑动,一方面可调节插磁刀本体的位置,使得插磁刀本体能与磁钢槽相对应,另一方面便于更换不同型号的插磁刀组件,实用性强。
12.作为优选,所述锁止件包括若干个锁止螺栓,若干个锁止螺栓沿l型块的长度方向
均匀分布,所述l型块的一边与支撑板相互垂直,所述l型块的另一边与支撑板相互平行,所述锁止螺栓位于l型块与支撑板相互平行的一边上,所述锁止螺栓与l型块螺纹连接,所述锁止螺栓的一端位于t型滑槽外,所述锁止螺栓的另一端位于t型滑槽内且与滑块相接触。当插磁刀本体通过刀座上的滑块移动至与磁钢槽相对应的位置处时,拧紧锁止螺栓,若干个锁止螺栓作用于滑块上,将滑块与t型槽的底部锁紧,以保证操作过程中插磁刀本体的位置稳定性,防止其产生位置偏移。
13.作为优选,所述刀座上设有若干个与插磁刀本体相匹配的插槽,所述插磁刀本体的端部与插槽相匹配插接于刀座上,所述插槽的侧壁上设有通孔,所述通孔内设有接近开关,所述接近开关与plc控制器电连接。接近开关便于检测插磁刀本体是否与插槽装配到位,如果接近开关检测到插磁刀本体未安装到位,则发送信号于plc控制器,由控制器控制系统发出警告。
14.作为优选,所述夹具包括支撑架、横向调节板和纵向调节板,所述横向调节板位于支撑架和纵向调节板之间,所述支撑架的底部与操作区的底部可拆卸连接,所述横向调节板的边缘设有若干个均匀分布的矩形孔一,所述矩形孔一的长度方向与横向调节板的宽度方向相互平行,所述支撑架的顶部设有若干个与矩形孔一一一相匹配的螺柱一,所述螺柱一的一端与支撑架固定连接,所述螺柱一的另一端设有锁紧螺帽一,所述螺柱一的另一端贯穿矩形孔一与锁紧螺帽一螺纹连接,所述锁紧螺帽一的外径大于矩形孔一的宽度,所述纵向调节板位于若干个矩形孔一之间,所述纵向调节板的边缘设有若干个均匀分布的矩形孔二,所述矩形孔二与矩形孔一相互垂直,所述横向调节板上设有若干个与矩形孔二一一相匹配的螺柱二,所述螺柱二的一端与横向调节板固定连接,所述螺柱二的另一端设有锁紧螺帽二,所述螺柱二的另一端贯穿矩形孔二与锁紧螺帽二螺纹连接,所述锁紧螺帽二的外径大于矩形孔二的宽度,所述纵向调节板的中心设有安装轴,所述安装轴的一端与纵向调节板固定连接,所述安装轴的另一端与转子铁芯的轴心可拆卸连接。调节夹具位移时,操作者先松开锁紧螺帽一,横向调节板沿矩形孔一的长度方向移动以实现夹具的x轴向调节,调节到合适位置时,拧紧锁紧螺帽一,然后再松开锁紧螺帽一,纵向调节板沿矩形孔二的长度方向移动以实现夹具的y轴向调节,调节到合适位置时,拧紧锁紧螺帽二,使得转子铁芯上的若干个磁钢槽能与若干块插磁刀本体一一相对应,提高磁钢槽与插磁刀本体的位置精准度,便于插磁刀本体将相应的磁钢片压入磁钢槽内。
15.本实用新型的有益效果是:磁钢片无需逐块操作,方便快捷,利于提高工作效率;磁钢槽内不易出现漏装磁钢片;保证若干块磁钢片在插磁刀组件的作用下压入相应的磁钢槽内的深度保持一致;保证磁钢片与磁钢槽之间具有合适的松紧度,提高磁钢片与转子铁芯组装的质量;便于检测磁钢片压入到磁钢槽内的深度,控制灵敏,方便快捷;有助于防止插磁刀组件过压,防止插磁刀组件的损坏;调节螺栓便于调节限位杆一的高度,以根据不同转子铁芯的组装情况来防止插磁刀组件的过压,实用性强;插磁刀本体通过刀座上的滑块与t型滑槽滑动,一方面可调节插磁刀本体的位置,使得插磁刀本体能与磁钢槽相对应,另一方面便于更换不同型号的插磁刀组件;保证了操作过程中插磁刀本体的位置稳定性,防止其产生位置偏移;接近开关便于检测插磁刀本体是否与插槽装配到位;提高磁钢槽与插磁刀本体的位置精准度,便于插磁刀本体将相应的磁钢片压入磁钢槽内;便于紧急操作,提高安全性能,显示面板便于显示和设置各类参数值及警报提示等,便于操作者操作。
附图说明
16.图1是本实用新型的结构示意图;
17.图2是图1的右视图;
18.图3是图1中a-a的剖视图;
19.图4是图2中c处的结构放大图;
20.图5是图1中d处的结构放大图;
21.图6是图1中b处的结构放大图。
22.图中:1. 箱体,2. 操作区,3. 操作口,4. 夹具,5. 转子铁芯,6. 磁钢槽,7. 光电传感器,8. 电缸,9. 磁钢压入装置,10. 滑杆,11. 上压模板,12. 支撑板,13. 压力传感器,14. 导向轴,15. 直线轴承,16. 插磁刀组件,17. 位移传感器,18. 限位杆一,19. 调节螺栓,20. 限位杆二,21. l型块,22. t型滑槽,23. 滑块,24. 刀座,25. 插磁刀本体,26. 锁止螺栓,27. 通孔,28. 接近开关,29. 支撑架,30. 横向调节板,31. 纵向调节板,32. 矩形孔一,33. 螺柱一,34. 锁紧螺帽一,35. 矩形孔二,36. 螺柱二,37. 锁紧螺帽二,38. 安装轴,39. 显示面板,40. 紧急开关,41. 调节按钮。
具体实施方式
23.下面结合附图和具体实施方式对本实用新型做进一步的描述。
24.如图1、图2、图3和图6所述的实施例中,一种电机转子磁钢装配装置,它包括箱体1,箱体1内设有操作区2,操作区2的侧面设有操作口3,操作区2的底部设有夹具4,夹具4与操作区2可拆卸连接,夹具4上设有转子铁芯5,转子铁芯5的轴心与夹具4可拆卸连接,转子铁芯5的侧面设有若干个均匀分布的磁钢槽6,操作区2内可拆卸安装有若干个光电传感器7,若干个光电传感器7以转子铁芯5为中心均匀分布于操作区2内且与若干个磁钢槽6一一相对应,操作区2的顶部设有电缸8,电缸8与操作区2可拆卸连接,电缸8上设有与转子铁芯5相对应的磁钢压入装置9,箱体1内设有plc控制器,箱体1的侧面设有显示面板39、紧急开关40和若干个调节按钮41,紧急开关40位于操作口3的侧面,光电传感器7、电缸8、显示面板39、紧急开关40和调节按钮41均与plc控制器电连接。
25.如图1、图2和图3所示,操作区2内设有若干根滑杆10,若干根滑杆10均匀分布于夹具4的周围,磁钢压入装置9包括上压模板11和支撑板12,上压模板11的顶部中心与电缸8连接,滑杆10的一端与操作区2的顶部固定连接,滑杆10的另一端贯穿上压模板11与操作区2的底部固定连接,上压模板11与滑杆10上下滑动连接,支撑板12的顶部设有压力传感器13和若干根均匀分布的导向轴14,压力传感器13与支撑板12的中心可拆卸连接,压力传感器13与plc控制器电连接,若干根导向轴14以压力传感器13为中心均匀分布于支撑板12的边缘,上压模板11的底部设有若干个与导向轴14一一相匹配的直线轴承15,导向轴14的一端与支撑板12固定连接,导向轴14的另一端贯穿上压模板11,支撑板12通过导向轴14与直线轴承15相匹配上下滑动连接于上压模板11上,支撑板12的底部设有与转子铁芯5相对应的插磁刀组件16,插磁刀组件16沿转子铁芯5的径向与支撑板12移动连接。
26.如图1所示,其中一根滑杆10上设有与上压模板11相对应的位移传感器17,位移传感器17位于操作区2的底部与上压模板11之间,位移传感器17与滑杆10可拆卸连接,位移传感器17与plc控制器电连接。
27.如图2、图3和图4所示,操作区2的底部左右两侧均设有限位杆一18,限位杆一18位于滑杆10的侧面,限位杆一18的一端与操作区2固定连接,限位杆一18的另一端设有调节螺栓19,调节螺栓19与限位杆一18螺纹连接,上压模板11上设有两个与限位杆一18一一相对应的限位杆二20,限位杆二20与上压模板11的底部固定连接。
28.如图1和图5所示,支撑板12的底部设有两块l型块21,两块l型块21以插磁刀组件16为中心呈左右对称分布,l型块21的端部与支撑板12固定连接,两块l型块21与支撑板12共同构成一个t型滑槽22,插磁刀组件16包括与t型滑槽22相匹配的滑块23、刀座24和若干块与磁钢槽6一一相对应的插磁刀本体25,刀座24位于两块l型块21之间,刀座24的一端与滑块23连接,若干块插磁刀本体25均匀分布于刀座24的另一端,插磁刀本体25与刀座24可拆卸连接,l型块21上设有锁止件。
29.如图5所示,锁止件包括若干个锁止螺栓26,若干个锁止螺栓26沿l型块21的长度方向均匀分布,l型块21的一边与支撑板12相互垂直,l型块21的另一边与支撑板12相互平行,锁止螺栓26位于l型块21与支撑板12相互平行的一边上,锁止螺栓26与l型块21螺纹连接,锁止螺栓26的一端位于t型滑槽22外,锁止螺栓26的另一端位于t型滑槽22内且与滑块23相接触。
30.如图5所示,刀座24上设有若干个与插磁刀本体25相匹配的插槽,插磁刀本体25的端部与插槽相匹配插接于刀座24上,插槽的侧壁上设有通孔27,通孔27内设有接近开关28,接近开关28与plc控制器电连接。
31.如图3、图4和图6所示,夹具4包括支撑架29、横向调节板30和纵向调节板31,横向调节板30位于支撑架29和纵向调节板31之间,支撑架29的底部与操作区2的底部可拆卸连接,横向调节板30的边缘设有若干个均匀分布的矩形孔一32,矩形孔一32的长度方向与横向调节板30的宽度方向相互平行,支撑架29的顶部设有若干个与矩形孔一32一一相匹配的螺柱一33,螺柱一33的一端与支撑架29固定连接,螺柱一33的另一端设有锁紧螺帽一34,螺柱一33的另一端贯穿矩形孔一32与锁紧螺帽一34螺纹连接,锁紧螺帽一34的外径大于矩形孔一32的宽度,纵向调节板31位于若干个矩形孔一32之间,纵向调节板31的边缘设有若干个均匀分布的矩形孔二35,矩形孔二35与矩形孔一32相互垂直,横向调节板30上设有若干个与矩形孔二35一一相匹配的螺柱二36,螺柱二36的一端与横向调节板30固定连接,螺柱二36的另一端设有锁紧螺帽二37,螺柱二36的另一端贯穿矩形孔二35与锁紧螺帽二37螺纹连接,锁紧螺帽二37的外径大于矩形孔二35的宽度,纵向调节板31的中心设有安装轴38,安装轴38的一端与纵向调节板31固定连接,安装轴38的另一端与转子铁芯5的轴心可拆卸连接。
32.本实用新型涉及的电机转子磁钢的装配方法,包括以下步骤:
33.步骤一,操作者将转子铁芯5安装于安装轴38上,并使得若干个磁钢槽6的位置能与若干个光电传感器7的位置一一相对应,然后将转子铁芯5与安装轴38进行锁止,有利于光电传感器7检测磁钢槽6内是否有磁钢片插入,若未检测到磁钢槽6内的磁钢片,光电传感器7传送信号于plc控制器,由plc控制器控制系统发出警报,达到了磁钢槽6内不易出现漏装磁钢片的目的;
34.步骤二,调节夹具4和插磁刀组件16的位置,使得若干个插磁刀本体25与若干个磁钢槽6一一相对应,锁紧夹具4和插磁刀组件16,利于提高磁钢槽6与插磁刀本体25的位置精
准度,从而便于插磁刀本体25将相应的磁钢片压入磁钢槽6内;
35.步骤三,操作者将若干块磁钢片放置于相应的磁钢槽6内,启动电缸8,电缸8通过上压模板11带动插磁刀组件16下移,插磁刀组件16上的若干个插磁刀本体25将相应的磁钢片压入到磁钢槽6内;
36.步骤四,光电传感器7检测磁钢槽6内是否有磁钢片压入,如果未检测到磁钢槽6内的磁钢片,光电传感器7发送信号于plc控制器,由plc控制器控制系统发出警报,有利于提高磁钢片与转子铁芯5组装的质量;
37.步骤五,压力传感器13检测磁钢片与磁钢槽6匹配的松紧度,若松紧度未达到所设定的值时,压力传感器13传送信号于plc控制器,由plc控制器控制系统发出警报,防止磁钢片与磁钢槽6装配过松或过紧,从而保证磁钢片与磁钢槽6之间具有合适的松紧度,提高了磁钢片与转子铁芯5组装的质量;
38.步骤六,位移传感器17检测磁钢片压入到磁钢槽6内的深度,当深度达到所设定的值时,位移传感器17发送信号于plc控制器,由plc控制器控制电缸8上移,磁钢片与转子铁芯5的组装完成。
39.在步骤二中,调节插磁刀组件16的位置时,操作者通过移动插磁刀组件16来调节插磁刀本体25的位置,当插磁刀本体25通过刀座24上的滑块23移动至与磁钢槽6相对应的位置处时,拧紧锁止螺栓26,若干个锁止螺栓26作用于滑块23上,将滑块23与t型槽22的底部锁紧,以保证操作过程中插磁刀本体25的位置稳定性,防止其产生位置偏移。调节夹具4位移时,操作者先松开锁紧螺帽一34,横向调节板30沿矩形孔一32的长度方向移动以实现夹具4的x轴向调节,调节到合适位置时,拧紧锁紧螺帽一34,然后再松开锁紧螺帽一34,纵向调节板31沿矩形孔二35的长度方向移动以实现夹具4的y轴向调节,调节到合适位置时,拧紧锁紧螺帽二37,使得转子铁芯5上的若干个磁钢槽6能与若干块插磁刀本体25一一相对应,提高磁钢槽6与插磁刀本体25的位置精准度,便于插磁刀本体25将相应的磁钢片压入磁钢槽6内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。