1.本发明涉及一种应用于伐木机的防滑测量控制系统及方法,属于伐木机控制技术领域。
背景技术:
2.随着社会的不断发展,机械化程度不断提高。伐木的方式也发生了根本性的变化,传统伐木多采用人工采伐的方式。近年来,随着用人成本的增加以及人们对机械化采伐的接受程度的增加,伐木机采伐成为了一种广泛使用的伐木方式。对比人工采伐,伐木机采伐具有可高效控制树木的截断长度,加快工作效率,提高安全性等优点。高效的定长截断是伐木机的一个突出的优点,因此准确的测量树木截断长度显得尤为重要。
3.目前,伐木机中使用的是快速及慢速两种进给方式,可良好应用于笔直的树木,但对于弯折或直径突变的树木容易出现打滑现象,并不能准确的测量其长度。目前进给时只能通过手柄按钮设定伐木机进给速度处于一个定值,然后开始定长截断的操作。这种方式不能很好的适应直径突变的树木,进给速度过快会引起测量轮的打滑,测量不准确;进给速度过慢时会导致工作效率低下。现有测量方式并不能适用于多种工况,所以急需一种灵活的进给方式满足多工况的需求。
技术实现要素:
4.本发明的目的在于克服现有技术中的不足,提供一种应用于伐木机的防滑测量控制系统及方法,能够利用进给辊两侧的实时压力大小变化控制进给辊的滚动速度,控制树木的进给速度,避免了测量轮的打滑现象,使得树木长度的测量更加准确的效果。
5.为达到上述目的,本发明是采用下述技术方案实现的:
6.第一方面,本发明提供了一种应用于伐木机的防滑测量控制方法,所述方法包括自动控制方法,包括:
7.检测进给辊液压油路中的液压油压力信号;
8.对液压油压力信号进行滤波处理;
9.将处理后的压力信号与历史压力信号进行对比得到压力波动值;
10.基于压力波动值调节比例电磁阀电信号;
11.根据比例电磁阀电信号对进给辊的进给速度在限定范围内进行控制调节。
12.进一步的,所述方法还包括优先级大于自动控制方法的手动控制方法,包括:
13.获取操作手柄的输入信号;
14.对操作手柄的输入信号进行比例换算,得到比例电磁阀电信号;
15.基于比例电磁阀电信号,对进给辊的进给速度在限定范围内进行控制调节。
16.进一步的,所述历史压力信号为控制器上一个运行周期的压力信号,其以中间变量的形式存储在控制器运行程序中。
17.进一步的,若压力波动值超过预设阈值,则快速减小进给辊的进给速度至限定范
围的最低进给速度,否则缓慢增加进给辊的进给速度至限定范围的最高进给速度并保持。
18.进一步的,所述预设阈值为10%,所述限定范围的最低进给速度为1m/s,所述限定范围的最高进给速度5m/s。
19.进一步的,所述比例换算包括以下步骤:
20.基于操作手柄的输入信号确定手柄开度的比例值;
21.基于手柄开度的比例值确定进给辊的目标进给速度;
22.基于目标进给速度确定比例电磁阀电信号。
23.第二方面,本发明提供了一种应用于伐木机的防滑测量控制系统,所述系统包括自动控制系统,包括:
24.压力信号检测模块:用于检测进给辊液压油路中的液压油压力信号;
25.滤波处理模块:用于对液压油压力信号进行滤波处理;
26.波动值计算模块:用于将处理后的压力信号与历史压力信号进行对比得到压力波动值;
27.信号调节模块:用于基于压力波动值调节比例电磁阀电信号;
28.速度调节模块:用于根据比例电磁阀电信号对进给辊的进给速度在限定范围内进行控制调节。
29.第三方面,一种应用于伐木机的防滑测量控制装置,包括处理器及存储介质;
30.所述存储介质用于存储指令;
31.所述处理器用于根据所述指令进行操作以执行上述任一项所述方法的步骤
32.第四方面,计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行上述任一项所述方法的步骤。
33.与现有技术相比,本发明所达到的有益效果:
34.本发明提供了一种可以实现伐木机进给速度智能算法控制的系统及方法。此种控制方法利用进给辊两侧的实时压力大小变化控制进给辊的滚动速度,控制树木的进给速度,避免了测量轮的打滑现象,使得树木长度的测量更加准确。压力波动过大时减小进给速度,使测量轮可以在直径突变的情况下的测量比较准确,压力波动较小时缓慢增加进给速度,提高总体的测量效率,平衡了测量的准确性与效率。同时,本发明还提供了手动速度控制,操作人员可使用手柄手动控制进料辊的进给速度,通过人工经验控制树木的进给速度,且手动控制的优先级高于自动控制,手动控制可打断自动控制的操作。增强了伐木机的可控性,且更符合操作人员的使用习惯。
附图说明
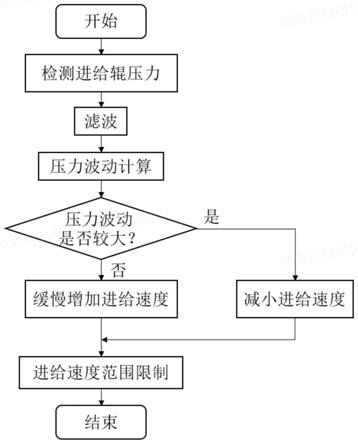
35.图1是本发明实施例一提供的自动控制方法示意图;
36.图2是本发明实施例一提供的手动控制方法示意图。
具体实施方式
37.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
38.实施例一:
39.本发明在分析总结了已有技术的优缺点之后,旨在提供一种应用于伐木机的防滑测量控制方法,可以有效解决伐木机在定长截断树木时遇到直径突变情况而发生打滑的问题,可准确的测量出树木的有效长度。为达到上述目的,本发明提供了一种应用于伐木机的防滑测量控制方法,其中自动控制方法的实施步骤如附图1所示:
40.一、检测进给辊压力:在两侧的两个进给辊的位置都安装有压力传感器,安装于进给辊的液压油路中,实时检测进给辊所供液压油压力值的大小,为之后的控制算法提供基本的液压油压力数据支持。
41.二、滤波:为了增加压力大小的可信度,需要对压力数据进行滤波,去除信号中杂乱的噪声干扰。将压力信号进行滤波处理,处理得到可信度高的压力信号。
42.三、压力波动计算:将处理后的压力信号与历史运行周期的压力值比较,历史压力值为记录的上一个控制器运行周期的压力值,以一个中间变量的形式存储在运行程序中。将其压力变化的百分比大小作为压力波动大小的判断依据,若压力波动超过10%,既认为压力波动过大,将进给速度快速减小至1m/s,若压力波动小于10%,则进给速度一直缓慢增加至5m/s并保持。
43.四、缓慢增加进给速度:控制器程序中通过斜坡加载的方式缓慢增加比例电磁阀电流从而增加比例阀开度,控制管路的流量大小从而达到缓慢增加进给速度的效果。缓慢进给速度是为了防止进给速度突然增加过快引起打滑现象。
44.五、减小进给速度:同增加进给速度,通过减小比例电磁阀开口的大小降低进给速度。
45.六、进给速度范围限制:将程序中将电磁阀电流值通过数值比较限制在一定范围内,进而将进给速度限制在1~5m/s的合理范围之内,防止进给速度过大出现危险情况,防止速度过小发生不进给的情况。
46.另外,手动控制实施步骤如附图2所示:
47.一、手柄输入信号:操作人员通过手柄输入信号,对伐木机的进给速度进行控制。
48.二、控制器处理运算:控制器接收到操作手柄的信号,对手柄的电信号进行比例换算,手柄开度0~100%对应进给速度0~5m/s,电流信号与速度大小的对应关系由实验数据计算得到,具体的对应关系需要进行实验测试得到。理论上速度与开度是线性对应,但具体开度值与液压系统及电磁阀本身特性相关。
49.三、进给辊速度控制:通过控制比例电磁阀的开口大小,控制液压管路中的流量。从而控制进给辊的进给速度。
50.四、进给速度范围限制:将进给速度限制在一个合理的范围之内,防止进给速度过大出现危险情况,防止速度过小发生不进给的情况。
51.本发明中的手动控制优先级大于自动控制,当自动控制运行中,手动控制可以随时进行操作,从而取消自动控制。
52.实施例二:
53.一种应用于伐木机的防滑测量控制系统,所述系统包括自动控制系统,包括:
54.压力信号检测模块:用于检测进给辊液压油路中的液压油压力信号;
55.滤波处理模块:用于对液压油压力信号进行滤波处理;
56.波动值计算模块:用于将处理后的压力信号与历史压力信号进行对比得到压力波
动值;
57.信号调节模块:用于基于压力波动值调节比例电磁阀电信号;
58.速度调节模块:用于根据比例电磁阀电信号对进给辊的进给速度在限定范围内进行控制调节。
59.实施例三:
60.本发明实施例还提供了一种应用于伐木机的防滑测量控制装置,包括处理器及存储介质;
61.所述存储介质用于存储指令;
62.所述处理器用于根据所述指令进行操作以执行下述方法的步骤:
63.检测进给辊液压油路中的液压油压力信号;
64.对液压油压力信号进行滤波处理;
65.将处理后的压力信号与历史压力信号进行对比得到压力波动值;
66.基于压力波动值调节比例电磁阀电信号;
67.根据比例电磁阀电信号对进给辊的进给速度在限定范围内进行控制调节。
68.实施例四:
69.本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现下述方法的步骤:
70.检测进给辊液压油路中的液压油压力信号;
71.对液压油压力信号进行滤波处理;
72.将处理后的压力信号与历史压力信号进行对比得到压力波动值;
73.基于压力波动值调节比例电磁阀电信号;
74.根据比例电磁阀电信号对进给辊的进给速度在限定范围内进行控制调节。
75.本领域内的技术人员应明白,本技术的实施例可提供为方法、系统、或计算机程序产品。因此,本技术可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本技术可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
76.本技术是参照根据本技术实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
77.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
78.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或
其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
79.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。