1.本发明涉及一种弹药制品,所属ipc分类号为f42b12/04,尤其是涉及一种亚音速弹药用弹壳。
技术背景
2.在弹药制品领域,主要是使用黄铜或钢来制备弹壳,但是黄铜很重,并且具有一些潜在的风险,并且对于一些空白弹药或亚音速弹药可能还会,在使用黄铜的时候还会使用一些填塞物填充到推进剂填充的空间中,但是这样容易导致堵塞问题。
3.专利cn207439278u提供了一种步枪弹,其使用面积律设计思想,使得该步枪弹在枪口初速较低,造成的枪口音爆小,进而减小了枪口噪音,但是步枪弹为一体式连接,不方便拆卸,并且其都为铜结构,在使用时候存在着很大的缺陷。
技术实现要素:
4.为了解决上述结束问题,本发明提供一种亚音速弹药用弹壳,包括药筒和金属底座;所述药筒具有药筒主体;所药筒主体向前端逐渐形成斜肩、斜肩缩窄成颈部;颈部最外端具有口;药筒主体向后端逐渐形成插入部;所述插入部与金属底座双卡扣连接,形成物理互锁结构。
5.药筒主体内部容纳有粉末状的推进剂;子弹可以在推进剂填充完毕后插入亚音速弹药用弹壳的口中,其中子弹的插入方法为本领域常用的插入方法。可以列举的插入方法有使用焊接(旋转焊接、振动焊接、超声波焊接、激光焊接等)将子弹直接焊接到弹壳的口中;或者是使用粘合剂将子弹与弹壳的口中粘合;或者是焊接和粘合剂通过使得子弹插入弹壳的口中。
6.在本发明中,所述药筒主体与斜肩过渡区形成肩部过渡区a;所述斜肩与颈部过渡区形成肩部过渡区b;所述子弹底部位于药筒主体内或肩部过渡区a至肩部过渡区b内。
7.作为优选的,所述子弹底部位于肩部过渡区a至肩部过渡区b内,所述子弹底部可以位于肩部过渡区a至肩部过渡区b内的任意位置。
8.所述子弹与药筒之间通过亚音速弹药用弹壳的口连接,当通过焊接的方式连接的时候,所述焊接接头可为对接接头、斜角搭接接头、t形接头、十字接头、半搭接接头、搭接接头、角接接头、单u接头、双u接头端接接头、单斜面接头、双斜面接头、套管接头、卷边接头、边缘接头或其他任何接头。
9.在本发明中,药筒由聚合物制成,在本发明中使用聚合物制成的药筒相对于传统的黄铜药筒,重量降低了许多。
10.在astmd638条件下,所述聚合物使用厚度为3.18mm的未退火样品具有的特征包括:在-55℃时屈服强度或拉伸强度大于50mpa,断裂伸长率大于15%;在23℃时屈服强度或拉伸强度大于45mpa,断裂伸长率大于30%;在160℃时屈服强度或拉伸强度大于30mpa,断裂伸长率大于60%。
11.所述斜肩、颈部的厚度为0.05~0.4mm;作为优选的,所述斜肩、颈部的厚度0.1~0.3mm;进一步优选的,所述斜肩、颈部的厚度0.23mm。
12.所述药筒主体和插入部的平均厚度为0.05~0.4mm;作为优选的,所述药筒主体和插入部的平均厚度为0.1~0.3mm;更进一步优选的,所述药筒主体和插入部的平均厚度为0.3mm。
13.在实际制造的时候药筒主体的厚度是不均匀的,为了更好的保证推进剂以亚音速推进弹丸进入弹壳的时候能够更好的形成进气道,所述药筒主体、插入部最大部位的厚度与最小部位的厚度之差为0.01~0.1mm;进一步优选的,所述药筒主体、插入部最大部位的厚度与最小部位的厚度之差为0.05~0.08mm。
14.所述斜肩的外部向颈部的外部过渡处形成一个外肩过渡角;所述斜肩的内部向颈部的内部过渡处形成一个内肩过渡角。其中,斜肩的外部、颈部的外部、外肩过渡角可以是根据不同口径子弹的固定值;所述斜肩的内部、内肩过渡角可以根据需要来进行调节;所述颈部的内部和外部也是根据子弹的选择来调节的。
15.其中,子弹的型号包括但不显于5.8*21mm、7.62*17mm、7.62*25mm、9*18mm、9*19mm、9*20mm、5.8*42mm、7.62*39mm、7.62*54mm、7.62*54r、12.7*107mm、14.5*118mm中的一种。
16.在一些实施方式中,所述斜肩的内部与斜肩的外部平行,即外肩过渡角与内肩过渡角的大小相同。
17.在一些实施方式中,斜肩的内部成弧形,在该情况下,内肩过渡角为弧形切线与颈部的内部的夹角;优选的,所述内肩过渡角小于等于外肩过渡角;进一步优选的,所述内肩过渡角与外肩过渡角之差为0~45
°
(比如说,所述内肩过渡角与外肩过渡角之差为0
°
、2
°
、5
°
、9
°
、15
°
、20
°
、22
°
、30
°
、45
°
等);进一步优选的,所述内肩过渡角与外肩过渡角之差为2~15
°
;作为一种最优选的实施方案,所述内肩过渡角与外肩过渡角之差为4~10
°
。
18.在本发明中,发明人发现,内肩过渡角与外肩过渡角之差为4~10
°
的时候能够更好的实现弹药制品的亚音速飞行,使用该弹壳制备的弹药制品具有较好的飞行稳定性。
19.所述金属底座由金属、金属合金或金属和非金属合金制成。
20.所述金属底座与药筒卡扣连接的时候,药筒各个部位的外部尺寸都在装入任何口径子弹可接受公差范围内。
21.所述金属底座使用钢制成。可以列举的钢的牌号有40cr、40mn2、40mnb、35crmo、42crmo、30crmnsi、35crni、40crmnal、40crnimn、25cr2ni4wa等。
22.作为优选的,所述钢的牌号为42crmo,属于调质钢,淬火温度在840-880℃时采用油冷,淬火温度在820-840℃采用水冷,再在540℃左右进行回火。
23.所述金属底座的底火样式为博克塞底火或博丹底火;作为优选的,所述金属底座的底火样式为博丹底火。
24.有益效果,本发明中的药筒使用聚合物材质制备而成,并且通过斜肩和特殊的结构设计,能够很好的实现弹药制品的亚音速飞行,使用该弹壳制备的弹药制品具有较好的飞行稳定性。
附图说明
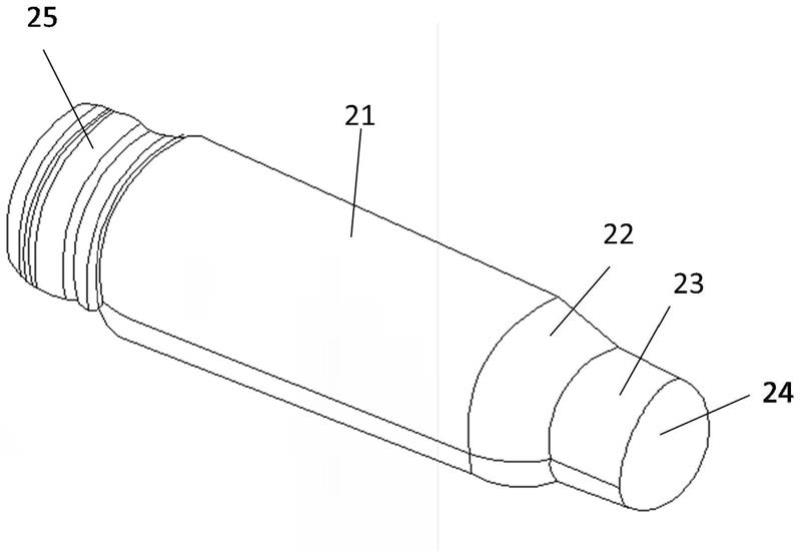
25.图1为本发明中亚音速弹药用弹壳3d结构示意图;
26.图2为本发明中亚音速弹药用弹壳连接子弹的3d结构示意图。
27.图3为药筒的结构示意图;
28.图4为药筒主体、斜肩、颈部截面的局部示意图;
29.1、金属底座;2、药筒;21、药筒主体;22、斜肩;23、颈部;24、口;25、插入部;26、内肩过渡角;27、外肩过渡角、3、子弹;31、子弹底部;28、肩部过渡区a;29、肩部过渡区b。
具体实施方式
30.下面将结合本发明中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,所描述的实施例只是本发明一部分实施例,本发明并不限于下述实施例。
31.实施例1:如图1-4所示,包括药筒2和金属底座1;所述药筒2具有药筒主体21;所药筒主体21向前端逐渐形成斜肩22;斜肩22缩窄成颈部23;颈部23最外端具有口24;药筒主体21向后端逐渐形成插入部25;所述插入部25与金属底座1双卡扣连接,形成物理互锁结构;
32.药筒主体21内部容纳有粉末状的推进剂;子弹3可以在推进剂填充完毕后插入亚音速弹药用弹壳的口24中,
33.子弹3的插入方法为旋转焊接;所述焊接接头为对接接头;
34.所述药筒主体21与斜肩22过渡区形成肩部过渡区a28;所述斜肩22与颈部23过渡区形成肩部过渡区b29;
35.所述子弹底部31位于肩部过渡区a28至肩部过渡区b29内,
36.药筒2由聚合物制成;在astmd638条件下,所述聚合物使用厚度为3.18mm的未退火样品具有的特征包括:在-55℃时屈服强度或拉伸强度大于50mpa,断裂伸长率大于15%;在23℃时屈服强度或拉伸强度大于45mpa,断裂伸长率大于40%;在160℃时屈服强度或拉伸强度大于30mpa,断裂伸长率大于60%;
37.所述斜肩22、颈部23的厚度0.23mm;
38.所述药筒主体21和插入部25的平均厚度为0.3mm;
39.所述药筒主体21、插入部25最大部位的厚度与最小部位的厚度之差为0.06mm。
40.所述斜肩22的外部向颈部23的外部过渡处形成一个外肩过渡角27;所述斜肩22的内部向颈部23的内部过渡处形成一个内肩过渡角26;斜肩22的外部、颈部23的外部、外肩过渡角27可以是根据不同口24径子弹3的固定值;
41.所述子弹3的型号为14.5*118mm;
42.斜肩22的内部成弧形;内肩过渡角26为弧形切线与颈部23的内部的夹角;所述内肩过渡角26与外肩过渡角27之差为6
°
;
43.所述金属底座1使用钢制成;所述钢的牌号为42crmo,属于调质钢,淬火温度在840-880℃时采用油冷,淬火温度在820-840℃采用水冷,再在540℃左右进行回火;所述金属底座1的底火样式为博丹底火。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
