1.本发明涉及胶合板加工技术领域,尤其涉及一种胶合板生产用自动裁边装置。
背景技术:
2.胶合板在加工成型之后,板材的侧边容易出现不整或者毛糙的问题,需要对胶合板四边进行裁剪处理,胶合板的裁剪多采用切割机进行加工,切割机一般包括一个工作台(或操作台),工作台上设有一长条、方形槽,槽内设置有切割片,锯片通过电机带动切割片转动对木材进行切割。
3.经检索,中国专利申请号为cn201620450224.7的专利,公开了一种胶合板全自动裁边设备,包括横向输送台和纵向输送台,横向输送台和纵向输送台上分别设有切割装置,横向输送台和纵向输送台连接为形状“l状”,横向输送台和纵向输送台的交汇处设有胶合板转弯装置;胶合板转弯装置包括横向滑动装置、纵向推动装置和感应器,横向滑动装置和纵向推动装置分别设有若干个,且间隔排列;感应器设在胶合板转弯装置一侧,用于监控胶合板到达指定位置。上述专利中的胶合板全自动裁边设备存在以下不足:由于切割时产生的震动易使胶合板粘结层出现分层现象,故而导致生产的产品质量较低。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种胶合板生产用自动裁边装置。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种胶合板生产用自动裁边装置,包括固定连接于底座顶部外壁上的罩体,所述底座包括输送部和集料部;所述罩体由对齐结构、稳固结构及裁边结构组成,所述对齐结构包括固定于罩体相对一侧内壁上的缓冲器,缓冲器的一端固定连接有推板;所述稳固结构由辅助抵压部和固定部构成,辅助抵压部包括滑槽、弹性件a、抵压板和滚轮组,所述滑槽设置于罩体的一侧内壁上;所述弹性件a的顶端固定连接于罩体的底部外壁上;所述抵压板的顶部外壁固定连接于弹性件a的底端,抵压板的一端与滑槽形成滑动配合;所述滚轮组的一侧外壁固定连接于抵压板的一侧内壁上;所述固定部包括伸缩件和挤压板,所述伸缩件的顶端固定连接于罩体的底部外壁上;所述挤压板的顶部外壁固定连接于伸缩件的延伸端,且挤压板的底部外壁固定连接有压力传感器。
7.优选地:所述裁边结构包括裁边一部和裁边二部,裁边一部由设置于罩体底部外壁的电动移动轨、通过滑块滑动连接于电动移动轨内壁的顶撑件、固定连接于顶撑件延伸端的横向切割组件组成。
8.优选地:所述裁边二部包括t型板和两个结构相同的竖向切割组件,t型板的顶端固定连接于罩体的底部外壁上,t型板的两端均转动连接有螺纹柱,螺纹柱的一端通过螺栓与转动连接于罩体一侧外壁上的调节枢纽一端相连接;所述竖向切割组件靠近顶端的内壁设置于螺纹柱的外壁,竖向切割组件的底部外壁固定连接有红外线灯;所述横向切割组件
和竖向切割组件均由连接座、切刀及驱动电机组成。
9.优选地:所述罩体的相对一侧内壁均设置有电动滑轨,电动滑轨的内壁和底座的一侧内壁分别固定连接有摩擦辊。
10.优选地:所述罩体的一侧内壁固定连接有光幕传感器。
11.优选地:所述输送部包括转动连接于底座一侧内壁上的传动带组、通过支板固定连接于底座一侧外壁上的电机,传动带组的输入端通过连接轴与电机的输出端相连接。
12.优选地:所述底座的顶部外壁固定连接有承载输送座。
13.优选地:所述底座的一侧外壁设置有导向板,导向板的底部外壁和底座的一侧外壁固定连接有同一组弹性件b。
14.优选地:所述集料部包括设置于底座顶部外壁的下料槽、设置于底座一侧外壁上的箱门、通过顶板固定于底座一侧外壁上的抽风机,抽风机的输入端固定连接有滤网盖;位于下料槽下方的所述底座底部内壁设置有内腔,内腔的底部内壁呈倾斜状。
15.本发明的有益效果为:
16.1.本发明抵压板在弹性件a的作用下在滑槽内下移,使得滚轮组接触于胶合板的顶部面上,进而对传送时的胶合板进行辅助微微按压,进一步防止胶合板在在传送期间歪向,并且减小竖向裁边时的震动;伸缩件启动,下推挤压板的底部面贴合在胶合板顶端上,压力传感器实时检测挤压板与胶合板间的压力,当达到设定值后控制伸缩件关闭,使得对接近胶合板裁切边的板面进行牢牢固定,防止胶合板出现震动分层,同时可防止挤压板推挤胶合板施力过度导致其受损或发生形变,进而保证胶合板裁边的质量。
17.2.本发明需加工胶合板通过输送部传送时,在对齐结构的作用下从两侧向中间方位靠拢,以防止胶合板在传送期间发生倾斜状况;横向裁边结束后,首先通过顶撑件操控横向切割组件上调使其远离胶合板的顶部面,然后根据胶合板的宽度分别转动两个调节枢纽,进而使得螺纹柱转动,进而输送其上的竖向切割组件左右移动,便于根据不同宽度的胶合板进行调节切割方位。
18.3.本发明通过红外线灯观察竖向切割组件上的切刀是否瞄准胶合板的两边侧,以保证裁边工作的质量及效率,最后利用调整好方位的两个竖向切割组件,对输送时的胶合板两侧进行同时裁边作业,提高工作效率。
19.4.本发明裁边后的胶合板被输送至位于底座上的摩擦辊上方,然后启动电动滑轨上的摩擦辊使其接近但不接触胶合板的顶部面,利用上下两个摩擦辊便于对输送期间的胶合板上下面进行自动清理,以去除其表面的倒刺等,保证胶合板裁边面的光滑。
附图说明
20.图1为本发明提出的一种胶合板生产用自动裁边装置的前视结构示意图;
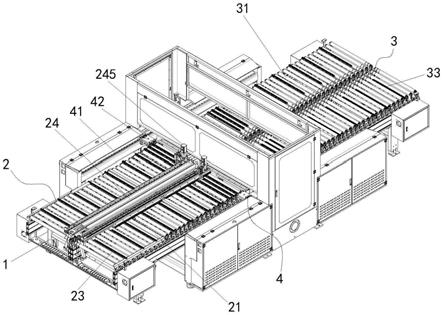
21.图2为本发明提出的一种胶合板生产用自动裁边装置的侧视结构示意图;
22.图3为本发明提出的一种胶合板生产用自动裁边装置的背视结构示意图;
23.图4为本发明提出的一种胶合板生产用自动裁边装置的罩体仰视结构示意图;
24.图5为本发明提出的一种胶合板生产用自动裁边装置的底座俯视结构示意图;
25.图6为本发明提出的一种胶合板生产用自动裁边装置的电路流程结构示意图。
26.图中:1底座、2罩体、3抵压板、4弹性件a、5伸缩件、6顶撑件、7滑槽、8缓冲器、9传送
带组、10推板、11电机、12调节枢纽、13箱门、14弹性件b、15导向板、16电动滑轨、17摩擦辊、18竖向切割组件、19电动移动轨、21抽风机、22挤压板、23螺纹柱、24滚轮组、25压力传感器、26横向切割组件、27光幕传感器、28红外线灯、29导向柱、30 t型板、31承载输送座、32下料槽。
具体实施方式
27.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
28.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
29.在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
30.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。
31.实施例1:
32.一种胶合板生产用自动裁边装置,如图1-6所示,包括固定连接于底座1顶部外壁上的罩体2,所述底座1包括输送部和集料部;所述罩体2由对齐结构、稳固结构及裁边结构组成,其中,所述对齐结构包括两组呈相对位置固定于罩体2相对一侧内壁上的缓冲器8,缓冲器8的一端焊接有推板10,推板10在缓冲器8的作用下向中间方位推动胶合板,防止胶合板在传送期间出现歪斜,从而影响裁切质量;所述稳固结构由辅助抵压部和固定部构成,辅助抵压部包括两个滑槽7、若干组弹性件a4、抵压板3和滚轮组24,两个所述滑槽7分别开设于罩体2的相对一侧内壁上;若干组所述弹性件a4的顶端均焊接于罩体2的底部外壁上;所述抵压板3的顶部外壁焊接于若干组弹性件a4的底端,抵压板3的两端分别与两个滑槽7形成滑动配合;所述滚轮组24的一侧外壁通过螺栓固定于抵压板3的一侧内壁上。需加工胶合板通过输送部传送时,在对齐结构的作用下从两侧向中间方位靠拢,以防止胶合板在传送期间发生倾斜状况,同时抵压板3在弹性件a4的作用下在滑槽7内下移,使得滚轮组24接触于胶合板的顶部面上,进而对传送时的胶合板进行辅助微微按压,进一步防止胶合板在在传送期间歪向,并且减小竖向裁边时的震动。
33.进一步的,所述固定部包括伸缩件5和挤压板22,所述伸缩件5的顶端通过螺栓固定于罩体2的底部外壁上,伸缩件5的开关控制端与控制模块电性连接,伸缩件5可为电动伸缩柱、气缸等中的一种;所述挤压板22的顶部外壁通过螺栓固定于伸缩件5的延伸端,且挤压板22的底部外壁粘接有防护层,挤压板22的底部外壁通过螺栓固定有压力传感器25,压力传感器25的信号输出端与控制模块电性连接,压力传感器25的型号为jyb-kb-cw2000;所述罩体2的一侧内壁通过螺栓固定有光幕传感器27,光幕传感器27的信号输出端与控制模块电性连接,光幕传感器27的型号为dlm40-4-j,通过光幕传感器27便于自动检测胶合板被
传送的位置。当胶合板前端被传送遮挡光幕传感器27发射光幕时,光幕传感器27传递信号至控制模块,其电性连接控制伸缩件5启动,下推挤压板22的底部面贴合在胶合板顶端上,压力传感器25实时检测挤压板22与胶合板间的压力,当达到设定值后传递信号至控制模块,其电性连接控制伸缩件5关闭,使得对接近胶合板裁切边的板面进行牢牢固定,防止胶合板出现震动分层,同时可防止挤压板22推挤胶合板施力过度导致其受损或发生形变,进而保证胶合板裁边的质量。
34.为了对不同宽度的胶合板进行切割;如图1、图2和图4所示,所述裁边结构包括裁边一部和裁边二部,裁边一部由开设于罩体2底部外壁的电动移动轨19、通过滑块滑动连接于电动移动轨19内壁的顶撑件6和通过螺栓固定于顶撑件6延伸端的横向切割组件26组成;所述裁边二部包括t型板30和两个结构相同的竖向切割组件18,t型板30的顶端通过螺栓固定于罩体2的底部外壁上,t型板30的两端均转动连接有螺纹柱23,螺纹柱23的一端通过螺栓与转动连接于罩体2一侧外壁上的调节枢纽12一端相连接;所述竖向切割组件18靠近顶端的内壁通过螺纹连接于螺纹柱23的外壁,竖向切割组件18的底部外壁通过螺栓固定有红外线灯28;所述横向切割组件26和竖向切割组件18均由连接座、切刀及驱动电机组成,此为现有技术,不再赘述,横向切割组件26和竖向切割组件18为前后设置。启动顶撑件6控制横向切割组件26下移,使得其上的切刀可以深入胶合板的底部,然后控制电动移动轨19启动,使得横向切割组件26在左右移动期间完成对胶合板前端/后端面的裁边;横向裁边结束后,首先通过顶撑件6操控横向切割组件26上调使其远离胶合板的顶部面,然后根据胶合板的宽度分别转动两个调节枢纽12,进而使得螺纹柱23转动,进而输送其上的竖向切割组件18左右移动,便于根据不同宽度的胶合板进行调节切割方位,并且通过红外线灯28观察竖向切割组件18上的切刀是否瞄准胶合板的两边侧,以保证裁边工作的质量及效率,最后利用调整好方位的两个竖向切割组件18,对输送时的胶合板两侧进行同时裁边作业,提高工作效率。
35.为了便于输送胶合板;如图1和图5所示,所述输送部包括转动连接于底座1一侧内壁上的传动带组9和通过支板固定连接于底座1一侧外壁上的电机11,传动带组9的输入端通过连接轴与电机11的输出端相连接;将胶合板置于传送带组9上,启动电机11使其在对齐结构的限制下向前输送,节省人力搬运;所述底座1的顶部外壁通过螺栓固定有若干个呈阵列式分布的承载输送座31,设置若干个呈阵列式分布的承载输送座31便于辅助传输不同宽度的胶合板。
36.为了便于收集木屑;如图1-5所示,所述集料部包括开设于底座1顶部外壁的下料槽32、铰接于底座1一侧外壁上的箱门13和通过顶板固定于底座1一侧外壁上的抽风机21,抽风机21的输入端通过螺栓固定有滤网盖;位于下料槽32下方的所述底座1底部内壁开设有内腔,内腔的底部内壁呈倾斜状;裁边时产生的木屑等自动经下料槽32落入底座1内腔收集,或者启动抽风机21经下料槽32抽送木屑、粉尘进入内腔,后期打开箱门13将废屑进行统一清理即可,防止出现环境污染;所述底座1的一侧外壁铰接有导向板15,导向板15的底部外壁和底座1的一侧外壁焊接有同一组弹性件b14。裁边后的胶合板被输送至导向板15上,随着输送距离越大进而下压经弹性件b14抵持的导向板15发生倾斜,进而便于加工好的胶合板缓缓出料。
37.本实施例在使用时,将需加工胶合板通过输送部传送时,在对齐结构的作用下从
两侧向中间方位靠拢,以防止胶合板在传送期间发生倾斜状况,同时抵压板3在弹性件a4的作用下在滑槽7内下移,使得滚轮组24接触于胶合板的顶部面上,进而对传送时的胶合板进行辅助微微按压;当胶合板前端被传送遮挡光幕传感器27发射光幕时,光幕传感器27传递信号至控制模块,其电性连接控制伸缩件5启动,下推挤压板22的底部面贴合在胶合板顶端上,压力传感器25实时检测挤压板22与胶合板间的压力,当达到设定值后传递信号至控制模块,其电性连接控制伸缩件5关闭,使得对接近胶合板裁切边的板面进行牢牢固定;
38.然后启动顶撑件6控制横向切割组件26下移,使得其上的切刀可以深入胶合板的底部,然后控制电动移动轨19启动,使得横向切割组件26在左右移动期间完成对胶合板前端/后端面的裁边;横向裁边结束后,首先通过顶撑件6操控横向切割组件26上调使其远离胶合板的顶部面,然后根据胶合板的宽度分别转动两个调节枢纽12,进而使得螺纹柱23转动,进而输送其上的竖向切割组件18左右移动,便于根据不同宽度的胶合板进行调节切割方位,并且通过红外线灯28观察竖向切割组件18上的切刀是否瞄准胶合板的两边侧,最后利用调整好方位的两个竖向切割组件18,对输送时的胶合板两侧进行同时裁边作业;
39.裁边后的胶合板被输送至导向板15上,随着输送距离越大进而下压经弹性件b14抵持的导向板15发生倾斜,进而便于加工好的胶合板缓缓出料;裁边时产生的木屑等自动经下料槽32落入底座1内腔收集,或者启动抽风机21经下料槽32抽送木屑、粉尘进入内腔,后期打开箱门13将废屑进行统一清理即可。
40.实施例2:
41.一种胶合板生产用自动裁边装置,如图2-5所示,为了清理胶合板表面的倒刺等;本实施例在实施例1的基础上作出以下改进:所述罩体2的相对一侧内壁均开设有电动滑轨16,两个电动滑轨16的内壁和底座1的一侧内壁分别通过螺栓固定有摩擦辊17。裁边后的胶合板被输送至位于底座1上的摩擦辊17上方,然后启动电动滑轨16上的摩擦辊17使其接近但不接触胶合板的顶部面,利用上下两个摩擦辊17便于对输送期间的胶合板上下面进行自动清理,以去除其表面的倒刺等,保证胶合板裁边面的光滑。
42.本实施例在使用时,裁边后的胶合板被输送至位于底座1上的摩擦辊17上方,然后启动电动滑轨16上的摩擦辊17使其接近但不接触胶合板的顶部面,利用上下两个摩擦辊17便于对输送期间的胶合板上下面进行自动清理,以去除其表面的倒刺等,保证胶合板裁边面的光滑。
43.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。