1.本发明属于压缩机技术领域,特别涉及一种转子平衡块中心偏差角的测量装置及方法。
背景技术:
2.滑片式制冷压缩机是一种容积型回转式压缩机,通过滑片将气缸内腔分为吸气腔和压缩腔,容积的大小随着转子的旋转而产生周期性的变化,从而实现吸气、压缩、排气和膨胀过程;转子是整个制冷系统的心脏,为系统的制冷(制热)循环提供动力。
3.压缩机工作时转子在定子内部旋转,通过曲轴带动泵体活塞(偏心转子)在气缸内做偏心旋转,在泵体活塞的偏心旋转作用下,制冷剂被吸入泵体中压缩,直至被压缩至压力超过临界压力,才经过排气管输出至换热系统中。在泵体活塞做偏心旋转时,为了减少偏心旋转作用下产生的震动,在转子的上部和下部通常会设置平衡块,用于调节压缩机的平衡;在平衡块的设计要求中,平衡块与曲轴的偏心圆的偏心部位在同一方向,转子热套曲轴组装时曲轴的最高点与平衡块中心线的偏差角在设计标准
±
α
°
内;该偏差角若超出设计标准时,将会增大旋转时震动,影响压缩机运行性能。
4.目前,在不同型号规格转子热套曲轴生产时,需对首件产品的曲轴的最高点与平衡块中心线的偏差角进行测量,根据偏差角的测量值对工装进行调整,其检测测量直接影响生产效率与质量精度;而现有的测量手段难度较大,测量精度较低,严重影响生产效率和产品的质量精度。
技术实现要素:
5.针对现有技术中存在的技术问题,本发明提供了一种转子平衡块中心偏差角的测量装置及方法,以解决现有的测量手段难度大,测量精度较低的技术问题。
6.为达到上述目的,本发明采用的技术方案为:
7.本发明提供了一种转子平衡块中心偏差角的测量装置,包括底座、定位套及角度测量器;待测热套转子泵体组件竖向固定在底座上;其中,待测热套转子泵体组件中的气缸与底座固定连接;定位套套设在待测热套转子泵体组件中的转子上,并与待测热套转子泵体组件的转子平衡块的端面紧密接触;
8.角度测量器包括测量芯棒、刻度盘、指针及角度测量芯棒座;角度测量芯棒座固定设置在定位套的上端,角度测量芯棒座的中心设置有芯棒通孔;测量芯棒贯穿设置在角度测量芯棒座的芯棒通孔中;测量芯棒的下端配合设置在待测热套转子泵体组件的曲轴槽口中,测量芯棒的上端出露角度测量芯棒座设置;刻度盘设置在角度测量芯棒座的上端,刻度盘上设置有角度刻度标记;指针水平穿设在测量芯棒的出露端,并位于刻度盘的上表面。
9.进一步的,底座包括底座平台及定位底模;底座平台水平设置,定位底模固定安装在底座平台上,定位底模为中空的圆柱筒形结构;所述气缸配合固定在定位底模的上端面。
10.进一步的,定位底模上设置有若干定位件;定位件设置在定位底模的顶端,并与所
述气缸的固定孔对应设置;定位件的下端与定位底模固定连接,上端与气缸的固定孔相连。
11.进一步的,定位套包括转子定位套及平衡块定位板;转子定位套为中空的圆柱壳体结构,转子定位套固定套设在所述转子的外侧;
12.转子定位套的圆周上设置有定位板插槽,定位板插槽与所述转子平衡块对应设置;平衡块定位板配合设置在转子定位套的定位板插槽中,平衡块定位板的一端与转子定位套相连,另一端与所述转子平衡块的端面紧密接触。
13.进一步的,平衡块定位板为u型板结构;所述u型板结构的两端与所述转子平衡块的端面紧密接触。
14.进一步的,转子定位套的顶端设置有圆弧形凸起结构,角度测量芯棒座的底端设置有圆弧形凹槽结构;转子定位套上的圆弧形凸起结构与角度测量芯棒座上的圆弧形凹槽结构配合连接。
15.进一步的,测量芯棒包括芯棒本体及定位尖角;芯棒本体贯穿设置在角度测量芯棒座的芯棒通孔中,定位尖角设置在芯棒本体的下端,定位尖角采用楔形结构,并配合设置在所述曲轴槽口中。
16.进一步的,芯棒本体上设置有指针贯穿槽;所述指针贯穿槽位于芯棒本体的中心轴线上,指针水平贯穿设置在指针贯穿槽中,并能够沿芯棒本体的中心轴线上下移动。
17.本发明还提供了一种转子平衡块中心偏差角的测量方法,利用所述的一种转子平衡块中心偏差角的测量装置,具体包括以下步骤:
18.步骤1、将待测热套转子泵体组件安装在底座上;
19.步骤2、将定位套套装在待测热套转子泵体组件的转子上;
20.步骤3、将角度测量器安装在定位套上,并将角度测量器中的测量芯棒配合插设在待测热套转子泵体组件的曲轴槽口中;
21.步骤4、读取指针在刻度盘上的角度值,即得到曲轴槽口与转子平衡块中心线偏差角;
22.步骤5、将曲轴槽口与转子平衡块中心线偏差角与预设偏差角进行比较,得到所述的转子平衡块中心偏差角的测量结果。
23.与现有技术相比,本发明的有益效果为:
24.本发明提供了一种转子平衡块中心偏差角的测量装置及方法,将待测热套转子泵体组件固定与底座连接,实现对待测热套转子泵体组件的定位;将定位套设置在转子上,实现将定位套与转子的定位连接;将角度测量器中的测量芯棒插入曲轴槽口中,利用指针在刻度盘上的角度值,直观获取曲轴槽口与转子平衡块中心线偏差角,实现偏差角快速测量,结构简单,测量过程难度小,测量结果精度较高。
25.进一步的,通过在底座平台上设置定位底模,将气缸与定位底模固定相连,实现对待测热套转子泵体组件的精准定位,确保了测量过程中待测热套转子泵体组件的稳定性,提高了测量结果的准确度。
26.进一步的,通过在定位底模与气缸之间设置定位件,有效提高了对待测热套转子泵体组件定位的可靠性。
27.进一步的,定位套采用转子定位套与平衡块定位板组合,消除转子与定位套的配合间隙以及平衡块定位板与平衡块定位面的间隙;测量时使平衡块定位板贴实平衡块端
面,转子定位套与转子配合贴紧,消除因间隙晃动引起的误差,保证测量精度;平衡孔定位板采用u型结构,便于测量中组装、保证精度;制造方便,精度较高。
28.进一步的,将转子定位套上的圆弧形凸起结构与角度测量芯棒座上的圆弧形凹槽结构配合连接,确保了转子定位套与角度测量芯棒座的可靠连接,避免了测量过程发生相对转动,保证了转子定位套与角度测量芯棒座的同轴线设置,有效提高了测量结果的准确性。
29.进一步的,通过在芯棒本体的下端设置定位尖角,利用定位尖角与曲轴槽口相连,确保了测量芯棒与曲轴槽口的可靠连接,提高了测量结果的准确性。
30.进一步的,芯棒本体上设置有指针贯穿槽,将指针水平贯穿设置在指针贯穿槽,并通过沿芯棒本体的中心轴线上下移动,满足对不同型号的热套转子泵体组件的测量要求,提高了测量装置的适用范围。
附图说明
31.图1为实施例中的热套转子泵体组件结构示意图;
32.图2为实施例中的转子结构示意图;
33.图3为实施例中的转子的侧视图;
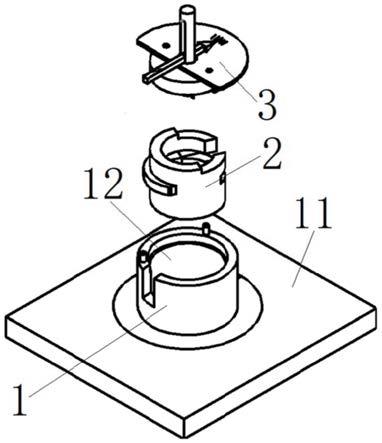
34.图4为实施例所述的测量装置的整体结构图;
35.图5为实施例所述的测量装置的俯视图;
36.图6为实施例所述的测量装置中的转子定位套与平衡块定位板的装配结构示意图;
37.图7为实施例所述的测量装置中的转子定位套结构示意图;
38.图8为实施例所述的测量装置中的平衡块定位板结构示意图;
39.图9为实施例所述的测量装置中的角度测量器结构示意图;
40.图10为实施例所述的测量装置中的刻度盘与角度测量芯棒座的连接结构示意图;
41.图11为实施例所述的测量装置中的测量芯棒与指针的连接结构示意图;
42.图12为实施例所述的测量装置的使用状态示意图;
43.图13为实施例中的曲轴凹槽与转子平衡块中心线偏差角的测量原理示意图。
44.其中,1底座,2定位套,3角度测量器,4待测热套转子泵体组件;11底座平台,12定位底模;21转子定位套,22平衡块定位板;31测量芯棒,32刻度盘,33指针,34角度测量芯棒座;41气缸,42转子,43曲轴,44曲轴槽口,45转子平衡块;121定位件;211圆弧形凸起结构;311定位尖角。
具体实施方式
45.为了使本发明所解决的技术问题,技术方案及有益效果更加清楚明白,以下具体实施例,对本发明进行进一步的详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
46.本发明所述的一种转子平衡块中心偏差角的测量装置,包括底座1、定位套2及角度测量器3;待测热套转子泵体组件竖向设置在底座1上;其中,待测热套转子泵体组件4中的气缸41与底座1固定连接;定位套2套设在待测热套转子泵体组件4中的转子42上,并与待
测热套转子泵体组件4的转子平衡块45的端面紧密接触。
47.底座1包括底座平台11及定位底模12;底座平台11水平设置,定位底模12固定安装在底座平台11上,定位底模12为中空的圆柱筒形结构;所述气缸41配合固定在定位底模12的上端面;定位底模12上设置有若干定位件121;定位件121设置在定位底模12的顶端,并与所述气缸41的固定孔对应设置;定位件121的下端与定位底模12固定连接,上端与气缸41的固定孔相连。
48.定位套2包括转子定位套21及平衡块定位板22;转子定位套21为中空的圆柱壳体结构,转子定位套21固定套设在所述转子42的外侧;转子定位套21的圆周上设置有定位板插槽,定位板插槽与所述转子平衡块45对应设置;平衡块定位板22配合设置在转子定位套21的定位板插槽中,平衡块定位板22的一端与转子定位套21相连,另一端与所述转子平衡块45的端面紧密接触;
49.本发明中,平衡块定位板22为u型板结构;所述u型板结构的两端与所述转子平衡块45的端面紧密接触;转子定位套21的顶端设置有圆弧形凸起结构211,角度测量芯棒座34的底端设置有圆弧形凹槽结构;转子定位套21上的圆弧形凸起结构211与角度测量芯棒座34上的圆弧形凹槽结构配合连接。
50.角度测量器3包括测量芯棒31、刻度盘32、指针33及角度测量芯棒座34;角度测量芯棒座34固定设置在定位套2的上端,角度测量芯棒座34的中心设置有芯棒通孔;测量芯棒31贯穿设置在角度测量芯棒座34的芯棒通孔中;测量芯棒31的下端配合设置在待测热套转子泵体组件4的曲轴槽口44中,测量芯棒31的上端出露角度测量芯棒座34设置;刻度盘32设置在角度测量芯棒座34的上端,刻度盘32上设置有角度刻度标记;指针33水平穿设在测量芯棒31的出露端,并位于刻度盘32的上表面。
51.测量芯棒31包括芯棒本体及定位尖角311;芯棒本体贯穿设置在角度测量芯棒座34的芯棒通孔中,定位尖角311设置在芯棒本体的下端,定位尖角311采用楔形结构,并配合设置在所述曲轴槽口44中;芯棒本体上设置有指针贯穿槽;所述指针贯穿槽位于芯棒本体的中心轴线上,指针33水平贯穿设置在指针贯穿槽中,并能够沿芯棒本体的中心轴线上下移动。
52.本发明还提供了一种转子平衡块中心偏差角的测量方法,具体包括以下步骤:
53.步骤1、将待测热套转子泵体组件安装在底座1上;
54.步骤2、将定位套2套装在待测热套转子泵体组件4的转子42上;
55.步骤3、将角度测量器3安装在定位套2上,并将角度测量器3中的测量芯棒31配合插设在待测热套转子泵体组件4的曲轴槽口44中;
56.步骤4、读取指针33在刻度盘32上的角度值,即得到曲轴槽口与转子平衡块中心线偏差角;
57.步骤5、将曲轴槽口与转子平衡块中心线偏差角与预设偏差角进行比较,得到所述的转子平衡块中心偏差角的测量结果。
58.工作原理:
59.本发明所述的转子平衡块中心偏差角的测量装置,使用时,将转子定位套与平衡块定位板组合套装在转子上;将平衡块定位板与转子平衡块端面紧靠设置,以使转子平衡块的中心与转子定位套刻度盘中心“0”刻度线重合;之后,将测量芯棒的定位尖角插入曲轴
槽口,并将指针的中心与曲轴槽口中心重合,曲轴槽口中心与曲轴偏心最高点在同一轴线上,此时刻度盘中心“0”刻度线反映的是平衡块的中心;指针中心反映的是曲轴偏心最高点,读取指针在刻度盘上的角度值,就能够实现对所述偏差角度测量,即得到所述的转子平衡块中心偏差角测量结果。
60.实施例
61.本实施例以对某热套转子泵体组件的曲轴槽口与转子平衡块中心线偏差角的测量过程为例;如附图1-3所示,待测热套转子泵体组件4包括气缸41、转子42、曲轴43、曲轴槽口44及转子平衡块45;其中,转子平衡块45铆紧在转子42上精密压铸成一整体转子组件,曲轴43与气缸41按设计工艺要求组成泵体组件4,在热套工序将转子组件紧密套装在泵体组件4的曲轴43上。
62.如附图4-11所示,本实施例提供了一种转子平衡块中心偏差角的测量装置,包括底座1、定位套2及角度测量器3;待测热套转子泵体组件4竖向设置在底座1上;其中,气缸41与底座1固定连接;定位套2套设在转子42上,并与转子平衡块45的端面紧密接触。
63.底座1包括底座平台11及定位底模12;底座平台11水平设置,定位底模12固定安装在底座平台11上,定位底模12为中空的圆柱筒形结构;所述气缸41配合固定在定位底模12的上端面;定位底模12上设置有若干定位件121;定位件121设置在定位底模12的顶端,并与所述气缸41的固定孔对应设置;定位件121的下端与定位底模12固定连接,上端与气缸41的固定孔相连。
64.定位套2包括转子定位套21及平衡块定位板22;转子定位套21为中空的圆柱壳体结构,转子定位套21固定套设在所述转子42的外侧;转子定位套21的圆周上设置有定位板插槽,定位板插槽与所述转子平衡块45对应设置;平衡块定位板22配合设置在转子定位套21的定位板插槽中,平衡块定位板22的一端与转子定位套21相连,另一端与所述转子平衡块45的端面紧密接触。
65.平衡块定位板22为u型板结构;所述u型板结构的两端与所述转子平衡块45的端面紧密接触;转子定位套21的顶端设置有圆弧形凸起结构211,角度测量芯棒座34的底端设置有圆弧形凹槽结构;转子定位套21上的圆弧形凸起结构211与角度测量芯棒座34上的圆弧形凹槽结构配合连接。
66.本实施例中,将转子定位套21套设在转子42上,并将平衡块定位板22穿插在转子定位套的定位半插槽中,并使平衡块定位板22的端面与转子平衡块45的端面紧密接触,实现对定位套2与转子42的定位。
67.角度测量器3包括测量芯棒31、刻度盘32、指针33及角度测量芯棒座34;角度测量芯棒座34固定设置在定位套2的上端,角度测量芯棒座34的中心设置有芯棒通孔;测量芯棒31贯穿设置在角度测量芯棒座34的芯棒通孔中;测量芯棒31的下端配合设置在待测热套转子泵体组件4的曲轴槽口44中,测量芯棒31的上端出露角度测量芯棒座34设置;刻度盘32设置在角度测量芯棒座34的上端,刻度盘32上设置有角度刻度标记;指针33水平穿设在测量芯棒31的出露端,并位于刻度盘32的上表面;其中,刻度盘32与角度测量芯棒座34之间采用定位销螺栓连接。
68.测量芯棒31包括芯棒本体及定位尖角311;芯棒本体贯穿设置在角度测量芯棒座34的芯棒通孔中,定位尖角311设置在芯棒本体的下端,定位尖角311采用楔形结构,并配合
设置在所述曲轴槽口44中;芯棒本体上设置有指针贯穿槽;所述指针贯穿槽位于芯棒本体的中心轴线上,指针33水平贯穿设置在指针贯穿槽中,并能够沿芯棒本体的中心轴线上下移动。
69.本实施例中,将指针33水平穿插在测量芯棒31中,并将测量芯棒31竖向穿插在角度测量芯棒座34的芯棒通孔中,角度测量芯棒座34的底端与转子定位套21的上端面紧密接触,并将测量芯棒31中的定位尖角311插入曲轴槽口44,利用指针与测量芯棒的组合,实现对曲轴槽口与转子平衡块中心线偏差角α的测量计数。
70.本实施例中,根据压缩机及转子型号规格不同,将转子定位套设置若干不同尺寸规格,并按照曲轴槽口的尺寸规格,将测量芯棒设置若干不同尺寸规格,利用对应尺寸规格的转子定位套及测量芯棒组合,实现对不同型号压缩机或转子的转子平衡块中心偏差角的测量,结构简单,适用范围广。
71.使用及测量方法:
72.本实施例所述的转子平衡块中心偏差角的测量装置,根据热套转子泵体组件规格型号选取相应的转子定位套及测量芯棒规格;使用时,将待测热套转子泵体组件安装在定位底模上,进行定位;将转子定位套套设在转子上,并将平衡块定位板插入转子定位套的定位板插槽中,以使平衡块定位板的端面与转子平衡块的端面紧密接触;将角度测量器安装在转子定位套的上端,使测量芯棒的定位尖角插入曲轴槽口中,进行定位;调节角度测量芯棒座与转子定位套配合紧贴,并将测量芯棒上的指针上下移动至刻度盘上;读取指针在刻度盘上的角度值,即得到曲轴槽口与转子平衡块中心线偏差角α;如果所述偏差值在预设偏差角标准范围内,则表示曲轴槽口与转子平衡块中心线偏差角在标准范围内;如果所述偏差值超出预设偏差角标准范围,表示曲轴槽口与转子平衡块中心线偏差角超差。
73.工作原理:
74.如附图12、13所示,本实施例所述的转子平衡块中心偏差角的测量装置及方法,测量时,将待测热套转子泵体组件安装在定位底模上,对待测热套转子泵体组件定位完成后;将转子定位套套设在转子上,并将平衡块定位板插入转子定位套的定位板插槽中,以使平衡块定位板的端面与转子平衡块的端面紧密接触;将角度测量器安装在转子定位套的上端,使测量芯棒的定位尖角插入曲轴槽口中,进行定位;通过读取指针在刻度盘上的角度值,即得到曲轴槽口与转子平衡块中心线偏差角;由于刻度盘中心“0”刻度线反映的是平衡块的中心,指针中心反映的是曲轴槽口中点,读取指针在刻度盘上的角度值,就能够实现对所述偏差角度对测量。
75.本发明所述的所述的转子平衡块中心偏差角的测量装置及方法,将待测热套转子泵体组件固定与底座连接,实现对待测热套转子泵体组件的定位;将定位套设置在转子上,实现定位套与转子的定位;将角度测量器中的测量芯棒插入曲轴槽口中,利用指针在刻度盘上的角度值,直观获取曲轴槽口与转子平衡块中心线偏差角;本发明所述的测量装置及方法,实现了曲轴槽口与转子平衡块中心线偏差角的快速测量,操作方法及结果判定过程简单,现场作业人员即可完成;可以快速测出结果,减少不必要的时间浪费;测量结果准确度高,制作成本低。
76.上述实施例仅仅是能够实现本发明技术方案的实施方式之一,本发明所要求保护的范围并不仅仅受本实施例的限制,还包括在本发明所公开的技术范围内,任何熟悉本技
术领域的技术人员所容易想到的变化、替换及其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
