用于切割玻璃层压件的设备和方法
1.相关申请的交叉引用
2.本技术要求2019年8月20日向韩国知识产权局提交的韩国专利申请第10-2019-0101875号的权益,其全文通过引用结合入本文。
3.背景
技术领域
4.本发明构思涉及切割设备和切割方法。更具体地,本发明构思涉及用于切割玻璃层压件的设备和方法。
背景技术:
5.玻璃层压件可以使用各种技术来切割,包括激光、cnc雕刻机和水射流。常规的玻璃层压件切割技术需要庞大且昂贵的设备和复杂的工艺。然而,使用玻璃层压件的普通用户期望使用简单便宜的设备和简易过程来切割玻璃层压件。
技术实现要素:
6.本发明构思提供了玻璃层压件切割设备,其简单便宜以便在任何地方、任何时间,任何人都能容易地使用,并且提供了简单且容易的玻璃层压件切割方法。
7.其他方面将在下面的说明中阐述,且部分方面将根据说明书显现或通过实施本公开的实施方式而习得。
8.根据本发明构思的一个方面,提供了用于切割玻璃层压件的设备,其包括台子,所述台子包括通过第一间隙彼此间隔开的第一部分和第二部分,锯刀能够通过所述第一间隙;通过第二间隙彼此间隔开的第一引导块和第二引导块,锯刀能够通过所述第二间隙;第一固定单元,其能够将第一引导块固定到所述台子的第一部分;以及第二固定单元,其能够将第二引导块固定到所述台子的第二部分,其中,所述台子的第一部分和第二部分,第一引导块,以及第二引导块至少部分限定了玻璃层压件位于其中的空间。
9.在一些实施方式中,第一引导块和第二引导块各自可以包括能与玻璃层压件的表面接触的缓冲物。
10.在一些实施方式中,所述设备还可以包括能够使玻璃层压件对准的对准块。
11.在一些实施方式中,所述对准块可以是能与玻璃层压件的至少一个边缘接触的。
12.在一些实施方式中,第一引导块和第二引导块可以是透明的。
13.在一些实施方式中,所述设备还可以包括附加的固定单元,其能够将玻璃层压件固定到所述台子。
14.在一些实施方式中,所述附加的固定单元可以包括在所述台子中的磁体。
15.在一些实施方式中,第一固定单元可以包括在所述台子的第一部分中的磁体以及在第一引导块中的磁体,并且第二固定单元可以包括在所述台子的第二部分中的磁体以及在第二引导块中的磁体。
16.在一些实施方式中,所述台子可以包括硬度比锯刀材料的硬度小的材料。
17.在一些实施方式中,第一引导块和第二引导块各自可以包括硬度比锯刀材料的硬度小的材料。
18.另外,根据本发明构思的一个方面,提供了一种用于切割玻璃层压件的设备,其包括台子,所述台子包括第一部分和第二部分,它们通过第一间隙在第一水平方向上彼此间隔开;在垂直方向上能与所述台子的第一部分分离的第一引导块;在垂直方向上能与所述台子的第二部分分离的第二引导块;成对的第一固定单元,它们各自在垂直方向上延伸穿过第一引导块中的孔和所述台子的第一部分中的孔;以及成对的第二固定单元,它们各自在垂直方向上延伸穿过第二引导块中的孔和所述台子的第二部分中的孔,其中,第一引导块和第二引导块在第一水平方向上通过第二间隙彼此间隔开。
19.在一些实施方式中,第二间隙在第一水平方向上的宽度可以是可调的。
20.在一些实施方式中,第一引导块中的孔和第二引导块中的孔各自可以具有在第一水平方向上伸长的截面。
21.在一些实施方式中,第一引导块可以包括面向所述台子的第一部分的缓冲物,并且第二引导块可以包括面向所述台子的第二部分的缓冲物。
22.在一些实施方式中,所述设备还可以包括在所述台子的第一部分上的对准块。
23.在一些实施方式中,对准块可以包括在与第一水平方向垂直的第二水平方向上延伸的部分。
24.在一些实施方式中,对准块还可以包括在第一水平方向上延伸的部分。
25.在一些实施方式中,所述对准块可以包括多个对准块。
26.另外,根据本发明构思的一个方面,提供了切割玻璃层压件的方法,所述方法包括:将玻璃层压件放置在台子上,所述台子包括在水平方向上通过第一间隙彼此间隔开的第一部分和第二部分;使用第一固定单元将第一引导块固定到所述台子的第一部分,以允许将玻璃层压件固定在第一引导块与所述台子的第一部分之间;使用第二固定单元将第二引导块固定到所述台子的第二部分,以允许将玻璃层压件固定在第二引导块与所述台子的第二部分之间,以允许第一引导块和第二引导块在水平方向上通过第二间隙彼此间隔开;以及在切割路径内移动锯刀,所述切割路径至少部分由第一间隙和第二间隙限定。
27.在一些实施方式中,将第一引导块固定到所述台子的第一部分可以包括:允许第一引导块的缓冲物接触玻璃层压件,以及将第二引导块固定到所述台子的第二部分可以包括:允许第二引导块的缓冲物接触玻璃层压件。
28.在一些实施方式中,在移动锯刀期间,可以将冷却剂供应到第二间隙中。
29.在一些实施方式中,所述方法还可以包括:对准玻璃层压件,以允许玻璃层压件的至少一个边缘接触对准块。
30.在一些实施方式中,锯刀的移动可以包括:沿着切割路径从切割路径的一端形成释放切口,以及沿着切割路径从切割路径的另一端形成到达释放切口的主切口。
31.在一些实施方式中,第一间隙在水平方向上的宽度可以大于第二间隙在水平方向上的宽度。
32.在一些实施方式中,第一间隙在水平方向上的宽度可以是锯刀厚度的约1.5倍至约2.5倍。
33.在一些实施方式中,第二间隙在水平方向上的宽度可以是锯刀厚度的约1.0倍至约1.5倍。
附图说明
34.结合附图,根据以下详细说明能够更清楚地理解本公开的某些实施方式的上述和其他方面、特征和优点,其中:
35.图1是玻璃层压件的截面图。
36.图2是根据本公开的一个实施方式所述的玻璃层压件切割设备的平面图。
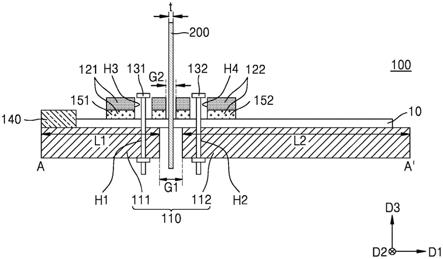
37.图3是沿着图2的线a-a
′
截取的截面图。
38.图4是沿着图2的线b-b
′
截取的截面图。
39.图5是根据本公开的一个实施方式所述的玻璃层压件切割设备的透视图。
40.图6是根据本公开的一个实施方式所述的玻璃层压件切割设备的平面图。
41.图7是根据本公开的一个实施方式所述的玻璃层压件切割设备的平面图。
42.图8是根据本公开的一个实施方式所述的玻璃层压件切割设备的平面图。
43.图9是根据本公开的一个实施方式所述的玻璃层压件切割设备的截面图。
44.图10是根据本公开的一个实施方式所述的玻璃层压件切割设备的截面图。
45.图11是根据本公开的一个实施方式所述的玻璃层压件切割设备的截面图。
46.图12是根据本公开的一个实施方式所述的玻璃层压件切割方法的流程图。
47.图13a至13g例示了根据本公开的一个实施方式所述的玻璃层压件切割方法。
48.图14是示出了使用本公开实施方式的用于切割玻璃层压件的设备和本公开实施方式的玻璃层压件切割方法来切割的玻璃层压件,与使用比较例的设备和方法来切割的玻璃层压件之间的边缘强度的比较的图。
具体实施方式
49.下面将详细说明各个实施方式,这些实施方式的实例在附图中示出,其中,相似的附图标记始终表示相似的元件。就这点而言,本公开的实施方式可以具有不同的形式并且不应被解读成限制于本文提出的描述。因此,下文仅通过参考附图描述实施方式以解释本说明书的各方面。本文中所用的术语“和/或”包括所列的相关条目中的一种或多种的任意组合以及全部组合。当例如
“……
中的至少一种”之类的表述在一连串要素之后时,所述表述修饰该一连串要素而不是修饰一连串要素中的单个要素。
50.在全部的附图中,相似的附图标记表示相似的元件。另外,在附图中例示的各个元件仅是示意性例示的。因此,出于解释的目的,一些元件可能被放大,并且可以不受附图中呈现的相对尺寸限制。另外,方向术语,例如,“上”、“下”、“左”、“右”等在本文中可以参考附图来使用,并且应理解,这些方向术语不旨在表示绝对取向。
51.在本说明书中,除非上下文另有明确规定,否则单数的表述包括复数表述。例如,包含a的实施方式包括含两个或更多个a的实施方式,除非上下文有另外明确的规定。另外,在本说明书中,包含某要件的实施方式不排除添加另外的要件。例如,包含a、b和c的实施方式包括含有a、b、c和d的实施方式。
52.图1是玻璃层压件10的截面图。
53.参考图1,玻璃层压件10可以包括基材11,在基材11上的粘合剂层12,以及在粘合剂层12上的玻璃层13。基材11可以包括某种材料,例如,金属、木材、无机物、有机物或者它们的组合,但是本公开不限于此。在一些实施方式中,基材11可以包括高压层压件(hpl)、涂漆金属(pcm)、中密度纤维板(mdf)、涂乙烯基金属(vcm)或者钢,但是本公开不限于此。
54.例如,玻璃层13可以包含硼硅酸盐、铝硅酸盐、硼铝硅酸盐、碱金属硼硅酸盐、碱金属铝硅酸盐、碱金属硼铝硅酸盐或钠钙玻璃,但是本公开不限于此。玻璃层13的厚度例如可以是约0.1mm至约2.0mm。
55.粘合剂层12可以使玻璃层13附接于基材11。例如,粘合剂层12可以包括压敏粘合剂(psa)或光学透明粘合剂(oca),但是本公开不限于此。粘合剂层12的厚度例如可以是约0.01mm至约1.0mm。
56.下文描述用于切割玻璃层压件10的设备和方法。
57.图2是根据本公开的一个实施方式所述的用于切割玻璃层压件10的设备100的平面图。图3是沿着图2的线a-a
′
截取的截面图。图4是沿着图2的线b-b
′
截取的截面图。图5是根据本公开的一个实施方式所述的用于切割玻璃层压件10的设备100的透视图。
58.参考图2至5,根据本公开的实施方式所述的玻璃层压件切割设备100可以包括台子110、第一引导块121、第二引导块122、第一固定单元131和第二固定单元132。
59.玻璃层压件10可以被放置在台子110上。台子110可以包括第一部分111和第二部分112,它们通过第一间隙g1在第一水平方向(方向d1)上彼此分离。在一些实施方式中,台子110的第一部分111在第一水平方向(方向d1)上的长度l1和台子110的第二部分112在第一水平方向(方向d1)上的长度l2可以彼此不同。然而,在另一个实施方式中,台子110的第一部分111在第一水平方向(方向d1)上的长度l1和台子110的第二部分112在第一水平方向(方向d1)上的长度l2可以基本上相同。为了防止在切割玻璃层压件10时锯200的刀片磨损,台子110可以包括比用于切割玻璃层压件10的锯200的刀片更软的材料,即,硬度比刀片小的材料。例如,台子110可以包括聚氯乙烯(pvc)。在一些实施方式中,台子110可以包括磁体。当玻璃层压件10的基材11(参见图1)包括磁性材料时,玻璃层压件10可以通过磁力固定到台子110。
60.第一间隙g1可以在与第一水平方向(方向d1)垂直的第二水平方向(方向d2)上延伸,并且在第一水平方向(方向d1)上具有恒定的宽度。第一间隙g1在第一水平方向(方向d1)上的宽度可以略大于锯200的刀片的厚度。例如,第一间隙g1在第一水平方向(方向d1)上的宽度可以是锯200的刀片的厚度t的约1倍至约3倍,例如,约1.5倍至约2.5倍。因此,锯200的刀片可以穿过第一间隙g1。在一些实施方式中,锯200的刀片厚度可以是约0.1mm至约2.0mm。锯200的刀片的厚度t可以由当将锯200的刀片插在第一间隙g中时,在第一水平方向(方向d1)上,锯200的刀片的面向台子110的第一部分111的表面与锯200的刀片的面向台子110的第二部分112的表面之间的最大距离限定。
61.在一些实施方式中,台子110的第一部分111和第二部分112各自可以具有矩形板形状。然而,台子110的第一部分111和第二部分112各自可以具有任何形状。
62.在一些实施方式中,台子110的第一部分111可以具有成对的孔h1。各个孔h1可以在垂直方向(方向d3)上延伸并且具有圆形截面。在一些实施方式中,孔h1在第二水平方向(方向d2)上可以彼此间隔开。在一些实施方式中,台子110的第二部分112可以具有成对的
孔h2。各个孔h2可以在垂直方向(方向d3)上延伸并且具有圆形截面。在一些实施方式中,孔h2在第二水平方向(方向d2)上可以彼此间隔开。
63.第一引导块121和第二引导块122可以被放置在玻璃层压件10上。换言之,台子110的第一部分111和第二部分112,第一引导块121和第二引导块122可以至少部分限定可放置玻璃层压件10的空间。第一引导块121在垂直方向(方向d3)上可以通过玻璃层压件10与台子110的第一部分111间隔开,并且第二引导块112在垂直方向(方向d3)上可以通过玻璃层压件10与台子110的第二部分112间隔开。
64.第一引导块121和第二引导块122在第一水平方向(方向d1)上可以通过第二间隙g2彼此间隔开。第二间隙g2可以在第二水平方向(方向d2)上延伸,并且在第一水平方向(方向d1)上具有恒定的宽度。换言之,第二间隙g2可以在第一间隙g1所延伸的方向上延伸。第二间隙g2在第一水平方向(方向d1)上的宽度可以略大于锯200的刀片的厚度。例如,第二间隙g2在第一水平方向(方向d1)上的宽度可以是锯200的刀片的厚度t的约1倍至约2倍,例如,约1.0倍至约1.5倍。因此,锯200的刀片可以穿过第二间隙g2。在一些实施方式中,第二间隙g2在第一水平方向(方向d1)上的宽度可以小于第一间隙g1在水平方向(方向d1)上的宽度。
65.第二间隙g2在垂直方向(方向d3)上可以与第一间隙g1间隔开。在一些实施方式中,第二间隙g2在第一间隙g1上可以垂直(与第一间隙g1)对准。第一间隙g1和第二间隙g2可以至少部分限定沿着其切割玻璃层压件10的切割路径。锯200的刀片可以沿着切割路径移动。
66.在一些实施方式中,第一引导块121和第二引导块122各自可以具有矩形盒形状。然而,第一引导块121和第二引导块122各自可以具有任何形状。
67.在一些实施方式中,第一引导块121和第二引导块122可以是透明的。因此,使用者可以边切割玻璃层压件10边观察玻璃层压件10的切割区域。然而,在另一个实施方式中,第一引导块121和第二引导块122可以是不透明的。为了防止锯200的刀片在切割玻璃层压件10期间磨损,第一引导块121和第二引导块122可以包括比用于切割玻璃层压件10的锯200的刀片更软的材料,即,硬度比刀片小的材料。例如,第一引导块121和第二引导块122可以包括pvc。在一些实施方式中,第一引导块121和第二引导块122各自可以包括磁体。当玻璃层压件10的基材11(参见图1)包括磁性材料时,玻璃层压件10可以通过磁力固定到第一引导块121和第二引导块122。
68.在一些实施方式中,第一引导块121可以包括缓冲物151,其可以接触玻璃层压件10的表面,并且第二引导块122可以包括缓冲物152,其可以接触玻璃层压件10的表面。换言之,第一引导块121可以包括面向所述台子110的第一部分111的缓冲物151,并且第二引导块122可以包括面向所述台子110的第二部分112的缓冲物152。缓冲物151和152可以允许第一引导块121和第二引导块122接触玻璃层压件10,同时不损伤或者较少损伤玻璃层压件10。缓冲物151和152可以包括海绵、橡胶或其他弹性材料。
69.在一些实施方式中,第一引导块121可以具有成对的孔h3。每个孔h3可以在垂直方向(方向d3)上穿透第一引导块121。在一些实施方式中,每个孔h3可以具有在第一水平方向(方向d1)上伸长的截面。由于孔h3具有在第一水平方向(方向d1)上伸长的截面,因此可以在第一水平方向(方向d1)上调整第一引导块121的位置。相应地,可以调整第二间隙g2在第
一水平方向(方向d1)上的宽度。然而,在另一个实施方式中,每个孔h3可以具有圆形截面。
70.在一些实施方式中,第二引导块122可以具有成对的孔h4。每个孔h4可以在垂直方向(方向d3)上穿透第二引导块122。在一些实施方式中,每个孔h4可以具有在第一水平方向(方向d1)上伸长的截面。由于孔h4具有在第一水平方向(方向d1)上伸长的截面,因此可以在第一水平方向(方向d1)上调整第二引导块122的位置。相应地,可以调整第二间隙g2在第一水平方向(方向d1)上的宽度。然而,在另一个实施方式中,每个孔h4可以具有圆形截面。
71.第一固定单元131可以将第一引导块121固定到台子110的第一部分111。另外,第一固定单元131可以通过第一引导块121固定玻璃层压件10。在一些实施方式中,第一固定单元131可以包括螺栓和螺母。例如,每个第一固定单元131可以在垂直方向(方向d3)上延伸,以穿入第一引导块121中的孔h3和台子110的第一部分111中的孔h1。然而,在另一个实施方式中,第一固定单元131可以包括其他连接装置,例如夹具。例如,第一固定单元131可以包括台子110中的磁体和第一引导块121中的磁体。第二固定单元132可以将第二引导块122固定到台子110的第二部分112。另外,第二固定单元132可以通过第二引导块122固定玻璃层压件10。在一些实施方式中,第二固定单元132可以包括螺栓和螺母。例如,每个第二固定单元132可以在垂直方向(方向d3)上延伸,以穿入第二引导块122的孔h4和台子110的第二部分112中的孔h2。然而,在另一个实施方式中,第二固定单元132可以包括其他连接装置,例如夹具。例如,第二固定单元132可以包括台子110中的磁体和第二引导块122中的磁体。当玻璃层压件10的基材11(参见图1)包括磁性材料时,玻璃层压件10可以通过磁力固定到台子110和第二引导块122。
72.在一些实施方式中,用于切割玻璃层压件10的设备100还可以包括在台子110的第一部分111上的对准块140。在一些实施方式中,用于切割玻璃层压件10的设备100还可以包括多个对准块140。虽然图2至5例示的用于切割玻璃层压件10的设备100包括两个对准块140,但是用于切割玻璃层压件10的设备100可以包括一个对准块,或者三个或更多个对准块。对准块140可以对准玻璃层压件10在台子110上的位置和/或取向。
73.在一些实施方式中,对准块140可以包括在第一水平方向(方向d1)上延伸的一部分,以及在第二水平方向(方向d2)上,从在第一水平方向(方向d1)上延伸的所述部分的端部延伸的一部分。换言之,对准块140可以具有“l”形状。然而,对准块140的形状不限于此。对准块140可以接触玻璃层压件10的至少一个边缘。例如,当玻璃层压件10具有彼此平行并且在第一水平方向(方向d1)上延伸的两个边缘,以及彼此平行并且在第二水平方向(方向d2)上延伸的两个边缘,并且对准块140包括在第一水平方向(方向d1)上延伸的一部分,以及在第二水平方向(方向d2)上,从在第一水平方向(方向d1)上延伸的所述部分的端部延伸的部分时,在第一水平方向(方向d1)上延伸的对准块140的部分可以接触在第一水平方向(方向d1)上延伸的玻璃层压件10的边缘,并且在第二水平方向(方向d2)上延伸的对准块140的部分可以接触在第二水平方向(方向d2)上延伸的玻璃层压件10的边缘。在另一个实施方式中,对准块140可以仅接触玻璃层压件10的一个边缘。
74.根据本公开实施方式所述的用于切割玻璃层压件10的设备100可以小而简单且便宜。因此,通过可商购获得的锯200以及用于切割玻璃层压件10的设备100,可以简单且便宜地切割玻璃层压件10而无需庞大的设备。
75.图6是根据本公开的一个实施方式所述的用于切割玻璃层压件10的设备100b的平
面图。用于切割玻璃层压件10的设备100b可以包括对准块140b。对准块140b可以在第二水平方向(方向d2)上延伸。在第二水平方向(方向d2)上延伸的玻璃层压件10的边缘可以接触对准块140b。虽然图6例示的用于切割玻璃层压件10的设备100b仅包括一个对准块140b,但是用于切割玻璃层压件10的设备100b可以包括多个对准块140b。例如,可以在第二水平方向(方向d2)上设置多个对准块140b。在另一个实施方式中,不同于图6,对准块140b可以在第一水平方向(方向d1)上延伸。在第一水平方向(方向d1)上延伸的玻璃层压件10的边缘和对准块140b可以彼此接触。在另一个实施方式中,用于切割玻璃层压件10的设备100b可以包括彼此间隔开的三个对准块。三个对准块中的一个对准块可以在第二水平方向(方向d2)上延伸,而这三个对准块中的两个对准块可以在第一水平方向(方向d1)上延伸。
76.图7是根据本公开的一个实施方式所述的用于切割玻璃层压件10的设备100c的平面图。
77.参考图7,用于切割玻璃层压件10的设备100c可以包括对准块140c。对准块140c可以包括在第二水平方向(方向d2)上延伸的一部分,在第一水平方向(方向d1)上从在第二水平方向(方向d2)上延伸的所述部分的一端延伸的部分,以及在第一水平方向(方向d1)从在第二水平方向(方向d2)上延伸的所述部分的另一端延伸的部分。对准块140c可以接触玻璃层压件10的三个边缘。例如,在第二水平方向(方向d2)上延伸的对准块140c的一部分可以接触在第二水平方向(方向d2)上延伸的玻璃层压件10的边缘,在第一水平方向(方向d1)上延伸的对准块140c的一部分可以接触在第一水平方向(方向d1)上延伸的玻璃层压件10的边缘,并且在第一水平方向(方向d1)上延伸的对准块140c的另一部分可以接触在第一水平方向(方向d1)上延伸的玻璃层压件10的另一边缘。因此,用于切割玻璃层压件10的设备100、100b和100c可以包括任何数目和任何形状的对准块140、140b和140c。
78.图8是根据本公开的一个实施方式所述的玻璃层压件切割设备100d的平面图。
79.参考图8,用于切割玻璃层压件10的设备100d可以包括附加的固定单元160。附加的固定单元160可以将玻璃层压件10固定到台子110。附加的固定单元160例如可以包括第三引导块123和成对的第三固定单元133。第三引导块123可以被放置在玻璃层压件10上。换言之,第三引导块123在垂直方向(方向d3)上可以通过玻璃层压件10与台子110的第二部分112间隔开。第三固定单元133将第三引导块123固定到台子110的第二部分112,由此将玻璃层压件10固定到台子110。每个第三引导块123例如可以包括螺栓和螺母。每个第三引导块123可以穿入第三引导块123中的孔和台子110中的孔,并且在垂直方向(方向d3)上延伸。
80.图9是根据本公开的一个实施方式所述的玻璃层压件切割设备100e的截面图。
81.参考图9,用于切割玻璃层压件10的设备100e可以包括附加的固定单元160b。所述附加的固定单元160b例如可以是夹具。附加的固定单元160b可以将玻璃层压件10的一端固定到台子110的第二部分112。在另一个实施方式中,用于切割玻璃层压件10的设备100e可以包括成对的固定单元160b。所述固定单元160b可以将玻璃层压件10的两侧固定到台子110的第二部分112。
82.图10是根据本公开的一个实施方式所述的玻璃层压件切割设备100f的截面图。
83.参考图10,用于切割玻璃层压件10的设备100f可以包括附加的固定单元160c。所述附加的固定单元160c例如可以包括真空孔。可以使用真空泵在附加的固定单元160c中形成真空。附加的固定单元160c可以位于台子110的第一部分111和第二部分112的至少一者
中。由于附加的固定单元160c所产生的压力差,玻璃层压件10可以被固定到台子110。
84.图11是根据本公开的一个实施方式所述的玻璃层压件切割设备100g的截面图。
85.参考图11,用于切割玻璃层压件10的设备100g可以包括附加的固定单元160d。所述附加的固定单元160d例如可以包括磁体。附加的固定单元160d可以位于台子110的第一部分111和第二部分112的至少一者中。当玻璃层压件10的基材11(参见图1)包括磁性材料时,玻璃层压件10可以通过磁力固定到台子110。
86.图12是根据本公开的一个实施方式所述的玻璃层压件切割方法1000的流程图。图13a至13g例示了根据本公开的一个实施方式所述的玻璃层压件切割方法1000。
87.参考图12和13a,首先,将玻璃层压件10放置在台子110上,所述台子110包括第一部分111和第二部分112,其通过第一间隙g1彼此分离(s1100)。接着,通过使用对准块140在台子110上对准玻璃层压件10(s1200)。例如,玻璃层压件10的至少一个边缘可以接触对准块140。在一些实施方式中,可以省略对准操作s1200。
88.参考图12和13b,在将第一引导块121放置在玻璃层压件10上的同时,通过使用第一固定单元131将第一引导块121固定到台子110的第一部分111(s1300)。相应地,玻璃层压件10可以被固定在第一引导块121与台子110的第一部分111之间。在一些实施方式中,第一引导块121的缓冲物151可以接触玻璃层压件10。
89.参考图12和13c,在将第二引导块122放置在玻璃层压件10上的同时,通过使用第二固定单元132将第二引导块122固定到台子110的第二部分112(s1400)。相应地,玻璃层压件10可以被固定在第二引导块122与台子110的第二部分112之间。在另一个实施方式中,在先进行了第二引导块122的固定(s1400)后,可以进行第一引导块121的固定(s1300)。在一些实施方式中,第二引导块122的缓冲物152可以接触玻璃层压件10。
90.参考图12和图13d至13g,在至少部分由第一间隙g1和第二间隙g2限定的切割路径内移动锯200(s1500)。在移动锯200(s1500)期间,可以向第二间隙g2供应冷却剂。照此,可以去除在切割玻璃层压件10期间产生的碎屑。在一些实施方式中,移动锯200(s1500)可以包括:形成释放切口rc(s1510)和形成主切口mc(s1520)。
91.如图13d和13e所示,释放切口rc可以沿着切割路径的一部分从切割路径的一端形成。接着,如图13f和13g所示,沿着切割路径从切割路径的另一端,即,在与形成释放切口rc的方向相对的方向上,形成主切口mc。主切口mc最终可以与释放切口rc相遇。通过在形成释放切口rc(s1510)后再形成主切口mc(s1520),可以防止在玻璃层压件10的切割期间产生裂纹。
92.通过使用本公开实施方式的切割玻璃层压件10的方法1000,可以简单地切割玻璃层压件10。特别是,当玻璃层13(参见图1)的厚度是薄厚度时,例如,玻璃层13的厚度为约0.1mm至约0.4mm,通过使用本公开实施方式的切割玻璃层压件10的方法1000,可以简单地切割玻璃层压件10。另外,如下所述,当根据切割玻璃层压件10的方法1000切割玻璃层压件10并接着研磨切割边缘时,可以获得水平与其他切割方法类似的边缘强度。
93.图14是示出了使用本公开实施方式的用于切割玻璃层压件的设备和本公开实施方式的玻璃层压件切割方法来切割的玻璃层压件,与使用比较例的设备和方法来切割的玻璃层压件之间的边缘强度的比较的图。
94.使用图2至5所示的玻璃层压件切割设备100,以及商购获得的锯200和图12至13g
例示的玻璃层压件切割方法1000来切割玻璃层压件。第一间隙g1在第一水平方向(方向d1)上的宽度为约1.0mm,并且第二间隙g2在第一水平方向(方向d1)上的宽度为0.5mm。切割长度为约100mm,并且切割速度为约0.04m/min(米/分钟)。通过回来移动锯200形成释放切口rc和主切口mc,并且在切割期间向第二间隙g2供应水。
95.在比较例中,通过使用可商购获得的台子式带锯来切割玻璃层压件10。同样,切割长度为约100mm,并且切割速度为约0.04m/min。仅在一个方向上移动台子式带锯的刀片。仅形成主切口mc而不形成释放切口rc,并且在切割期间供应水。
96.使用四点弯曲测试测量根据本发明构思的实施方式所切割的玻璃层压件和根据比较例所切割的玻璃层压件的相应边缘强度。
97.另外,使根据本发明构思的实施方式所切割的玻璃层压件和根据比较例所切割的玻璃层压件经历三个研磨步骤。首先,将切割后的玻璃层压件固定到研磨台。在第一研磨步骤中,使用100粒度号的砂磨块,研磨速度为约0.1m/min,并且玻璃层压件10的上表面与砂磨块的研磨表面之间的角为约90
°
。在第二研磨步骤中,使用400粒度号的砂磨块,研磨速度为约0.2m/min,并且玻璃层压件10的上表面与砂磨块的研磨表面之间的角为约45
°
至约70
°
。在第三研磨步骤中,使用1000粒度号的砂磨块,研磨速度为约0.2m/min,并且玻璃层压件10的上表面与砂磨块的研磨表面之间的角为约45
°
至70
°
。在这三个研磨步骤期间,向被研磨的边缘供应水。
98.在对根据本发明构思的实施方式所切割的玻璃层压件和根据比较例所切割的玻璃层压件进行研磨后,使用四点弯曲测试测量边缘强度。
99.图14显示出,根据本发明构思的实施方式所切割的玻璃层压件和根据比较例所切割的玻璃层压件在切割后和在研磨后的边缘强度降低10%。参考图14,当相互比较切割后的边缘强度时,根据实施方式切割的玻璃层压件的边缘强度略低于根据比较例切割的玻璃层压件的边缘强度。然而,根据实施方式所述的玻璃层压件切割设备100比根据比较例的玻璃层压件切割设备(台子式带锯)更简单且更便宜。当比较研磨后的边缘强度时,根据实施方式切割的玻璃层压件的边缘强度几乎近似于根据比较例切割的玻璃层压件的边缘强度。换言之,当增加研磨步骤时,通过使用实施方式的玻璃层压件切割方法1000和玻璃层压件切割设备100,可以简单且便宜的切割层压件而无需复杂的设备,并且获得的边缘强度水平可以类似于根据比较例的玻璃层压件切割方法的边缘强度水平。
100.应理解,本文所述的实施方式应仅仅视作描述性的,而非限制性目的。通常应当认为每个实施方式中的特征或方面的描述可用于其他实施方式中的其他类似特征或方面。虽然已经参照附图描述了一个或多个实施方式,但本领域技术人员应理解可在不背离以下权利要求限定的本公开的精神和范围的情况下对形式和细节作出各种改变。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
