1.本发明涉及一种牙科加工系统,牙科加工系统具有用于从牙科坯料移除材料的牙科工具机。本发明更具体地涉及一种操作用于从牙科坯料移除材料的牙科工具机中的步进马达的方法。
背景技术:
2.工具加工系统,特别是牙科工具加工系统是本领域中公知的。一种牙科工具加工系统通常包括:用于从至少一个牙科坯料移除材料的牙科工具机,其中牙科工具机具有用于驱动托架的一个或多个步进马达和用于驱动固持器的一个或多个马达,托架可移动地保持一个或多个牙科工具,固持器可移动地保持牙科坯料;以及用于操作步进马达的控制装置。
3.在实际加工前和/或加工过程中对工具路径进行分析和验证,以便在安全范围内操作牙科工具机是一种常见的做法。
4.例如,us 2017/0227945a1公开了一种工具机和nc程序,可执行nc程序以使工具机加工工件。机器工具轴是伺服控制的。特别是,如果加工过程中超过了机器极限,则通过模拟修改nc程序。此外,如果超过动态极限,则根据实时模拟改变进料速率。
5.尽管必须在安全极限内操作工具机,但在最优条件下进行加工也很重要。
6.牙科工具机的上述步进马达通常用扭矩储备操作,即静态地调整供电电流以在整个过程的所有操作点具有足够的扭矩储备可用,从而不发生步进损失。因此,输入功率保持近似恒定。在负载不能完全回收输入功率的操作点,多余的功率转化为热和共振振动。当使用步进马达作为牙科工具机的驱动器时,不希望出现共振振动。它导致噪音和牙科工具振动,这可能导致表面伪迹(artifact)。步进马达的这一缺点可以通过调节来避免。步进马达可以通过使用旋转编码器以磁场定向的方式进行调节。用于步进马达的调节系统是众所周知的,并例如由公司在商业销售。然而,最优控制系统通常在动态上优于调节的系统,因为调节总是响应于调节偏差而执行。
技术实现要素:
7.本发明的目的是克服现有技术的缺点,并提供一种在没有任何基于旋转编码器的调节的情况下操作用于牙科工具机的一个或多个步进马达的方法,以便以能量优化的方式实现加工,特别是在不使用对步进马达的过大供电电流的情况下。
8.通过权利要求1中定义的方法已经实现了这一目的。附属权利要求涉及进一步发展。
9.本发明提供了一种操作用于从牙科坯料移除材料的牙科工具机中的至少一个步进马达的方法。该方法包括以下步骤:使步进马达在操作点的扭矩储备分别适应净负载力矩,而不需要任何基于旋转编码器的调节。该方法的特征在于,包括:第一步骤,通过模拟来预先预测净负载力矩;第二步骤,通过模拟来预测要供应给步进马达以设置分别对应于预
测的净负载力矩的扭矩储备的供电电流;以及基于预测的供电电流驱动步进马达的步骤。
10.本发明的一个主要有利效果是,步进马达可以以能量优化的方式操作,因为通过模拟,在每个操作点处的扭矩储备预先精确地适应负载条件。由此,可实现热量产生、噪声产生和工具振动的减少。
11.根据本发明的一个实施例,净负载力矩对应于分别由通过相应步进马达的传动系产生的驱动力产生的负载力矩和通过从牙科坯料移除材料产生的加工力产生的负载力矩的叠加。因此,上述模拟是传动系模拟和材料移除模拟的综合。在第一预测步骤中,基于分别对应于牙科工具的运动的传动系轨迹和牙科工具的轨迹的动态加速/减速的传动系模拟和材料移除模拟来预测负载力矩。根据该实施例,在牙科工具机中,牙科工具轨迹以及由此牙科工具运动中涉及的驱动轴线的传动系轨迹是预先已知的。因此,动态加速/减速过程中的负载变化是可预测的。通过模拟可以单独估计由加工力或驱动力引起的负载变化。驱动力可以包括传动系中的惯性力和摩擦力。
12.根据本发明的实施例,在第二预测步骤中基于动态电流供应的扭矩储备模拟来预测供电电流。对步进马达的动态电流供应进行建模,以预测扭矩储备。
13.根据本发明的实施例,在驱动步骤之前执行第一预测步骤和第二预测步骤。由此,可以通过驱动力和加工力的叠加来预测净负载力矩以预测电流供应,从而预测取决于操作点的牙科工具机的步进马达的扭矩储备,并考虑电流供应动态来预见地设置电流供应。在本发明中,由于上述模拟,已经避免了使用任何基于旋转编码器的调节的需要,因此牙科工具机可以以动态更好的方式进行最优控制。
14.根据本发明的一个实施例,该方法还包括以下步骤:通过向预测的供电电流添加恒定量和/或通过将预测的供电电流乘以大于1的常数因子来产生增强的供电电流。此后,基于增强的供电电流驱动步进马达。由于增强的供电电流,可以安全地补偿模拟中的不确定性。因此,扭矩储备总是趋向于大于零,但小于恒定扭矩储备的情况。这将高操作可靠性与改进的运行平稳性即更少的噪音产生、产品的高表面品质组合起来。
15.根据本发明的实施例,该方法还包括基于预测的供电电流产生具有两个或更多电平的阶梯形供电电流的步骤。此后,基于通过内插、变形或滤波获得的阶梯形供电电流或平滑的阶梯形供电电流驱动相应步进马达。例如,步进马达可以通过在两个或多个电平之间静态地切换扭矩储备来控制。这种方案使得能根据需要抽象化模拟准确度。在该实施例的一个版本中,相对较低的电平用于精加工牙科坯料,而相对较高的电平用于粗加工牙科坯料。在该实施例的另一个版本中,相对较低的电平用于在牙科坯料中形成部分切割路径,而相对较高的电平用于在牙科坯料中形成完全切割路径。在该实施例的另一个版本中,相对较低的电平用于用第一类型的牙科工具进行加工,而相对较高的电平用于用不同于第一类型的牙科工具的第二类型的牙科工具进行加工。在该实施例的另一个版本中,相对较低的电平用于牙科坯料的润滑加工,而相对较高的电平用于牙科坯料的干加工。在该实施例的另一个版本中,相对较低的电平用于牙科工具的第一转速,而相对较高的电平用于牙科工具的不同于第一转速的第二转速。在该实施例的另一个版本中,相对较低的电平用于牙科坯料的第一类型材料,而相对较高的电平用于与第一类型材料不同的牙科坯料的第二类型材料。在该实施例的另一个版本中,相对较低的电平用于牙科工具的托架的相对较低的加速度,而相对较高的电平用于牙科工具的托架的相对较高的加速度。在该实施例的另一个
版本中,相对较低的电平用于牙科工具的托架的第一速度,而相对较高的电平用于牙科工具的托架的不同于第一速度的第二速度。在该实施例的另一个版本中,相对较低的电平用于牙科工具的托架的轨迹中的低加加速度(jerk),而相对较高的电平用于牙科工具的托架的轨迹中的高加加速度。
16.本发明还提供了一种牙科加工系统,其包括:用于从牙科坯料中移除材料的牙科工具机,其中牙科工具机具有用于驱动托架的一个或多个步进马达以及用于选择性地操作步进马达的控制装置,其中托架可移动地保持一个或多个牙科工具。托架优选具有可旋转和可平移的轴和径向连接到轴的臂。每个牙科工具优选地由定位在臂上的分立的牙科工具主轴马达如无刷直流(bldc)马达驱动。步进马达分别被布置成使该轴旋转和平移,从而移动臂。牙科工具适用于铣削、研磨、抛光或钻孔。牙科坯料通过固持器可拆卸地安装到轴上,该固持器优选地是可旋转和可平移的。保持牙科坯料的轴优选地相对于托架可旋转和平移地移动。牙科加工系统优选地包括两个托架,用于允许从相对侧并行加工共同的牙科坯料。托架优选地相对于彼此和牙科坯料可平移和旋转地移动。根据本发明的方法,控制装置还适于选择性地操作步进马达。控制装置可以分成两个或多个子控制单元并分布在牙科加工系统上。子控制单元可以直接连接或通过网络连接。为了节省资源,优选地在外部连接到牙科工具机的计算机中执行用于寻找供电电流或相关数据的模拟。本发明还提供一种程序,该程序具有用于使基于计算机的牙科加工系统执行上述方法的计算机可读代码。本发明还提供一种存储上述程序的计算机可读存储器。
附图说明
17.在随后的描述中,将通过使用示例性实施例并参考附图更详细地描述本发明的其他方面和有利效果,其中,
18.图1是示出根据本发明实施例操作用于从牙科坯料移除材料的牙科工具机中的步进马达的方法的流程图;
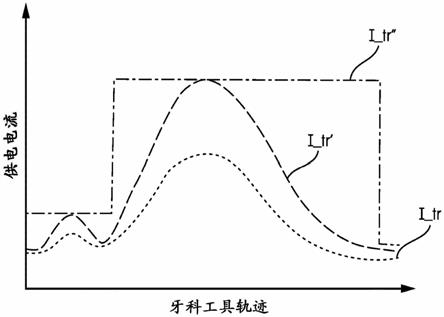
19.图2示出了根据本发明实施例的预测供电电流、增强供电电流和阶梯形供电电流与牙科工具轨迹关系的图;
20.图3是根据本发明实施例的牙科工具机的示意性局部透视图。
21.附图中所示的附图标记表示如下所列出的元件,并且将在随后对示例性实施例的描述中引用:
22.1.牙科工具机
23.2.牙科坯料
24.2a.轴
25.3.牙科工具
26.4.托架
27.4a.臂
28.4b.轴
29.m_net:净负载力矩
30.m_df:驱动力引起的负载力矩
31.m_mf:加工力引起的负载力矩
32.i_tr:设置扭矩储备的供电电流
33.i_tr’:增强供电电流
34.i_tr”:阶梯形供电电流
35.s_dt:传动系模拟
36.s_mr:材料移除模拟
37.s_tr:扭矩储备模拟
具体实施方式
38.在图3中部分地示出了牙科加工系统的实施例。牙科加工系统具有用于从牙科坯料(2)移除材料的牙科工具机(1)。牙科工具机(1)具有两个托架(4),每个托架可移动地保持牙科工具(3)。托架(4)布置在牙科坯料(2)的相对侧。本发明不限于双托架(4)的使用,并且可以替代地应用于具有更少或更多托架(4)的牙科加工系统。牙科工具(3)是可更换的。使用者可以选择性地安装用于铣削、研磨、抛光或钻孔等的牙科工具(3)。牙科工具机(1)优选地具有两个步进马达(未图示)用于驱动每个托架(4)。牙科加工系统还具有用于分别操作步进马达的控制装置(未图示),从而也允许同时加工牙科坯料(2)。每个托架(4)具有轴(4b)和固定到相应轴(4b)上的臂(4a)。两个步进马达连接到相应的轴(4b)上,用于分别使该轴旋转和平移。每个轴(4b)可通过相应的步进马达绕y方向旋转。每个轴(4b)可通过相应的步进马达沿y方向平移。每个臂(4a)在垂直于y方向的径向方向上延伸。每个牙科工具(3)由分立的牙科工具主轴马达(未图示)驱动,牙科工具主轴马达位于相应的臂(4a)上。每个臂(4a)可支撑一个或多个牙科工具(3)。牙科工具主轴马达可由控制装置分别地控制。牙科工具(3)平行于y方向对准。牙科坯料(2)可通过固持器(未图示)可拆卸地附连到轴(2a),该轴可通过步进马达(未图示)绕x方向旋转,步进马达也由控制装置控制。保持牙科坯料(2)的轴(2a)也通过步进马达(未图示)相对于托架(4)沿x方向平移移动,步进马达也受控制装置控制。牙科坯料(2)可以移动进出两个牙科工具(3)之间的区域。经由受控制装置控制的步进马达,托架(4)分别沿y方向和围绕y方向相对于彼此平移和旋转地移动。
39.本发明提供一种操作用于从牙科坯料(2)移除材料的牙科工具机(1)中的步进马达中每一个的方法。根据本发明的方法,控制装置还适于分别地操作步进马达。本发明还提供了一种程序,该程序具有用于使基于计算机的牙科加工系统执行该方法的计算机可读代码。本发明还提供一种存储该程序的计算机可读存储器。
40.图1示出了根据本发明实施例的操作用于从牙科坯料(2)移除材料的牙科工具机(1)中的步进马达的方法的流程图。步进马达在操作点的扭矩储备分别适应净负载力矩(m_net)。净负载力矩等于由绕步进马达旋转轴线(x,y)作用的净负载引起的扭矩,即扭矩矢量平行于旋转轴线(x,y)。在本发明中,这是在没有任何基于旋转编码器的调节的情况下实现的。为此,该方法包括第一步骤(s1),通过模拟来预先预测净负载力矩(m_net);第二步骤(s2),通过模拟来预测要供应给步进马达以设置分别对应于预测净负载力矩(m_net)的扭矩储备的供电电流(i_tr);以及基于预测的供电电流(i_tr)操作步进马达的步骤(s3)。
41.如图1所示,净负载力矩(m_net)对应于负载力矩(m_df,m_mf)的叠加,负载力矩(m_df,m_mf)分别由通过步进马达的传动系产生的驱动力和通过从牙科坯料(2)移除材料产生的加工力引起。在第一预测步骤(s1)中,基于沿着分别与牙科工具(3)的运动相对应的
传动系统轨迹以及牙科工具轨迹的动态加速/减速的传动系统模拟(s_dt)和材料移除模拟(s_mr),预测负载力矩(m_df、m_mf)。对于感兴趣的具体应用,牙科工具轨迹以及因此在牙科工具(3)运动中涉及的驱动轴线的传动系轨迹是预先已知的。牙科工具轨迹还可以包括一个或多个部段,沿着该部段没有材料被移除。在第二预测步骤(s2)中,基于动态电流供应的扭矩储备模拟(s_tr)预测供电电流(i_tr)。在驱动步骤(s3)之前执行第一预测步骤和第二预测步骤(s1,s2)。例如,预测供电电流(i_tr)或相关数据的模拟优选地在牙科工具机(1)外部的计算机中执行,以节省资源。这种计算机经由网络通过有线或无线数据通信线路连接到牙科工具机(1)。替代地,可以在牙科工具机(1)中进行模拟。
42.该方法还包括一个可选的步骤,如图2所示,通过向预测的供电电流(i_tr)加上恒定量和/或通过将预测的供电电流(i_tr)乘以一个大于1的常数因子来产生增强的供电电流(i_tr')。随后,基于增强的供电电流(i_tr')驱动步进马达。
43.该方法还包括一个可选步骤,基于预测的供电电流(i_tr')产生阶梯形供电电流(i_tr”),如图2所示。阶梯形供电电流(i_tr
″
)有两个或更多电平。此后,步进马达基于阶梯形供电电流(i_tr
″
)被驱动。可选地,可通过内插、变形和/或滤波使阶梯形供电电流(i_tr
″
)进一步平滑。并且步进马达可以基于平滑的阶梯形供电电流(i_tr
″
)来驱动。电平可以用于几种不同的加工应用:
44.在应用中,相对较低的电平用于精加工牙科坯料(2),而相对较高的电平用于粗加工牙科坯料(2)。
45.在另一应用中,相对较低的电平用于在牙科坯料(2)中形成部分切割路径,而相对较高的电平用于在牙科坯料(2)中形成完全切割路径。
46.在另一应用中,相对较低的电平用于用第一类型的牙科工具(3)进行加工,而相对较高的电平用于用不同于第一类型的牙科工具(3)的第二类型的牙科工具(3)进行加工。
47.在另一应用中,相对较低的电平用于牙科坯料(2)的润滑加工,而相对较高的电平用于牙科坯料(2)的干加工。
48.在另一应用中,相对较低的电平用于牙科工具(3)的第一转速,而相对较高的电平用于牙科工具(3)不同于第一转速的第二转速。
49.在另一应用中,相对较低的电平用于牙科坯料(2)的第一类型材料,而相对较高的电平用于牙科坯料(2)的不同于第一类型材料的第二类型材料。
50.在另一应用中,相对较低的电平用于牙科工具(3)的托架(4)的相对较低的加速度,而相对较高的电平用于牙科工具(3)的托架(4)的相对较高的加速度。
51.在另一应用中,相对较低的电平用于牙科工具(3)的托架(4)的第一速度,而相对较高的电平用于牙科工具(3)的托架(4)的不同于第一速度的第二速度。
52.在另一应用中,相对较低的电平用于牙科工具(3)的托架(4)的轨迹中的低加加速度,而相对较高的电平用于牙科工具(3)的托架(4)的轨迹中的高加加速度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。