1.本实用新型涉及一种自动卷绕机,该自动卷绕机设置有用于调节线卷侧上的抽吸嘴与线卷之间的距离的电子补偿单元,本实用新型还涉及相关的调节方法。
背景技术:
2.自动卷绕机(automatic winding machine,自动绕线机)由多个独立的卷绕单元组成,这些卷绕单元的作用是使纱线从线轴(输入线轴)上退绕并将纱线卷绕成线卷(输出包装),同时借助沿纱线从线轴退绕的路径放置的传感器(清纱器(slub catcher))来进行对纱线质量的持续监测。当检测到缺陷时,传感器通过切断纱线而立即中断卷绕过程并将识别出的缺陷类型和相对长度报告给卷绕单元的cpu。纱线被切断,从而获得线轴侧上的端部以及线卷侧上的端部:这些端部然后必须在特定的接合循环中被组合在一起并连接起来。
[0003]“接合循环”包括以下步骤:
[0004]
·
对线卷以及所述线卷的驱动缸进行制动;
[0005]
·
通过线轴侧上的抽吸嘴从线轴侧吸取纱线的端部;
[0006]
·
使线卷侧上的抽吸嘴朝向线卷移动,以便找到线卷侧上的相关纱线端部;
[0007]
·
从线卷吸取线卷侧上的纱线的端部以及包括缺陷的特定接头,同时使所述线卷在纱线的退绕方向上旋转;
[0008]
·
使线卷侧上的抽吸嘴向下移动,以便将端部引入接头机(piecing machine)中;
[0009]
·
使线轴侧上的抽吸嘴向上移动,以便将线轴侧上的纱线端部引入到接头机中;
[0010]
·
通过自动接头机进行接合;
[0011]
·
重启卷绕。
[0012]
接合循环中最关键的步骤无疑是通过线卷侧上的抽吸嘴拾取线卷的纱线端部的步骤。因此,对线卷和抽吸嘴自身之间的工作距离进行调节至关重要。
[0013]
在已知的解决方案中,操作者通过将线卷侧上的抽吸嘴机械地邻接抵靠检测传感器来调节线卷侧上的抽吸嘴与线卷之间的距离:该邻接可以通过两个阻挡环来调节,相对于180mm的参考线卷直径,这些阻挡环限定出操作距离d。然后通过机械凸轮轮廓c来相对于所处理的线卷的每个直径都保持该距离,随着线卷直径的增加,该机械凸轮轮廓动态地改变传感器的端部停止位置(图1)。
[0014]
线卷自身与用于端部的抽吸嘴之间的准确距离决定了拾取效率:特别是当距离d过大时,拾取效率会变得很低,并且在多次不成功的拾取尝试之后,卷绕单元停止并报告操作者需要干预,从而导致生产损失。
[0015]
如果距离d过小,则由抽吸嘴产生的过度真空可能导致线卷上的表面线圈变得混乱,从而导致随后在卷绕下游的过程期间对所述线卷进行退绕时产生问题。
[0016]
最后,如果线卷吸嘴意外地与线卷接触,则存在线卷外层损坏或在线卷的侧向表面中发生纱线端部的掉落的风险,这对于卷绕下游的后续过程来说也是会产生问题的。
[0017]
因此,到目前为止,每当被加工的纱线需要不同的具体调节时,调节线卷侧上的抽吸嘴与所形成的线卷之间的距离的过程都需要人工时间;由于是手动调节,机器的各卷绕单元之间易于出现调节误差,并且还可能因线卷侧上的抽吸嘴的冲击或卷绕单元在其操作循环中存在的振动而使得调节失败。
技术实现要素:
[0018]
因此需要解决参考现有技术提到的缺点和限制。
[0019]
具体地,本实用新型的目的在于提供一种这样的自动系统,该自动系统能够限定线卷侧上的抽吸嘴与线卷自身之间的距离并且保持该距离恒定。
[0020]
本公开涉及一种自动卷绕机,所述自动卷绕机包括至少一个卷绕单元以用于将纱线从线轴退绕并将纱线卷绕到线卷的管上,所述线卷的外直径根据从所述线轴退绕的纱线所进行的卷绕而变化,所述卷绕单元配备有:-夹持臂,具有线卷侧上的抽吸嘴,所述抽吸嘴构造成邻接靠近所述线卷并在所述线卷的外直径处吸取所述线卷侧上的纱线端部,-所述夹持臂连接到抽吸装置以在所述抽吸嘴处产生真空,并且所述夹持臂设置有驱动装置以使所述夹持臂从休止位置旋转到工作位置或抽吸位置,在所述休止位置中,所述夹持臂不与所述线卷交互,在所述工作位置或所述抽吸位置中,所述夹持臂移动成距所述线卷较近以便能够吸取所述线卷侧上的所述纱线端部,其中,所述自动卷绕机配备有控制单元,所述控制单元被编程为:-根据所形成的所述线卷的临时外直径来计算所述线卷侧上的所述抽吸嘴的工作位置,以保证所述抽吸嘴与所形成的所述线卷的外直径之间的预定距离,-控制所述驱动装置以便将所述抽吸嘴带到所述工作位置。
[0021]
优选地,所述控制单元被编程为在卷绕时根据所形成的所述线卷的临时外直径持续地计算所述线卷侧上的所述抽吸嘴的工作位置。
[0022]
优选地,所述控制单元被编程为在需要重获所述线卷侧上的所述纱线端部的情况下,根据所形成的所述线卷的临时外直径来计算所述线卷侧上的所述抽吸嘴的工作位置。
[0023]
优选地,所述驱动装置包括电机,所述电机装配有相对角位置检测器,所述相对角位置检测器检测所述抽吸嘴的所述夹持臂相对于所形成的所述线卷的外直径的相对角位置。
[0024]
优选地,所述电机与具有所述线卷侧上的所述抽吸嘴的所述夹持臂并且与所述相对角位置检测器一致地设置。
[0025]
优选地,所述驱动装置包括传动装置,所述传动装置装配有齿轮减速器和/或滑轮机构,以用于将运动从所述电机传递到所述夹持臂。
[0026]
优选地,所述电机是同步步进电机或无刷式电机。
[0027]
优选地,所述电机是步进电机,并且使用闭环电流来驱动所述电机。
[0028]
优选地,所述相对角位置检测器是编码器。
[0029]
优选地,所述编码器为绝对式编码器。
[0030]
优选地,所述编码器为增量式编码器。
[0031]
优选地,所述自动卷绕机包括多个卷绕单元,每个所述卷绕单元都配备有其自身的控制单元,所述控制单元被编程为根据这样的规则来计算对应的所述卷绕单元的所述夹持臂的工作位置:根据所形成的相应的所述线卷的外直径来保持所述线卷侧上的所述抽吸
嘴与该相应的所述线卷的预定距离。
[0032]
优选地,所述控制单元被编程为:-通过直接测量或间接测量来获得所形成的线卷的临时外直径,-使用所述外直径来计算所述线卷侧上的所述抽吸嘴的工作位置。
[0033]
本公开还涉及一种用于在自动卷绕机中抓取线卷侧上的纱线端部的调节方法,其中,所述方法包括以下步骤:-提供自动卷绕机,所述自动卷绕机包括至少一个卷绕单元以用于将纱线从线轴退绕并将纱线卷绕到线卷的管上,所述线卷的外直径根据从所述线轴退绕的纱线所进行的卷绕而变化,所述卷绕单元配备有:夹持臂,具有所述线卷侧上的抽吸嘴,所述抽吸嘴构造成邻接靠近所述线卷并在所述线卷的外直径处吸取所述线卷侧上的纱线端部,-将所述夹持臂连接到抽吸装置以在所述抽吸嘴处产生真空,并且所述夹持臂设置有驱动装置以使所述夹持臂从休止位置旋转到工作位置或抽吸位置,在所述休止位置中,所述夹持臂不与所述线卷交互,在所述工作位置或所述抽吸位置中,所述夹持臂移动成距所述线卷较近以能够吸取所述线卷侧上的所述纱线端部,-根据所形成的所述线卷的临时外直径来计算所述线卷侧上的所述抽吸嘴的工作位置,以保证所述抽吸嘴与所形成的所述线卷的外直径之间的预定距离,-将所述抽吸嘴带到所述工作位置并吸取所述线卷侧上的所述纱线端部。
[0034]
优选地,在卷绕期间持续地进行根据所形成的所述线卷的临时外直径来计算所述线卷侧上的所述抽吸嘴的工作位置以保证所述抽吸嘴与所形成的所述线卷的外直径之间的预定距离的步骤。
[0035]
优选地,在需要重获所述线卷侧上的所述纱线端部的情况下进行根据所形成的所述线卷的临时外直径计算所述线卷侧上的所述抽吸嘴的工作位置,以保证所述抽吸嘴与所形成的所述线卷的外直径之间的预定距离的步骤。
[0036]
优选地,所述方法包括以下步骤:-通过直接测量或间接测量来获得所形成的所述线卷的临时外直径,-使用所述外直径来计算所述线卷侧上的所述抽吸嘴的工作位置。
[0037]
优选地,所述方法包括提供根据上述实施例中任一项所述的自动卷绕机的步骤。
[0038]
优选地,所述方法包括以下步骤:-中断所述线卷中的第一线卷的卷绕过程,-手动地定位相应的嘴或抽吸嘴直到该相应的嘴或抽吸嘴与所述第一线卷的外侧向表面接触,-通过所述卷绕单元来储存该相应的嘴或抽吸嘴的位置,-继续所述第一线卷的卷绕,-针对同一所述第一线卷的多个不同的卷绕直径重复前面的步骤,-通过所述控制单元处理收集到的数据并对所述数据使用内插法,以了解所述第一线卷的外直径在卷绕期间如何随时间变化。
[0039]
优选地,所述方法包括以下步骤:-使用所述控制单元存储所述第一线卷的外直径随时间变化的规则,-对与所述第一线卷类似的所有线卷共享所述规则。
[0040]
本公开所提供的自动卷绕机及用于抓取其线卷侧上的纱线端部的调节方法使得机器的设定时间减少、灵活性和生产率增加并且节能。
附图说明
[0041]
本实用新型的进一步特征和优点将从其优选的非限制性实施例的以下详细描述中变得更加清楚,在附图中:
[0042]
图1是根据现有技术的一种解决方案的自动卷绕机的单元的侧视图,该单元设置
有机械凸轮轮廓c;
[0043]
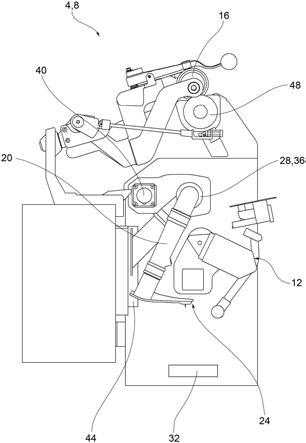
图2是根据本实用新型的一个实施例的自动卷绕机的单元的侧视图,该单元处于设定状态(set-up condition);
[0044]
图3是图2的自动卷绕机的单元的侧视图,该单元处于休止状态。
[0045]
在下文中描述的实施例的同样的元件或元件的部分将被设置有相同的附图标记。
具体实施方式
[0046]
参考前述附图,附图标记4指的是作为整体的自动卷绕机,该自动卷绕机包括至少一个卷绕单元8,以用于将纱线从线轴12(或者甚至线卷或输入线卷的一部分)退绕,并将纱线卷绕到线卷16的管上,线卷的外直径根据从线轴12退绕的纱线所进行的卷绕而变化。
[0047]
卷绕单元8配备有夹持臂20,该夹持臂具有线卷侧上的抽吸嘴24,该抽吸嘴构造成邻接靠近所述线卷16并在所述线卷16的外直径处吸取线卷侧上的纱线端部。
[0048]
夹持臂20连接到抽吸装置(未示出)以在抽吸嘴24处产生真空。
[0049]
夹持臂20还设置有驱动装置28,以用于将所述夹持臂20从休止位置旋转到工作位置或抽吸位置,在休止位置中,夹持臂不与所述线卷16交互,在工作位置或抽吸位置中,夹持臂移动成距线卷16较近,以便能够吸取线卷侧上的纱线端部。
[0050]
应当注意的是,抽吸嘴可以通过多个阶段或步骤来移动成距线卷16较近;因此,从休止位置到工作位置的移动能以单个运动进行或通过多个步骤进行。
[0051]
自动卷绕机4有利地设置有控制单元32,该控制单元被编程为:
[0052]
根据所形成的线卷16的临时外直径(contingent outer diameter,视条件而变化的外直径)来计算线卷侧上的抽吸嘴24的工作位置,以保证抽吸嘴24与所形成的线卷16的外直径之间的预定距离d,
[0053]
控制驱动装置28以将抽吸嘴24带到所述工作位置。
[0054]
因此,控制单元32作为用于对抽吸嘴24的进行定位的电子补偿器,从而取代现有技术的卷绕机中由机械凸轮所执行的功能;换句话说,控制单元32作为将抽吸嘴24引导到工作位置的电子凸轮。
[0055]
根据一个可能的实施例,控制单元32被编程为在卷绕时根据所形成的线卷16的临时外直径持续地计算线卷侧上的抽吸嘴24的工作位置。换句话说,工作位置的计算是实时更新的,即使在卷绕过程中(即当不需要抓取线卷侧上的纱线端部时)也进行计算。
[0056]
根据另一个可能的实施例,控制单元32被编程为在需要重获线卷侧上的纱线端部的情况下,根据所形成的线卷16的临时外直径来计算线卷侧上的抽吸嘴24的工作位置。换句话说,仅在必要时计算工作位置。
[0057]
控制单元32被编程为通过直接测量或间接测量来获得所形成的线卷的临时外直径,然后使用该直径来计算线卷侧上的抽吸嘴的工作位置。
[0058]
可以通过直接测量从线轴12退绕并卷绕到线卷16上的纱线来获取直径,例如通过清纱器来直接测量,或者甚至例如根据由线卷和/或其相关驱动缸所进行的转动或旋转的次数来直接测量。
[0059]
驱动装置28通常包括电机36,该电机装配有相对角位置检测器40,该相对角位置检测器检测抽吸嘴24的夹持臂20相对于所形成的线卷16的外直径的相对角位置。
[0060]
例如,所述电机36与具有线卷侧上的抽吸嘴24的夹持臂20并且与相对角位置检测器40一致地设置。
[0061]
驱动装置28可以包括传动装置,该传动装置装配有齿轮减速器和/或滑轮机构,以用于将运动从电机传递到夹持臂。
[0062]
电机36可以是同步步进电机或无刷型电机。
[0063]
根据一个实施例,电机36是步进电机,并且使用闭环电流来驱动电机36。在这些条件下,在加工过程期间节省了能量,并且驱动系统变得更加高效,这是因为在抽吸嘴24的运动期间,在出现临时障碍的情况下,驱动系统是稳健的。
[0064]
相对角位置检测器40通常是编码器。
[0065]
所述编码器可以是绝对式编码器或增量式编码器。
[0066]
自动卷绕机4优选地包括多个卷绕单元8,每个卷绕单元都配备有其自身的控制单元32,这些控制单元被编程为根据这样的规则来计算相应的卷绕单元8的夹持臂的工作位置:根据所形成的线卷16的直径来保持线卷侧上的抽吸嘴24与对应的线卷16的预定距离d。
[0067]
因此,自动卷绕机4的每个卷绕单元8优选地配备有其自身的独立的控制单元32。
[0068]
现在将描述根据本实用新型的自动卷绕机的操作。
[0069]
具体地,当自动卷绕机4开启或每次卷绕单元8被供电时,电机36由控制单元32控制以使线卷侧上的抽吸嘴24邻接抵靠固定接触部44(图2)。在这种情况下,因为即使具有来自电机36的运动命令,夹持臂20也不改变其角位置,所以控制单元32意识到其处于其端部停止处;因此,控制单元32将该位置存储在非易失性存储器中。
[0070]
随后,夹持臂20被控制以通过沿逆时针方向旋转而将抽吸嘴24带到休止位置中(图3):该位置是卷绕单元8在卷绕或局部停止阶段期间的操作位置,该位置不干扰纱线的路径并且由先前确定的端部停止位置先验地限定。
[0071]
控制单元32提供初始调节,在该初始调节中在操作者的帮助下建立0(零)点:线卷侧上的抽吸嘴24与抵靠线卷驱动缸48的采样管(该采样管的直径已知)接触,从而限定距离d=0mm;该零点在卷绕单元8的控制单元32中被保存在非易失性存储器中并且其表示休止位置(图3)与和线卷接触的d=0处的位置之间的角度delta。
[0072]
例如,通过自动卷绕机4的控制板的局部控制或集中控制使卷绕单元8进入“寻0”状态,并且夹持臂20由电机36控制,以对预定的角行程进行采样,该预定角行程使线卷侧上的抽吸嘴24靠近线卷16(例如140
°
),然后停止。
[0073]
此时,操作者例如通过局部控制面板使抽吸嘴24缓慢地移动靠近采样管直到与采样管接触,该采样管的直径是已知的,并且一旦到达接触位置,操作者确认零点已被限定并与已知的采样管直径相关联;该值保存在上述控制单元32的非易失性存储器中。
[0074]
每个卷绕单元8优选地从控制单元32接收关于相对于线卷16要保持的距离的信息,并且基于关于所形成的线卷16的临时外直径(直接测量或通过其他传感器间接地测量)的信息来计算具有相关抽吸嘴24的夹持臂20相对于保存在存储器中的零位置而言必须被带到的最终角位置,以对于所形成的线卷16的每个直径而言都保持所期望的距离d。
[0075]
上述过程还可以限定相对于采样管的期望操作距离,例如5mm。
[0076]
随着线卷16增大(即随着线卷16的直径增加),控制单元修改抽吸嘴24的工作角位置,即目标角位置,以保证所期望的距离d不变。
[0077]
修改角位置的规则与被加工的管的类型(例如柱形管、3
°
51的锥管、4
°
20的锥管、5
°
57的锥管等)相关。
[0078]
该方面相对于现有技术中的解决方案得到了显著改进,现有技术中的解决方案对所有类型的管都使用单个凸轮轮廓(或者现有技术中需要不时更换相关凸轮的机械解决方案)。
[0079]
在这种类型的系统中,可以创建监测装置,该监测装置可以限定以下规则:基于线卷16的直径来调节线卷侧上的抽吸嘴24的工作距离,从而在线卷自身增大时增加拾取端部的效率:例如,与线卷较大(即,具有较大的直径(6mm,任何大于100mm的直径))的情况相比,当线卷较小(即,具有小的直径)时,工作距离可能会保持地更近(例如4mm)。
[0080]
抽吸嘴24的工作位置优选为并非被持续地计算,而是在需要时(即,当需要重获线卷侧上的端部时,例如用于重新附接纱线的阶段)才进行计算。
[0081]
根据另一可能的实施例,自动卷绕机4通过控制单元32执行循环以经由采样过程自主学习抽吸嘴24的工作位置。
[0082]
例如,所述采样过程包括以下步骤:
[0083]
在第一线卷的卷绕期间,操作者中断卷绕过程,
[0084]
操作者手动地定位抽吸嘴24直到该抽吸嘴与线卷16的外侧向表面接触,
[0085]
操作者识别卷绕单元8以存储抽吸嘴24的位置,
[0086]
操作者使卷绕继续,
[0087]
对同一线卷16的3个或4个不同的卷绕直径重复前述操作,
[0088]
每次进行测量,控制单元32都处理收集到的数据,并且能够通过内插法来了解线卷16的外直径在卷绕期间如何随时间变化,
[0089]
控制单元32存储该信息并将其再利用于所有类似的线卷16。
[0090]
于是,该信息与存在于各个卷绕单元8上的所有其他控制单元32共享,这些其他控制单元将在类似的线卷16中再利用该信息。
[0091]
从上文可以理解,本实用新型克服了现有技术的缺点。
[0092]
具体地,本实用新型使得在以下方面得到了改进:
[0093]
·
机器的设定时间减少,因为同时获得了可靠且可以对于每种线卷直径和每种管类型(即,对于具有不同几何形状和尺寸的管)重复的调节;
[0094]
·
灵活性和生产率:事实上,随着线卷直径的增加,抽吸嘴的工作距离有可能改变,本实用新型可以改善线卷的最终质量并且具有较少的因卷绕单元未获得端部而造成的停工;
[0095]
·
节能:通过驱动处于闭合电流和封闭位置回路中的电机,本实用新型可以仅使用负载所需的电流来致动电机,而不使用用于整个致动历程的电机的标称电流(传统的驱动实际上是使用步进电机进行的)。
[0096]
为了满足可能的和特定的需要,本领域技术人员可以对上述方案进行包含在本公开所限定的本实用新型的范围内的多种修改和变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。