1.本发明涉及手机背板的技术领域,具体涉及一种渐变立体图案手机背板的制备方法。
背景技术:
2.在日常生活中,手机已经成为人们不可缺少的通信工具,随着手机的不断更新换代,人们对于手机的需求越来越多样化,手机背板作为手机的重要部件之一,人们对其外观的要求也越来也重视,现有的手机背板的外观多为单一的纯色,色彩单调乏味,外观效果难以满足用于的使用需求,且手机背板的耐磨性能较差,长时间使用会出现手机背板表面出现划痕或颜色衰退的情况出现,影响外观效果,且现有的手机背板的图案多为平面图案,无法得到渐变色立体图案的外观效果,满足不了人们人们需要多色彩渐变立体图案外观的手机背板的需求。
技术实现要素:
3.本项发明是针对现在的技术不足,提供一种渐变立体图案手机背板的制备方法。
4.本发明为实现上述目的所采用的技术方案是:
5.一种渐变立体图案手机背板的制备方法,其包括以下步骤:
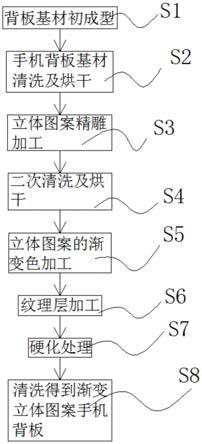
6.s1.背板基材初成型:通过裁切设备对基材进行裁切加工得到成型基材,然后通过cnc设备对成型基材进行图案凹槽、孔位加工及边缘毛刺的打磨处理,得到手机背板基材;
7.s2.手机背板基材清洗及烘干:将手机背板基材放至超声波清洗设备内进行清洗,所述超声波清洗设备内添加有清洗剂,手机背板清洗完毕后放置烘干设备进行烘干处理;
8.s3.立体图案精雕加工:镭雕设备对图案凹槽进行镭雕精雕加工,所述图案凹槽由外往中心位置依次精雕出第一凹槽、第一台阶凸起、第二台阶凸起及中心凸起,所述第一凹槽、第一台阶凸起、第二台阶凸起及中心凸起构成构成台阶凸起结构,所述镭雕设备分别对第一台阶凸起的表面、第二台阶凸起的表面及中心凸起的表面进行第一图案、第二图案及logo图案的精雕构成立体图案,得到手机背板半成品;
9.s4.二次清洗及烘干:将手机背板半成品放入至超声波清洗设备内进行二次清洗,清洗完毕后放入至烘干设备内进行烘干处理;
10.s5.立体图案的渐变色加工:制作第一渐变色油墨、第二渐变色油墨及第三渐变色油墨,通过喷涂设备将第一渐变色油墨喷涂至第一图案表面形成第一渐变色层,将第二渐变色油墨喷涂至第二图案表面形成第二渐变色层,将第三渐变色油墨喷涂至logo图案表面形成logo渐变色层,喷涂完毕后将手机背板半成品放入至烘烤设备进行烘烤定型,烘烤定型完毕后进行冷却;
11.s6.纹理层加工:通过转印设备对图案凹槽以外的手机背板半成品表面进行纹理层的转移加工,所述纹理层为uv纹理层;
12.s7.硬化处理:对纹理层加工完毕的手机背板半成品的表面涂抹透明硬化液,固化
后形成透明硬化层,得到渐变立体图案手机背板;
13.s8.清洗得到渐变立体图案手机背板:将硬化处理后的手机背板半成品放置超声波清洗设备进行清洗,然后烘干得到渐变立体图案手机背板。
14.作进一步改进,所述手机背板基材的厚度为3-5mm。
15.作进一步改进,所述第一渐变色层的厚度、第二渐变色层的厚度及中心logo渐变色层的厚度均为1-10μm,所述第一渐变色油墨、第二渐变色油墨及第三渐变色油墨内均设有多个电镀反光颗粒,所述电镀反光颗粒的大小为0.2-1微米。
16.作进一步改进,所述步骤s6中的纹理层的厚度为5-10μm。
17.作进一步改进,所述步骤s5的烘烤的温度为110-160℃。
18.作进一步改进,所述步骤s5的烘烤的时间为10-15min。
19.作进一步改进,所述步骤s7中的硬化液的主要成分为聚氨酯丙烯酸酯低聚物10重量份~40重量份,自修复树脂10重量份~40重量份,光引发剂0.1重量份~5重量份,流平剂0.01重量份~0.5重量份,溶剂40重量份~80重量份。
20.作进一步改进,所述步骤s7的硬化的时间为30-60s。
21.作进一步改进,所述硬化膜的附着力百格测试≥5b,硬度≥3h。
22.本发明的有益效果:本发明通过采用镭雕设备对图案凹槽进行镭雕精雕加工,所述图案凹槽由外往中心位置依次精雕出第一凹槽、第一台阶凸起、第二台阶凸起及中心凸起,所述第一凹槽、第一台阶凸起、第二台阶凸起及中心凸起构成构成台阶凸起结构,所述镭雕设备分别对第一台阶凸起的表面、第二台阶凸起的表面及中心凸起的表面进行第一图案、第二图案及logo图案的精雕,从而得到立体图案,并分别在第一图案表面形成第一渐变色层、在第二图案表面形成第二渐变色层、在logo图案表面形成logo渐变色层使得手机背板具有渐变色立体图案,提高手机背板的外观显示效果,大大提高观赏性,通过在第一渐变色油墨、第二渐变色油墨及第三渐变色油墨内均添加多个电镀反光颗粒,使得渐变色立体图案具有星空渐变的外观效果,满足人们需要多色彩渐变立体图案的外观需求;通过采用聚氨酯丙烯酸酯低聚物及自修复树脂构成的透明硬化液支撑硬化层,提高耐刮及耐磨性能的同时,更好的保护内部渐变色油墨不会受到光线等影响导致色彩衰退的情况出现,提高渐变色图案的显示寿命,大大提高手机背板的使用寿命。
23.下面结合附图与具体实施方式,对本发明进一步说明。
附图说明
24.图1为本实施例的渐变立体图案手机背板的制备方法流程示意图。
具体实施方式
25.以下所述仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
26.实施例,参见附图1,一种渐变立体图案手机背板的制备方法,其包括以下步骤:
27.s1.背板基材初成型:通过裁切设备对基材进行裁切加工得到成型基材,然后通过cnc设备对成型基材进行图案凹槽、孔位加工及边缘毛刺的打磨处理,得到手机背板基材;
28.s2.手机背板基材清洗及烘干:将手机背板基材放至超声波清洗设备内进行清洗,所述超声波清洗设备内添加有清洗剂,手机背板清洗完毕后放置烘干设备进行烘干处理;
29.s3.立体图案精雕加工:镭雕设备对图案凹槽进行镭雕精雕加工,所述图案凹槽由外往中心位置依次精雕出第一凹槽、第一台阶凸起、第二台阶凸起及中心凸起,所述第一凹槽、第一台阶凸起、第二台阶凸起及中心凸起构成构成台阶凸起结构,所述镭雕设备分别对第一台阶凸起的表面、第二台阶凸起的表面及中心凸起的表面进行第一图案、第二图案及logo图案的精雕构成立体图案,得到手机背板半成品;
30.s4.二次清洗及烘干:将手机背板半成品放入至超声波清洗设备内进行二次清洗,清洗完毕后放入至烘干设备内进行烘干处理;
31.s5.立体图案的渐变色加工:制作第一渐变色油墨、第二渐变色油墨及第三渐变色油墨,通过喷涂设备将第一渐变色油墨喷涂至第一图案表面形成第一渐变色层,将第二渐变色油墨喷涂至第二图案表面形成第二渐变色层,将第三渐变色油墨喷涂至logo图案表面形成logo渐变色层,喷涂完毕后将手机背板半成品放入至烘烤设备进行烘烤定型,烘烤定型完毕后进行冷却;
32.s6.纹理层加工:通过转印设备对图案凹槽以外的手机背板半成品表面进行纹理层的转移加工,所述纹理层为uv纹理层;
33.s7.硬化处理:对纹理层加工完毕的手机背板半成品的表面涂抹透明硬化液,固化后形成透明硬化层,得到渐变立体图案手机背板;
34.s8.清洗得到渐变立体图案手机背板:将硬化处理后的手机背板半成品放置超声波清洗设备进行清洗,然后烘干得到渐变立体图案手机背板。
35.所述手机背板基材的厚度为3-5mm。
36.所述第一渐变色层的厚度、第二渐变色层的厚度及中心logo渐变色层的厚度均为1-10μm,所述第一渐变色油墨、第二渐变色油墨及第三渐变色油墨内均设有多个电镀反光颗粒,所述电镀反光颗粒的大小为0.2-1微米。
37.所述步骤s6中的纹理层的厚度为5-10μm。
38.所述步骤s5的烘烤的温度为110-160℃。
39.所述步骤s5的烘烤的时间为10-15min。
40.所述步骤s7中的硬化液的主要成分为聚氨酯丙烯酸酯低聚物10重量份~40重量份,自修复树脂10重量份~40重量份,光引发剂0.1重量份~5重量份,流平剂0.01重量份~0.5重量份,溶剂40重量份~80重量份,所述硬化液通过搅拌设备进行充分搅拌。
41.所述步骤s7的硬化的时间为30-60s。
42.所述硬化膜的附着力百格测试≥5b,硬度≥3h。
43.本发明通过采用镭雕设备对图案凹槽进行镭雕精雕加工,所述图案凹槽由外往中心位置依次精雕出第一凹槽、第一台阶凸起、第二台阶凸起及中心凸起,所述第一凹槽、第一台阶凸起、第二台阶凸起及中心凸起构成构成台阶凸起结构,所述镭雕设备分别对第一台阶凸起的表面、第二台阶凸起的表面及中心凸起的表面进行第一图案、第二图案及logo图案的精雕,从而得到立体图案,并分别在第一图案表面形成第一渐变色层、在第二图案表面形成第二渐变色层、在logo图案表面形成logo渐变色层使得手机背板具有渐变色立体图案,提高手机背板的外观显示效果,大大提高观赏性,通过在第一渐变色油墨、第二渐变色油墨及第三渐变色油墨内均添加多个电镀反光颗粒,使得渐变色立体图案具有星空渐变的外观效果,满足人们需要多色彩渐变立体图案的外观需求;通过采用聚氨酯丙烯酸酯低聚
物及自修复树脂构成的透明硬化液支撑硬化层,提高耐刮及耐磨性能的同时,更好的保护内部渐变色油墨不会受到光线等影响导致色彩衰退的情况出现,提高渐变色图案的显示寿命,大大提高手机背板的使用寿命。
44.本发明并不限于上述实施方式,采用与本发明上述实施例相同或近似结构、装置、工艺或方法,而得到的其他用于渐变立体图案手机背板的制备方法,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。