1.本发明涉及压纹蚀刻技术领域,尤其涉及一种不锈钢压纹蚀刻工艺。
背景技术:
2.金属蚀刻也被称为光化学金属蚀刻,其主要是指通过曝光制版、显影后,将要金属蚀刻区域的保护膜去除,在金属蚀刻时接触化学溶液,达到溶解腐蚀的作用,形成凹凸或者镂空成型的效果。该种工艺最早可用来制造铜版、锌版等印刷凹凸版,也广泛地被使用于减轻重量仪器镶板,铭牌及传统加工法难以加工之薄形工件等的加工;经过后来人们不断的改良和工艺设备的发展,亦可以用于航空、机械、化学工业中电子薄片零件精密金属蚀刻产品的加工,特别在半导体制程上,金属蚀刻更是不可或缺的技术,金属压纹是靠机械力量而使金属发生拉伸变形的处理方式。
3.蚀刻工艺结合各类制版工艺,精细程度非常高,而压纹做出来的线条花纹就要粗糙很多,但是工艺步骤少,生产效率高,在对于不锈钢压纹蚀刻处理的工艺中,即是通过压纹和蚀刻相结合的工艺进行处理,现有的压纹蚀刻工艺中,用到的压纹设备只能对同一厚度的不锈钢板进行压纹,若不锈钢板厚度过小,则压纹辊和不锈钢板接触不到,若不锈钢板厚度过大,则压纹辊会将整个不锈钢板挤压变形,造成残次品,现有压纹设备适用范围窄,因此,针对该问题做出相应的改进。
技术实现要素:
4.基于现有压纹蚀刻工艺中的压纹设备适用范围窄的技术问题,本发明提出了一种不锈钢压纹蚀刻工艺。
5.本发明提出的一种不锈钢压纹蚀刻工艺,具体包括如下步骤:
6.s1、预处理:首先对待蚀刻的不锈钢板表面进行预除油处理与除氧化膜处理后,进行水洗、干燥处理;
7.s2、丝网印刷:将s1中的不锈钢板进行丝网印刷,利用绷网机将尼龙单丝维网固定在网框上,通过浆器刮涂感光胶,涂覆涂膜干燥后,将提前准备好的图纹黑白胶片附着在涂膜丝维网上,经过曝光显影后制得丝印模板,丝网印刷结束后进行干燥;
8.s3、制作图纹:将s2中的不锈钢板与丝印模板固定在丝网印刷机对应的位置,使用油墨印上图纹后进行干燥;
9.s4、后处理:将s3中的不锈钢板上的油墨清理干净,依次对不锈钢板进行电解抛光、化学着色后,最后对不锈钢板表面形成的色膜进行硬化处理与封闭处理,最后得到不锈钢蚀刻产品;
10.s5、成品检测:检测图案正确,其蚀刻区无污渍、水渍,无残留的耐酸油墨;
11.s6、压纹处理:将s5中的不锈钢成品通过压纹设备进行压纹处理。
12.优选地,所述压纹设备包括安装板,安装板截面设置成u形,安装板两侧均贯穿开设有导向槽,导向槽内滑动连接有导向块,导向槽底部内壁通过轴承转动连接有第一螺杆,
第一螺杆和导向块螺纹连接,导向块内侧通过螺栓固定有连接块,连接块内侧通过螺栓固定有托杆,两个托杆顶部通过螺栓固定有同一个托板,两个托杆之间通过轴承转动连接有同一个第一轴件,第一轴件上套设固定有第一压纹辊,安装板两侧内壁之间通过轴承转动连接有同一个第二轴件,第二轴件上套设固定有第二压纹辊,第二压纹辊设置于第一压纹辊的上方,第二轴件一侧贯穿安装板顶部通过螺栓固定有第一带轮,安装板靠近第一带轮的一侧嵌套固定有电机,电机输出轴和安装板远离电机的一侧均连接有连接轴,连接轴和安装板之间通过轴承转动连接,连接轴上套设固定有第二带轮,第一带轮和第二带轮之间套设有同一个第一皮带,安装板上设置有传动机构。
13.优选地,所述传动机构包括两个对称分布的固定板,固定板通过螺栓固定于安装板的外侧,固定板顶部贯穿并通过轴承转动连接有轴杆,轴杆顶部和底部分别通过螺栓固定有第一齿轮和第一锥齿轮,第一螺杆上设置有第二齿轮,第二齿轮和第一齿轮啮合,连接轴上套设固定有第二锥齿轮,第二锥齿轮和第一锥齿轮啮合。
14.优选地,所述第一螺杆一侧外壁开设有导槽,导槽内滑动连接有导块,导块和第二齿轮的内壁通过螺栓固定,导块和导槽底部内壁之间通过螺栓固定有同一个电动推杆。
15.优选地,所述安装板底部内壁通过螺栓固定有按压开关,按压开关上的按钮顶部通过螺栓固定有半球形的撞击部,按压开关和电动推杆电性连接,轴杆上套设固定有套环,套环外壁通过螺栓固定有撞击杆,撞击杆的端部设置成弧形。
16.优选地,所述安装板底部两侧均通过螺栓固定有固定套,两个固定套之间通过轴承转动连接有同一个传动轴,传动轴两侧均通过螺栓固定有第四带轮,连接轴外侧通过螺栓固定有第三带轮,第三带轮和第四带轮之间套设有同一个第二皮带。
17.优选地,所述安装板两侧内壁之间通过轴承转动连接接有同一个导料板,导料板设置于第一压纹辊的后端,安装板后端铰接有套杆,套杆底部开设有嵌入槽,嵌入槽前端内壁通过螺栓固定有复位弹簧,复位弹簧后端通过螺栓固定有内杆,内杆和导料板之间铰接。
18.优选地,所述嵌入槽两侧内壁均开设有限位槽,限位槽内滑动连接有限位块,限位块和内杆之间通过螺栓固定。
19.优选地,所述托板前端通过螺栓固定有调节板,调节板顶部开设有调节槽,调节槽内滑动连接有两个对称分布的调节块,调节块顶部通过螺栓固定有支杆,支杆后端通过螺栓固定有定位板,调节槽内通过轴承转动连接有双向螺杆,双向螺杆和调节块螺纹连接。
20.优选地,所述托板顶部开设有多个均匀分布的凹槽,凹槽两侧内壁之间通过轴承转动连接有同一个内轴,内轴上套设固定有套筒。
21.与现有技术相比,本发明提供了一种不锈钢压纹蚀刻工艺,具备以下有益效果:
22.1、该一种不锈钢压纹蚀刻工艺,将不锈钢板置放到托板上,并将不锈钢板向后推动,使得不锈钢板同时搭在托板和第一压纹辊上,启动电机,电机输出轴带动连接轴转动,继而带动第二带轮和第一皮带转动,继而带动第一带轮转动,继而同步带动第二轴件和第二压纹辊转动,同时,连接轴带动第二锥齿轮转动,第二锥齿轮啮合带动第一锥齿轮转动,继而同步带动轴杆和第一齿轮转动,第一齿轮啮合带动第二齿轮转动,继而同步带动第一螺杆转动,在螺纹作用下,使得导向块顺着导向槽向上移动,继而同步带动连接块、托杆、托板和第一压纹辊向上移动,继而使得不锈钢板逐渐靠近第二压纹辊,当不锈钢板被第一压纹辊和第二压纹辊挤压时,第二压纹辊通过摩擦力带动不锈钢板向后移动,不锈钢板通过
摩擦力,带动第一压纹辊转动,从而对不同厚度的不锈钢板实现双面压纹,同时,第一压纹辊同步带动第一轴件转动,继而带动套环和撞击杆转动,撞击杆转至按压开关位置时,对撞击部形成撞击,使得按钮被下压,电动推杆通电启动,电动推杆输出轴带动导块向下移动,继而同步带动第二齿轮向下移动,使得第二齿轮和第一齿轮之间脱离啮合,继而使得第一压纹辊的位置保持不动,从而完成后续压纹工艺,从而提高压纹设备的适用范围。
23.2、该一种不锈钢压纹蚀刻工艺,设置有传动轴,当靠近电机一侧的连接轴转动时,同步带动位于该侧的第三带轮转动,继而带动第二皮带转动,继而带动第四带轮转动,继而带动传动轴转动,继而带动远离电机一侧的第四带轮、第三带轮和连接轴等部件同步转动,从而可从两侧同时实现对第一压纹辊的提升,从而提高设备工作时的稳定性。
24.3、该一种不锈钢压纹蚀刻工艺,当不锈钢板压纹完毕后,落到导料板上,导料板受到向下转动,使得内杆跟随限位块一起,顺着限位槽向下移动,继而内杆对复位弹簧形成挤压,并在复位弹簧的弹力作用下复位,从而对不锈钢板的下落过程进行缓冲,便于不锈钢板进行落料。
25.4、该一种不锈钢压纹蚀刻工艺,将不锈钢板置放到托板上后,使得不锈钢板位于两个定位板之间,继而转动双向螺杆,在反向螺纹的配合下,使得两个调节块顺着调节槽进行相互靠近的移动,继而同步带动支杆和定位板同步移动,继而将不锈钢板推至正中间位置,进行定位,进一步的,当不锈钢板在托板上向后移动时,不锈钢板和套筒发生滚动摩擦,从而降低对不锈钢板移动的阻力,从而使得不锈钢板移动过程更加灵活。
附图说明
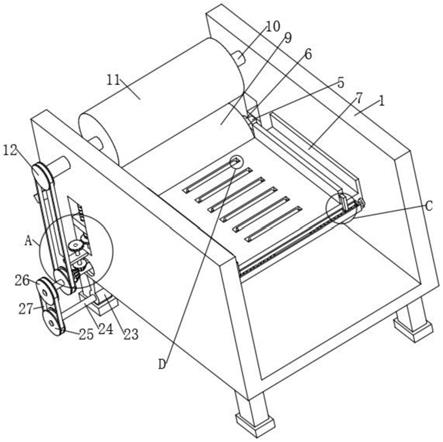
26.图1为本发明提出的压纹设备的整体结构示意图;
27.图2为本发明提出的压纹设备的a处放大结构示意图;
28.图3为本发明提出的压纹设备的第二齿轮安装结构示意图;
29.图4为本发明提出的压纹设备的安装板剖视结构示意图;
30.图5为本发明提出的压纹设备的撞击杆安装结构示意图;
31.图6为本发明提出的压纹设备的b处放大结构示意图;
32.图7为本发明提出的压纹设备的c处放大结构示意图;
33.图8为本发明提出的压纹设备的d处放大结构示意图。
34.图中:1、安装板;2、导向槽;3、导向块;4、第一螺杆;5、连接块;6、托杆;7、托板;8、第一轴件;9、第一压纹辊;10、第二轴件;11、第二压纹辊;12、第一带轮;13、电机;14、连接轴;15、第二带轮;16、第一皮带;17、固定板;18、轴杆;19、第一齿轮;20、第二齿轮;21、第一锥齿轮;22、第二锥齿轮;23、固定套;24、传动轴;25、第四带轮;26、第三带轮;27、第二皮带;28、导槽;29、电动推杆;30、导块;31、套环;32、撞击杆;33、按压开关;34、撞击部;35、导料板;36、套杆;37、嵌入槽;38、复位弹簧;39、内杆;40、限位槽;41、限位块;42、调节板;43、调节槽;44、调节块;45、支杆;46、定位板;47、双向螺杆;48、凹槽;49、内轴;50、套筒。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
36.实施例1
37.参照图1-6,一种不锈钢压纹蚀刻工艺,具体包括如下步骤:
38.s1、预处理:首先对待蚀刻的不锈钢板表面进行预除油处理与除氧化膜处理后,进行水洗、干燥处理;
39.s2、丝网印刷:将s1中的不锈钢板进行丝网印刷,利用绷网机将尼龙单丝维网固定在网框上,通过浆器刮涂感光胶,涂覆涂膜干燥后,将提前准备好的图纹黑白胶片附着在涂膜丝维网上,经过曝光显影后制得丝印模板,丝网印刷结束后进行干燥;
40.s3、制作图纹:将s2中的不锈钢板与丝印模板固定在丝网印刷机对应的位置,使用油墨印上图纹后进行干燥;
41.s4、后处理:将s3中的不锈钢板上的油墨清理干净,依次对不锈钢板进行电解抛光、化学着色后,最后对不锈钢板表面形成的色膜进行硬化处理与封闭处理,最后得到不锈钢蚀刻产品;
42.s5、成品检测:检测图案正确,其蚀刻区无污渍、水渍,无残留的耐酸油墨;
43.s6、压纹处理:将s5中的不锈钢成品通过压纹设备进行压纹处理。
44.进一步的,压纹设备包括安装板1,安装板1截面设置成u形,安装板1两侧均贯穿开设有导向槽2,导向槽2内滑动连接有导向块3,导向槽2底部内壁通过轴承转动连接有第一螺杆4,第一螺杆4和导向块3螺纹连接,导向块3内侧通过螺栓固定有连接块5,连接块5内侧通过螺栓固定有托杆6,两个托杆6顶部通过螺栓固定有同一个托板7,两个托杆6之间通过轴承转动连接有同一个第一轴件8,第一轴件8上套设固定有第一压纹辊9,安装板1两侧内壁之间通过轴承转动连接有同一个第二轴件10,第二轴件10上套设固定有第二压纹辊11,第二压纹辊11设置于第一压纹辊9的上方,第二轴件10一侧贯穿安装板1顶部通过螺栓固定有第一带轮12,安装板1靠近第一带轮12的一侧嵌套固定有电机13,电机13输出轴和安装板1远离电机13的一侧均连接有连接轴14,连接轴14和安装板1之间通过轴承转动连接,连接轴14上套设固定有第二带轮15,第一带轮12和第二带轮15之间套设有同一个第一皮带16,安装板1上设置有传动机构,即可对不同厚度的不锈钢板进行压纹加工。
45.进一步的,传动机构包括两个对称分布的固定板17,固定板17通过螺栓固定于安装板1的外侧,固定板17顶部贯穿并通过轴承转动连接有轴杆18,轴杆18顶部和底部分别通过螺栓固定有第一齿轮19和第一锥齿轮21,第一螺杆4上设置有第二齿轮20,第二齿轮20和第一齿轮19啮合,连接轴14上套设固定有第二锥齿轮22,第二锥齿轮22和第一锥齿轮21啮合,即可进行传动。
46.进一步的,第一螺杆4一侧外壁开设有导槽28,导槽28内滑动连接有导块30,导块30和第二齿轮20的内壁通过螺栓固定,导块30和导槽28底部内壁之间通过螺栓固定有同一个电动推杆29,即可使得第二齿轮20可上下移动。
47.进一步的,安装板1底部内壁通过螺栓固定有按压开关33,按压开关33上的按钮顶部通过螺栓固定有半球形的撞击部34,按压开关33和电动推杆29电性连接,轴杆18上套设固定有套环31,套环31外壁通过螺栓固定有撞击杆32,撞击杆32的端部设置成弧形,即可将按压开关33触发通电。
48.进一步的,安装板1底部两侧均通过螺栓固定有固定套23,两个固定套23之间通过轴承转动连接有同一个传动轴24,传动轴24两侧均通过螺栓固定有第四带轮25,连接轴14
外侧通过螺栓固定有第三带轮26,第三带轮26和第四带轮25之间套设有同一个第二皮带27,即可使得两侧导向块3同步移动。
49.工作原理:使用时,将不锈钢板置放到托板7上,并将不锈钢板向后推动,使得不锈钢板同时搭在托板7和第一压纹辊9上,启动电机13,电机13输出轴带动连接轴14转动,继而带动第二带轮15和第一皮带16转动,继而带动第一带轮12转动,继而同步带动第二轴件10和第二压纹辊11转动,同时,连接轴14带动第二锥齿轮22转动,第二锥齿轮22啮合带动第一锥齿轮21转动,继而同步带动轴杆18和第一齿轮19转动,第一齿轮19啮合带动第二齿轮20转动,继而同步带动第一螺杆4转动,在螺纹作用下,使得导向块3顺着导向槽2向上移动,继而同步带动连接块5、托杆6、托板7和第一压纹辊9向上移动,继而使得不锈钢板逐渐靠近第二压纹辊11,当不锈钢板被第一压纹辊9和第二压纹辊11挤压时,第二压纹辊11通过摩擦力带动不锈钢板向后移动,不锈钢板通过摩擦力,带动第一压纹辊9转动,从而对不同厚度的不锈钢板实现双面压纹,同时,第一压纹辊9同步带动第一轴件8转动,继而带动套环31和撞击杆32转动,撞击杆32转至按压开关33位置时,对撞击部34形成撞击,使得按钮被下压,电动推杆29通电启动,电动推杆29输出轴带动导块30向下移动,继而同步带动第二齿轮20向下移动,使得第二齿轮20和第一齿轮19之间脱离啮合,继而使得第一压纹辊9的位置保持不动,从而完成后续压纹工艺,从而提高压纹设备的适用范围,进一步的,设置有传动轴24,当靠近电机13一侧的连接轴14转动时,同步带动位于该侧的第三带轮26转动,继而带动第二皮带27转动,继而带动第四带轮25转动,继而带动传动轴24转动,继而带动远离电机13一侧的第四带轮25、第三带轮26和连接轴14等部件同步转动,从而可从两侧同时实现对第一压纹辊9的提升,从而提高设备工作时的稳定性。
50.实施例2
51.参照图6,一种不锈钢压纹蚀刻工艺,安装板1两侧内壁之间通过轴承转动连接接有同一个导料板35,导料板35设置于第一压纹辊9的后端,安装板1后端铰接有套杆36,套杆36底部开设有嵌入槽37,嵌入槽37前端内壁通过螺栓固定有复位弹簧38,复位弹簧38后端通过螺栓固定有内杆39,内杆39和导料板35之间铰接。
52.进一步的,嵌入槽37两侧内壁均开设有限位槽40,限位槽40内滑动连接有限位块41,限位块41和内杆39之间通过螺栓固定,即可对内杆39进行限位移动。
53.工作原理:使用时,当不锈钢板压纹完毕后,落到导料板35上,导料板35受到向下转动,使得内杆39跟随限位块41一起,顺着限位槽40向下移动,继而内杆39对复位弹簧38形成挤压,并在复位弹簧38的弹力作用下复位,从而对不锈钢板的下落过程进行缓冲,便于不锈钢板进行落料。
54.实施例3
55.参照图7-8,一种不锈钢压纹蚀刻工艺,托板7前端通过螺栓固定有调节板42,调节板42顶部开设有调节槽43,调节槽43内滑动连接有两个对称分布的调节块44,调节块44顶部通过螺栓固定有支杆45,支杆45后端通过螺栓固定有定位板46,调节槽43内通过轴承转动连接有双向螺杆47,双向螺杆47和调节块44螺纹连接,即可便于不锈钢板落料。
56.进一步的,托板7顶部开设有多个均匀分布的凹槽48,凹槽48两侧内壁之间通过轴承转动连接有同一个内轴49,内轴49上套设固定有套筒50,即可降低摩擦阻力。
57.工作原理:使用时,将不锈钢板置放到托板7上后,使得不锈钢板位于两个定位板
46之间,继而转动双向螺杆47,在反向螺纹的配合下,使得两个调节块44顺着调节槽43进行相互靠近的移动,继而同步带动支杆45和定位板46同步移动,继而将不锈钢板推至正中间位置,进行定位,进一步的,当不锈钢板在托板7上向后移动时,不锈钢板和套筒50发生滚动摩擦,从而降低对不锈钢板移动的阻力,从而使得不锈钢板移动过程更加灵活。
58.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。