1.本发明属于机械加工技术领域,涉及一种射流片的加工方法,尤其涉及一种提升射流片加工效率的工艺方法。
背景技术:
2.在射流偏转板阀中射流片属于核心零部件,射流的加工质量和加工效率决定伺服阀的质量和产品交付准确性,目前射流片加工方法是采用单片加工,首先将射流片毛坯加工穿丝孔,其次在用慢走丝加工成工字形的四方,最后用慢走丝加工射流片中的异形腔和定位销孔。工字形四方是采用慢走丝加工,单片加工耗时近4个小时,加工效率低,人工成本高,耗费材料大。需要配备相应数量慢走丝机床才能满足生产任务。
技术实现要素:
3.为了解决上述问题,本发明提供了一种提升射流片加工效率的工艺方法,首先将射流片平磨至图纸设计要求尺寸,平面度和平行度一次满足要求。采用组合夹具一次性能够加工15-20件射流片极大提高加工效率,降低加工成本,解决了慢走丝机床配备不足的问题。
4.本发明的技术方案如下:
5.一种提升射流片加工效率的工艺方法,包括以下步骤:
6.步骤一,制备射流片粗加工毛坯,得到圆棒料;
7.步骤二,将圆棒料采用无心磨床加工至理论尺寸,并将之采用线切割为0.8~0.8mm的薄片;
8.步骤三,将薄片放在具有冷冻吸盘平台的平面磨床上加工,使薄片的上下表面平面度在0.002之内;
9.步骤四,将若干个薄片重叠组合放入射流片夹具中,组合加工射流片的异形腔和定位销孔。
10.进一步的,在制备射流片粗加工毛坯的热处理前加工射流片的穿丝孔。
11.进一步的,步骤三中,将加工后的薄片平面度为0.001以内,平行度为0.002以内;采用小批量一次加工多个薄片。
12.进一步的,步骤四中,采用射流片夹具固定重叠后的薄片,重叠后的薄片在夹具中被上、下及侧面方位固定限位,上、下两面的夹具施加压紧力以防止重叠薄片在加工中转动。
13.进一步的,步骤四中,将重叠薄片固定后,使用慢走丝加工方法来加工射流片的异形腔和定位销孔。
14.进一步的,先加工射流片的定位销孔,至少有两个定位销孔,再使用定位销插入定位销孔,最后加工射流片的异形腔。
15.进一步的,射流片夹具包括射流片下挡板、射流片固定板和射流片上挡板,射流片
固定板中部具有装夹薄片的装夹孔,射流片下挡板中部具有孔径小于装夹孔的小孔,射流片下挡板与射流片固定板固定连接,并且连接后的射流片下挡板与射流片固定板的定位销孔重合;在重合的定位销孔上插入夹具定位销,通过夹具定位销引导安装射流片上挡板,射流片上挡板中部具有与装夹孔配合的圆凸台,配合射流片下挡板将重叠后的薄片压紧在射流片固定板的装夹孔内;圆凸台中间具有射流片异形腔加工孔。
16.进一步的,射流片下挡板的小孔也具有射流片异形腔加工孔,异形腔加工孔比射流片异形孔略大。
17.本发明的有益效果是:
18.1、采用本发明的方法,能够一次性加工15~20个射流片,大大降低了加工成本,提高的加工效果;
19.2、解决了慢走丝机床配备不足的问题;
20.3、本发明的方法另外还保障了射流片的加工精度和一致性。
附图说明
21.图1是本发明方法的工艺流程示意图;
22.图2是本发明方法的冷冻吸盘平台的平面磨床加工射流片厚度的示意图;
23.图3是本发明方法的慢走丝机床加工射流片异形腔和定位销示意图;
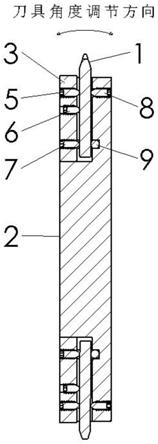
24.图4是本发明方法使用的组合夹具结构示意图;
25.图5是图4的a-a剖视图;
26.图6是本发明方法的组合夹具中射流片上挡板结构示意图;
27.图7是图6的侧视图;
28.图8是一种射流片结构示意图;
29.图9是另一种射流片结构示意图;
30.图10是本发明方法的无心磨射流片结构示意图;
31.其中,1-射流片下挡板、2-螺钉、3-射流片固定板、4-夹具定位销、5-射流片上挡板、6-射流片、7-射流片定位销、8-平磨砂轮、9-半精加工的射流片、10-冷冻吸盘平台、11-无心磨砂轮、12-粗加工毛坯、13-慢丝。
具体实施方式
32.本部分是本发明的实施例,用于解释和说明本发明的技术方案。
33.一种提升射流片加工效率的工艺方法,包括以下步骤:
34.步骤一,制备射流片粗加工毛坯,得到圆棒料;
35.步骤二,将圆棒料采用无心磨床加工至理论尺寸,并将之采用线切割为0.8~0.8mm的薄片;
36.步骤三,将薄片放在具有冷冻吸盘平台的平面磨床上加工,使薄片的上下表面平面度在0.002之内;
37.步骤四,将若干个薄片重叠组合放入射流片夹具中,组合加工射流片的异形腔和定位销孔。
38.在制备射流片粗加工毛坯的热处理前加工射流片的穿丝孔。
39.步骤三中,将加工后的薄片平面度为0.001以内,平行度为0.002以内;采用小批量一次加工多个薄片。
40.步骤四中,采用射流片夹具固定重叠后的薄片,重叠后的薄片在夹具中被上、下及侧面方位固定限位,上、下两面的夹具施加压紧力以防止重叠薄片在加工中转动。
41.步骤四中,将重叠薄片固定后,使用慢走丝加工方法来加工射流片的异形腔和定位销孔。
42.先加工射流片的定位销孔,至少有两个定位销孔,再使用定位销插入定位销孔,最后加工射流片的异形腔。
43.射流片夹具包括射流片下挡板1、射流片固定板3和射流片上挡板5,射流片固定板3中部具有装夹薄片的装夹孔,射流片下挡板1中部具有孔径小于装夹孔的小孔,射流片下挡板1与射流片固定板3固定连接,并且连接后的射流片下挡板1与射流片固定板3的定位销孔重合;在重合的定位销孔上插入夹具定位销4,通过夹具定位销引导安装射流片上挡板5,射流片上挡板5中部具有与装夹孔配合的圆凸台,配合射流片下挡板1将重叠后的薄片压紧在射流片固定板3的装夹孔内;圆凸台中间具有射流片异形腔加工孔。
44.射流片下挡板1的小孔也具有射流片异形腔加工孔,异形腔加工孔比射流片异形孔略大。
45.下面结合附图说明本发明另一个实施例。
46.本发明的具体工艺路线如下
47.料-车-无心磨-数控铣-检-热处理-无心磨-中走丝-钳-平磨(核心)-钳-慢走丝(核心)-钳-检-入库。
48.图2是采用冷冻吸盘平台平面磨床加工射流片厚度主要步骤是:将半精加工薄片分组(每组为8-10件)安装在冷冻吸盘平台上,调整砂轮参数,加工射流片厚度尺寸,平磨时两面均匀去余量。
49.图3是组合加工射流片组异形腔和定位销孔主要步骤,首先将射流片依次安装到射流片夹具中,将射流片夹具安装在慢走丝线切割机床上,装夹定位射流片固定板,左右分中对称保证对称度在0.003以内,具上端面尺寸18
±
0.005加工射流片异形腔和定位销孔。
50.1.射流片夹具主要包括射流片下档板1、螺钉2、射流片固定板3、夹具定位销4、射流片上挡板5、射流片6、射流片定位销7,其特征在将射流片固定板3预先安装在射流片下挡板1上,利用夹具定位销4定好角向位置,拧紧螺钉2将射流片固定板3固定。组装射流片定位销4,在射流片固定板3中组装射流片6形成射流片组,最后将射流片上固定板5组装,并用螺钉2锁紧固定,最后将加剧定位销和射流片定位销取出。
51.2.射流片上挡板5和射流片下挡板1与射流片固定板3有较高同轴度要求,确保加工的异形腔居中对称达到图纸要求:对称度0.005;
52.3.图4和图5是本发明中第一实施案例射流片固定板3可以安装多个射流片6形成射流片组,多个射流片一起加工,一次性加工射流片5-22件,通过更改射流片上挡板凸台的高度可以自由调整加工射流片数量。一次装夹加工保证其尺寸一致性,提高加工效率,缩短加工周期,降低成本;
53.4.射流片上挡板5、射流片下固定板1、射流片固定板3中夹具定位销孔组合加工,保证定位销孔的位置一致性,主要作用是保证射流片上下挡板和射流片固定板的角向位
置,保证在组装射流片粗毛坯时,不会发生旋转;
54.5.射流片上挡板5、射流片下固定板1中的异形腔,在热处理后组合加工,主要作用是保证上下挡板尺寸一致性好,避免精加工射流片时,发生干涉;
55.6.射流片固定板3中的射流片6用两对射流片定位销7定位,限制射流片6角向转动;
56.7.射流片上挡板5、射流片下固定板1中的异形腔要比射流片6中异形腔要大,避免加工过程干涉。
57.8.图5和图6是本发明中第二实施案例,射流片上挡板5、射流片下固定板1中的异形腔虽然有所不同,因。射流片外形尺寸基本上是一致的,通过更改慢走丝轨迹可以形成不同的异形腔,也可以达到加工不同种类的射流片。
58.本发明在传统单片和双片加工射流片方法中,提出了一种加工效率高效、结构紧凑、控制可靠、设计巧妙的工艺方法。利用冷冻吸盘平台磨床成批加工射流片厚度,又巧妙的设计将射流片组合在一起加工夹具,提升了加工效率,缩短射流片加工周期,降低加工成本。
59.本发明的有益效果:
60.1.一种提升射流片加工效率的工艺方法,其中有两部分:一部分是工艺方法采用无心磨床加工外圆至图纸尺寸,并采用线切割机床割成0.5-0.8薄片,采用具有冷冻吸盘平台的平面磨床上加工薄片,使加工的射流片上下表面平面度在0.002之内,另一部分是射流片组合夹具其包括射流片下档板、螺钉、射流片固定板、夹具定位销、射流片上挡板、射流片、射流片定位销,通过巧妙的将射流片组合在一起加工,提升了加工效率,缩短射流片加工周期,降低加工成本
61.2.制备粗加工毛坯时,在热处理前加工射流片穿丝孔,热处理前加工穿丝孔难度小。
62.3.用无心磨加工射流片毛坯外圆至图纸尺寸,将外圆尺寸加工好,保证在组合加工时所有射流片受到变形力一样。
63.4.平磨0.5-0.8半精加工射流片采用冷冻吸盘的平磨磨床加工,将半精加工射流片加工至图纸要求尺寸,并保证平面度0.001,平行度0.002,冷冻吸盘平磨磨床加工效率高,可以进行小批量加工,可以保证厚度尺寸的一致性,保证在组合加工时所有射流片受到挤压力大小一致。
64.5.加工射流片时,将射流片安装在射流片夹具中形成射流片组,采用慢走丝线切割机床加工,提出了一种结构紧凑,控制可靠、设计巧妙的组合夹具,通过巧妙的将射流片组合在一起加工,提升了加工效率,缩短射流片加工周期,降低加工成本。
65.6.射流片上挡板和射流片下挡板与射流片固定板有较高同轴度要求,确保加工的异形腔居中对称;
66.7.射流片固定板可以安装多个射流片形成射流片组,多个射流片一起加工,保证其尺寸一致性,提高加工效率,缩短加工周期,降低成本;
67.8.射流片上挡板、射流片下固定板、射流片固定3中夹具定位销孔组合加工,保证定位销孔的位置一致性,主要作用是保证射流片上下挡板和射流片固定板的角向位置,保证在组装射流片粗毛坯时,不会发生旋转;
68.9.射流片上挡板、射流片下固定板中的异形腔,在热处理后组合加工,主要作用是保证上下挡板尺寸一致性好,避免精加工射流片时,发生干涉;
69.10.射流片固定板中的射流片用两对射流片定位销定位,限制射流片角向转动;
70.11.射流片上挡板有一定高度的凸台,机械挑调整加工射流片数量,保证射流片上挡板将射流片压紧固定;
71.12.射流片上挡板5、射流片下固定板1中的异形腔要比射流片6中异形腔要大,避免加工过程干涉。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。