pcb板全自动喷漆设备及其喷漆方法
技术领域
1.本发明涉及喷漆设备,特别是涉及pcb板全自动喷漆设备及其喷漆方法,属于电路板技术领域。
背景技术:
2.pcb中文名称为印制电路板,又称印刷线路板,是重要的电子部件,是电子元器件的支撑体,是电子元器件电气相互连接的载体。由于它是采用电子印刷术制作的,故被称为“印刷”电路板。
3.现有的电路板喷漆产线,在针对喷漆工作时,需要进行翻转,而现有的翻转设备由于翻转之后无法将板件重新复位,因此已经完成喷漆的表面容易被传送组价剐蹭,造成漆面破损。
4.怎样研究出pcb板全自动喷漆设备及其喷漆方法是当前亟待解决的问题。
技术实现要素:
5.本发明的主要目的是为了解决现有技术的不足,而提供pcb板全自动喷漆设备及其喷漆方法。
6.本发明的目的可以通过采用如下技术方案达到:包括底板和固定连接于其顶部中间外壁两个对称安装的举升缸,所述举升缸的活塞杆外壁固定连接有环架,所述环架内壁转动连接有搭轴,两个所述搭轴之间设置有翻转组件,所述翻转组件包括固定连接于所述搭轴一端外壁的侧板和设置于两个所述侧板之间的托板,所述托板一侧外壁固定连接有多个线性排列的适应架,所述适应架内壁滑动连接有活动块,所述活动块一侧外壁固定连接有夹臂,所述夹臂一端外壁设置有半环架,所述半环架两端内壁转动连接有滚轮,所述半环架内壁设置有两个对称的阻挡块,所述夹臂顶部和底部外壁均设置有滑槽,所述滑槽内壁均滑动连接有滑扣,所述滑扣一侧外壁设置有栓头,两个所述栓头和两个所述滚轮外壁均设置有压力绳,所述滑槽一侧内壁固定连接有回弹杆,所述回弹杆的活塞杆外壁固定连接于所述滑扣内壁。
7.优选的,所述侧板一侧外壁固定连接有夹紧缸,所述托板一侧外壁固定连接于所述夹紧缸的输出轴外壁,所述适应架中间内壁设置有芯轴,所述活动块中间内壁滑动于所述芯轴外壁,所述活动块顶部和底部外壁均设置有弹簧。
8.优选的,所述侧板内壁固定连接有两个对称的连杆,所述连杆一端外壁固定连接有衔接轮体,所述衔接轮体由两个圆环和两个圆杆构成。
9.优选的,其中一个所述环架一侧外壁固定连接有翻转电机,所述翻转电机的输出轴外壁套接于其中一个所述搭轴外壁。
10.优选的,所述底板顶部外壁固定连接有两个输送架,所述输送架顶部外壁设置有传送带,所述输送架两侧外壁均固定连接有侧边架。
11.优选的,所述侧边架内壁设置有电动滑块,所述电动滑块顶部外壁固定连接有立
杆,两个所述立杆之间固定连接有横杆,所述横杆顶部外壁固定连接有下压缸,所述下压缸的活塞杆外壁固定连接有输送框,另外两个所述输送框固定连接于所述输送架一侧外壁。
12.优选的,所述输送框内壁设置有两个滚筒,所述滚筒外壁设置有内接皮带,所述内接皮带外壁设置有通槽,所述输送框一侧外壁设置有内接电机。
13.优选的,所述底板顶部外壁固定连接有立架,所述立架顶部内壁固定连接有胶盒,所述胶盒内部设置有泵,所述胶盒底部外壁设置有喷头。
14.pcb板全自动喷漆设备的喷漆方法,包括如下步骤:
15.步骤1:内接电机启动,能够带动内接皮带转动,有两个内接皮带压合能够带动板件输送;
16.步骤2:下压缸复位,带动上方的输送框脱离板件,同时电动滑块后移,使得输送框脱离翻转组件范围;
17.步骤3:夹臂的半环架携带压力绳接触板件边缘,压力绳受到挤压形变,并形成v形区域卡紧板件边缘。
18.优选的,所述底板顶部中间外壁固定连接有加热盒,所述加热盒内部设置有热风机,所述加热盒顶部外壁设置有两个热喷板,所述热喷板顶部外壁设置有导流块。
19.本发明的有益技术效果:按照本发明的pcb板全自动喷漆设备及其喷漆方法,通过设置翻转组件,相对传统产线喷漆设备,该种装置具备喷漆完成之后将pcb板复位的功能,同时在完成喷漆复位之前,能够对喷漆位置进行烘干,避免漆液落入设备周边导致污染;其中托板运动,靠近需要夹持的pcb板,然后夹臂的半环架携带压力绳接触板件边缘,压力绳受到挤压形变,并形成v形区域卡紧板件边缘,同时由于板件存在不同规格,其表面存在高低不平的状况,夹臂和半环架能够跟随v形区域中间点,带动活动块在适应架内部移动,并完成自适应调节,同时压力绳带动栓头和滑扣运动,回弹杆提供限位拉紧,避免压力绳收缩超限,同时板件边缘被夹紧之后,压力绳贴合于阻挡块之间,由后者提供限位,避免在后续翻转时,板件出现晃动;滚轮的设置能够减少压力绳运动时,产生的摩擦,同时半环架为板件相对嵌入预留足够的空间;通过设置衔接轮体,其中翻转电机启动,带动其中一个侧板转动,同时由于连杆和衔接轮体的连接,两个侧板同时转动,避免传统夹紧方式中需要板件作为扭矩传动件的方式,为板件提供保护,同时减少翻转组件动力元件,降低成本,而衔接轮体的设置,两个圆杆均处于竖直方向,规避了板件进出方向的干涉隐患,同时翻转组件在进行板件翻转时,举升缸启动,带动环架上升,翻转电机执行翻转工作,衔接轮体脱离与装置其他元件接触,能够避免翻转撞机,进一步的,弹簧弹性系数分为两种,使得夹臂原始位置保持在适应架中间,方便夹取板件;通过设置输送框,其中内接电机启动,能够带动内接皮带转动,有两个内接皮带压合能够带动板件输送,同时在将板件输送至翻转组件之后,下压缸复位,带动上方的输送框脱离板件,同时电动滑块后移,使得输送框脱离翻转组件范围,避免衔接轮体上升时发生碰撞,同时胶盒的喷头对抬升的板件进行喷漆工作;利用前置的输送框,能够押送板件进入翻转区域,并使得板件两侧边缘暴露,方便压力绳夹紧,同时增加狭窄空间利用率,避免板件脱落。
附图说明
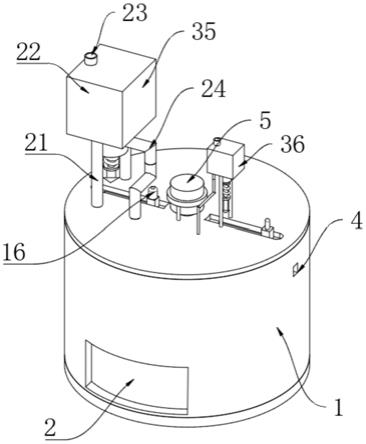
20.图1为按照本发明的pcb板全自动喷漆设备及其喷漆方法的一优选实施例的整体
结构示意图;
21.图2为按照本发明的pcb板全自动喷漆设备及其喷漆方法的一优选实施例的翻转组件结构示意图;
22.图3为按照本发明的pcb板全自动喷漆设备及其喷漆方法的一优选实施例的托板结构示意图;
23.图4为按照本发明的pcb板全自动喷漆设备及其喷漆方法的一优选实施例的夹臂结构示意图;
24.图5为按照本发明的pcb板全自动喷漆设备及其喷漆方法的一优选实施例的适应架结构示意图;
25.图6为按照本发明的pcb板全自动喷漆设备及其喷漆方法的一优选实施例的侧边架结构示意图;
26.图7为按照本发明的pcb板全自动喷漆设备及其喷漆方法的一优选实施例的输送框结构示意图;
27.图8为按照本发明的pcb板全自动喷漆设备及其喷漆方法的一优选实施例的加热盒结构示意图。
28.图中:1-底板,2-举升缸,3-环架,4-翻转电机,5-侧板,6-立架,7-胶盒,8-喷头,9-输送架,10-侧边架,11-加热盒,12-夹紧缸,13-托板,14-衔接轮体,15-连杆,16-适应架,17-夹臂,18-回弹杆,19-滑扣,20-滚轮,21-压力绳,22-阻挡块,23-芯轴,24-活动块,25-弹簧,26-立杆,27-横杆,28-下压缸,29-输送框,30-内接皮带,31-滚筒,32-内接电机,33-热喷板,34-导流块。
具体实施方式
29.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
30.如图1-图8所示,本实施例提供的pcb板全自动喷漆设备,包括底板1和固定连接于其顶部中间外壁两个对称安装的举升缸2,举升缸2的活塞杆外壁固定连接有环架3,环架3内壁转动连接有搭轴,两个搭轴之间设置有翻转组件,翻转组件包括固定连接于搭轴一端外壁的侧板5和设置于两个侧板5之间的托板13,托板13一侧外壁固定连接有多个线性排列的适应架16,适应架16内壁滑动连接有活动块24,活动块24一侧外壁固定连接有夹臂17,夹臂17一端外壁设置有半环架,半环架两端内壁转动连接有滚轮20,半环架内壁设置有两个对称的阻挡块22,夹臂17顶部和底部外壁均设置有滑槽,滑槽内壁均滑动连接有滑扣19,滑扣19一侧外壁设置有栓头,两个栓头和两个滚轮20外壁均设置有压力绳21,滑槽一侧内壁固定连接有回弹杆18,回弹杆18的活塞杆外壁固定连接于滑扣19内壁。
31.通过设置翻转组件,相对传统产线喷漆设备,该种装置具备喷漆完成之后将pcb板复位的功能,同时在完成喷漆复位之前,能够对喷漆位置进行烘干,避免漆液落入设备周边导致污染;其中托板13运动,靠近需要夹持的pcb板,然后夹臂17的半环架携带压力绳21接触板件边缘,压力绳21受到挤压形变,并形成v形区域卡紧板件边缘,同时由于板件存在不同规格,其表面存在高低不平的状况,夹臂17和半环架能够跟随v形区域中间点,带动活动块24在适应架16内部移动,并完成自适应调节,同时压力绳21带动栓头和滑扣19运动,回弹
杆18提供限位拉紧,避免压力绳21收缩超限,同时板件边缘被夹紧之后,压力绳21贴合于阻挡块22之间,由后者提供限位,避免在后续翻转时,板件出现晃动;滚轮20的设置能够减少压力绳21运动时,产生的摩擦,同时半环架为板件相对嵌入预留足够的空间。
32.在本实施例中,如图1-图5所示,侧板5一侧外壁固定连接有夹紧缸12,托板13一侧外壁固定连接于夹紧缸12的输出轴外壁,适应架16中间内壁设置有芯轴23,活动块24中间内壁滑动于芯轴23外壁,活动块24顶部和底部外壁均设置有弹簧25;侧板5内壁固定连接有两个对称的连杆15,连杆15一端外壁固定连接有衔接轮体14,衔接轮体14由两个圆环和两个圆杆构成;其中一个环架3一侧外壁固定连接有翻转电机4,翻转电机4的输出轴外壁套接于其中一个搭轴外壁。
33.通过设置衔接轮体14,其中翻转电机4启动,带动其中一个侧板5转动,同时由于连杆15和衔接轮体14的连接,两个侧板5同时转动,避免传统夹紧方式中需要板件作为扭矩传动件的方式,为板件提供保护,同时减少翻转组件动力元件,降低成本,而衔接轮体14的设置,两个圆杆均处于竖直方向,规避了板件进出方向的干涉隐患,同时翻转组件在进行板件翻转时,举升缸2启动,带动环架3上升,翻转电机4执行翻转工作,衔接轮体14脱离与装置其他元件接触,能够避免翻转撞机,进一步的,弹簧25弹性系数分为两种,使得夹臂17原始位置保持在适应架16中间,方便夹取板件。
34.在本实施例中,如图1、图6-图8所示,底板1顶部外壁固定连接有两个输送架9,输送架9顶部外壁设置有传送带,输送架9两侧外壁均固定连接有侧边架10;侧边架10内壁设置有电动滑块,电动滑块顶部外壁固定连接有立杆26,两个立杆26之间固定连接有横杆27,横杆27顶部外壁固定连接有下压缸28,下压缸28的活塞杆外壁固定连接有输送框29,另外两个输送框29固定连接于输送架9一侧外壁;输送框29内壁设置有两个滚筒31,滚筒31外壁设置有内接皮带30,内接皮带30外壁设置有通槽,输送框29一侧外壁设置有内接电机32;底板1顶部外壁固定连接有立架6,立架6顶部内壁固定连接有胶盒7,胶盒7内部设置有泵,胶盒7底部外壁设置有喷头8;底板1顶部中间外壁固定连接有加热盒11,加热盒11内部设置有热风机,加热盒11顶部外壁设置有两个热喷板33,热喷板33顶部外壁设置有导流块34。
35.通过设置输送框29,其中内接电机32启动,能够带动内接皮带30转动,有两个内接皮带30压合能够带动板件输送,同时在将板件输送至翻转组件之后,下压缸28复位,带动上方的输送框29脱离板件,同时电动滑块后移,使得输送框29脱离翻转组件范围,避免衔接轮体14上升时发生碰撞,同时胶盒7的喷头8对抬升的板件进行喷漆工作;利用前置的输送框29,能够押送板件进入翻转区域,并使得板件两侧边缘暴露,方便压力绳21夹紧,同时增加狭窄空间利用率,避免板件脱落。
36.在本实施例中,如图1-图8所示,pcb板全自动喷漆设备的喷漆方法,包括如下步骤:步骤1:内接电机32启动,能够带动内接皮带30转动,有两个内接皮带30压合能够带动板件输送;步骤2:下压缸28复位,带动上方的输送框29脱离板件,同时电动滑块后移,使得输送框29脱离翻转组件范围;步骤3:夹臂17的半环架携带压力绳21接触板件边缘,压力绳21受到挤压形变,并形成v形区域卡紧板件边缘。
37.在本实施例中,如图1-图8所示,本实施例提供的pcb板全自动喷漆设备的喷漆方法的工作过程如下:
38.步骤1:内接电机32启动,能够带动内接皮带30转动,有两个内接皮带30压合能够
带动板件输送;
39.步骤2:下压缸28复位,带动上方的输送框29脱离板件,同时电动滑块后移,使得输送框29脱离翻转组件范围;
40.步骤3:夹臂17的半环架携带压力绳21接触板件边缘,压力绳21受到挤压形变,并形成v形区域卡紧板件边缘。
41.综上所述,在本实施例中,按照本实施例的pcb板全自动喷漆设备及其喷漆方法,通过设置翻转组件,相对传统产线喷漆设备,该种装置具备喷漆完成之后将pcb板复位的功能,同时在完成喷漆复位之前,能够对喷漆位置进行烘干,避免漆液落入设备周边导致污染;其中托板13运动,靠近需要夹持的pcb板,然后夹臂17的半环架携带压力绳21接触板件边缘,压力绳21受到挤压形变,并形成v形区域卡紧板件边缘,同时由于板件存在不同规格,其表面存在高低不平的状况,夹臂17和半环架能够跟随v形区域中间点,带动活动块24在适应架16内部移动,并完成自适应调节,同时压力绳21带动栓头和滑扣19运动,回弹杆18提供限位拉紧,避免压力绳21收缩超限,同时板件边缘被夹紧之后,压力绳21贴合于阻挡块22之间,由后者提供限位,避免在后续翻转时,板件出现晃动;滚轮20的设置能够减少压力绳21运动时,产生的摩擦,同时半环架为板件相对嵌入预留足够的空间;通过设置衔接轮体14,其中翻转电机4启动,带动其中一个侧板5转动,同时由于连杆15和衔接轮体14的连接,两个侧板5同时转动,避免传统夹紧方式中需要板件作为扭矩传动件的方式,为板件提供保护,同时减少翻转组件动力元件,降低成本,而衔接轮体14的设置,两个圆杆均处于竖直方向,规避了板件进出方向的干涉隐患,同时翻转组件在进行板件翻转时,举升缸2启动,带动环架3上升,翻转电机4执行翻转工作,衔接轮体14脱离与装置其他元件接触,能够避免翻转撞机,进一步的,弹簧25弹性系数分为两种,使得夹臂17原始位置保持在适应架16中间,方便夹取板件;通过设置输送框29,其中内接电机32启动,能够带动内接皮带30转动,有两个内接皮带30压合能够带动板件输送,同时在将板件输送至翻转组件之后,下压缸28复位,带动上方的输送框29脱离板件,同时电动滑块后移,使得输送框29脱离翻转组件范围,避免衔接轮体14上升时发生碰撞,同时胶盒7的喷头8对抬升的板件进行喷漆工作;利用前置的输送框29,能够押送板件进入翻转区域,并使得板件两侧边缘暴露,方便压力绳21夹紧,同时增加狭窄空间利用率,避免板件脱落。
42.以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。