一种双喷头蜡模3d打印机
技术领域
1.本发明涉及蜡模3d打印领域,尤其是涉及一种双喷头蜡模3d打印机。
背景技术:
2.蜡模制取是失蜡铸造工艺中重要的工序,传统的蜡模制取需要开模注蜡,生产研发周期长,无法应对个性化需求下,越来越多的小批量试制任务,因此快速制得各种复杂蜡模无疑是推进失蜡铸造发展的关键。诸如变速箱、叶轮叶片及其它动力零部件,经常需要进行试验研发并进行小批量制造,若采用传统的熔模铸造技术,模具设计需要进行长期的研发,且需要高昂的开模成本。
3.快速熔模精密铸造技术就是将3d打印技术与熔模精密铸造工艺相结合,采用3d打印原型替代传统的蜡模作为熔模,在其基础上直接制作型壳,再高温焙烧去除3d打印原型,即可进行铸件浇注成形,该技术可有效缩短零件开发周期、降低生产成本,具有广阔的应用前景。
4.现有技术中,如中国发明专利“一种熔模铸造用蜡模3d打印机(201910588307.0)”,以压缩空气作为液体蜡挤出动力源,在打印过程中,易受外界及内部物理变化因素影响,造成挤出动力波动,同时无支撑材料打印装置,其打印效果并不是十分理想。此打印方法成型精度和效率普遍偏低、蜡模结构简单,应用性受到较大限制。
技术实现要素:
5.本发明针对现有技术在制取蜡模中存在的问题,提供一种双喷头蜡模3d打印机。
6.为了实现本发明目的,本发明提供的一种双喷头蜡模d打印机,包括打印机架、工作平台、线材供应筒以及设置在打印机架上的粉碎机构、熔化机构、送料机构、加压机构、运动机构、双喷头机构;
7.所述熔化机构的进料端与所述粉碎机构的出料端连通;
8.所述加压机构用于增加熔化机构中的压力,以将熔化机构中的液态蜡挤出;
9.所述送料机构包括伺服电缸、推杆、活动件和储料罐,储料罐与熔化机构出料口相连,活动件位于储料罐内,推杆的一端与活动件连接,另一端与伺服电缸连接以在伺服电缸的作用下将液体蜡挤出储料罐;
10.运动机构包括x-y移动机构和z轴移动机构;
11.双喷头机构与x-y移动机构连接以在x、y方向上移动,双喷头机构包括横向移动机构、两个高度差切换装置、与储料罐连通的螺杆挤出喷头和由线材供应筒提供支撑原料的支撑材料打印喷头,横向移动机构、两个高度差切换装置用于实现双喷头在横向与垂直方向的转换与移动,横向移动机构用于调节螺杆挤出喷头和支撑材料打印喷头在横向上的位置,两个高度差切换装置分别与螺杆挤出喷头和支撑材料打印喷头连接以调节螺杆挤出喷头和支撑材料打印喷头在高度方向上的位置;
12.工作平台位于双喷头机构的下方,且能在z轴移动机构的作用下在z轴方向上移
动。
13.进一步地,所述熔化机构包括腔体、第一电加热块和第一温度检测装置,所述第一电加热块附着在腔体的内壁上,用于对经粉碎机构加工的块状蜡进行熔化,并与所述第一温度检测装置形成闭合回路。
14.进一步地,所述熔化机构还包括设置有滤网的出蜡口和电开关,滤网用于对液体蜡进行过滤,所述电开关设置在所述出蜡口的下方,用于控制液体蜡的流动。
15.进一步地,所述熔化机构还包括进气口和气压检测装置,进气口与加压机构连通,气压检测装置用于检测腔体内的气压。
16.进一步地,所述储料罐包括第二电加热块、第二温度检测装置和电磁阀,所述第二温度检测装置设置在所述内腔底部,所述第二电加热块设置在内腔外壁,所述电磁阀用于对液体蜡挤出容量进行控制。
17.进一步地,所述双喷头机构还包括安装基座和设置在安装基座上的两个横向位置切换螺母块,安装基座与x-y移动机构连接,两个横向位置切换螺母块能在横向方向上移动,两个高度差切换装置分别与两个横向位置切换螺母块固定连接,螺杆挤出喷头和支撑材料打印喷头分别与两个高度差切换装置固定连接,以完成双喷头切换,所述两横向位置切换螺母块在水平移动过程中处于完全同步状态。
18.进一步地,每个所述高度差切换装置均包括第三驱动电机、传动机构、滚珠丝杠和高度差切换螺母块,第二驱动电机电机轴连接与所述传动机构的输入端接,传动机构的输出端与滚珠丝杠传动连接以使滚珠丝杠转动,高度差切换螺母块套设在滚珠丝杠上,螺杆挤出喷头或支撑材料打印喷头与高度差切换螺母块固定连接。
19.进一步地,所述传动机构包括安装外壳以及位于安装外壳内的主动轮、第一从动轮和第二从动轮,所述主动轮与所述第二驱动电机的电机轴连接,所述第一从动轮与所述主动轮啮合,所述第二从动轮与所述第一从动轮啮合,且固定至所述滚珠丝杠的一端以带动滚珠丝杆转动。
20.进一步地,所述螺杆挤出喷头包括螺杆筒、螺杆、喷嘴、顶针,螺杆转动位于螺杆筒内以挤出液体蜡,螺杆筒与储料罐连通,喷嘴设置在螺杆筒底部,所述螺杆筒底部设置有支撑杆,所述顶针一端固定在支撑杆上,另一端插入所述螺杆底部。
21.进一步地,所述螺杆底部外围设置有刀片。
22.进一步的,所述粉碎机构位于打印机架的最顶端,所述粉碎机构的出料端与所述熔化机构的进料端处于同一轴心位置。
23.进一步的,所述螺杆挤出喷头包括第二驱动电机、加热软管、喷嘴、螺杆、螺杆筒、顶针和喷嘴加热块,所述螺杆底部开有与所述顶针形状相结合的圆锥形凹槽,所述螺杆筒底部设置有支撑杆,所述顶针固定在支撑杆上,用以支撑螺杆,所述螺杆底部外围设置有对称的刀片,以便对沉积在支撑杆上的液体蜡进行刮除。
24.本发明与现有技术相比,至少可实现如下有益效果:
25.本发明的双喷头熔模铸造用蜡模3d打印机,通过引入伺服电缸作为送料动力,使液体蜡的供给更加快速、稳定,提高打印效率;采用螺杆挤出方式,使液体蜡单位时间挤出量更加均匀,挤出线宽平均误差小,进而提升打印精度;通过设置双喷头切换机构,实现打印支撑结构功能,使两喷头产生高度差,避免喷头与打印材料磕碰,从而可打印结构更加复
杂的蜡模,提高应用性,增加蜡模质量。
附图说明
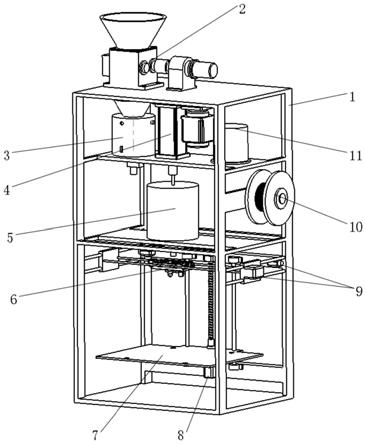
26.图1为本发明实施例提供的一种双喷头蜡模3d打印机整体结构示意图。
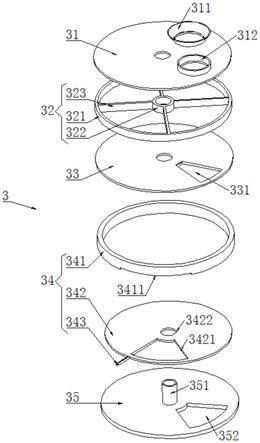
27.图2为本发明实施例提供的一种双喷头蜡模3d打印机中熔化机构的结构示意图。
28.图3为本发明实施例提供的一种双喷头蜡模3d打印机中储料罐结构示意图。
29.图4中的(a)图为本发明实施例提供的一种双喷头蜡模3d打印机中储料罐的俯视图,(b)图为(a)图中a-a向剖视图。
30.图5中的(a)图为本发明实施例提供的一种双喷头蜡模3d打印机中储料罐的主视图,(b)图为(a)图中b-b向剖视图。
31.图6为本发明实施例提供的一种双喷头蜡模3d打印机中双喷头机构的整体结构示意图。
32.图7为本发明实施例提供的一种双喷头蜡模3d打印机中高度差切换装置结构示意图。
33.图8为本发明实施例提供的一种双喷头蜡模3d打印机中高度差切换装置的传动机构示意图。
34.图9为本发明实施例提供的一种双喷头蜡模3d打印机中螺杆挤出喷头整体结构示意图。
35.图10为本发明实施例提供的一种双喷头蜡模3d打印机中螺杆挤出喷头的内部结构示意图。
36.图11中的(a)图是本发明实施例提供的螺杆挤出喷头的俯视图,(b)图是(a)图中c-c向剖视图。
37.附图标记说明:1、打印机架;2、粉碎机构;3、熔化机构;31、密封塞;32、进气口;33、第一温度检测装置;34、电开关;35、出蜡口;36、第一电加热块;37、气压检测装置;38、腔体;4、伺服电缸;5、储料罐;51、推杆;52、进料口;53、电磁阀;54、第二温度检测装置;55、出料口;56、内腔;57、活动件;58、第二电加热块;6、双喷头机构;61、第一驱动电机;62、滑动丝杠;63、螺杆挤出喷头;631、第二驱动电机;632、加热软管;633、螺杆筒;634、喷嘴;635、螺杆;636、顶针;637、喷嘴加热块;64、支撑材料打印喷头;65、高度差切换装置;651、上基板;652、第三驱动电机;653、减速机;654、下基板;655、传动机构;6551、第二从动轮;6552、第一从动轮;6553、主动轮;656、滚珠丝杠;657、第一导向轴;658、滚珠丝杠螺母块;66、滑动丝杠螺母块;67、第二导向轴;68、导向孔;69、轴承座;70、联轴器;7、工作平台;8、z轴移动机构;9、x-y移动机构;10、线材供应筒;11、加压机构。
具体实施方式
38.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.请参阅图1至图11所示,本发明提供的一种双喷头蜡模3d打印机,包括打印机架1、工作平台7、线材供应筒10以及设置在打印机架1上的粉碎机构2、熔化机构3、送料机构、加
压机构11、运动机构和双喷头机构6。
40.在本发明的一些实施例中,请参阅图1,粉碎机构2位于打印机架1的最顶端,用于对大块原料进行粉碎,加工成较小的块状原料。所述粉碎机构2的出料端与所述熔化机构3的进料端处于同一轴心位置,以保证粉碎机构2中的原料能进入熔化机构3中。
41.所述熔化机构3设置在粉碎机构2下方,用于通过圆锥筒31承接经粉碎机构2加工的块状原料。请参阅图2,在本发明的一些实施例中,所述熔化机构3包括圆锥筒31、腔体38、第一电加热块36、第一温度检测装置33、密封塞31、进气口32和气压检测装置37,密封塞31位于腔体38上方,第一电加热块36设置有多个,附着在腔体38的内壁上,呈对称分布,用于对经粉碎机构2加工的块状蜡进行熔化,并与所述第一温度检测装置33形成闭合回路,密封塞31用于设置在腔体38的入料口以进行密封。进气口32开设在腔体38壁上,且与加压机构11连通以通入加压气体。气压检测装置37设置腔体38壁上,用于检测腔体38内的气压。
42.在本发明的一些实施例中,所述熔化机构3还包括设置有滤网的出蜡口35和电开关34,滤网用于对液体蜡进行过滤,所述电开关34设置在所述出蜡口35的下方,用于控制液体蜡的流动。
43.本发明中,所述加压机构11用于用于增加熔化机构3中的压力,以更方便地将熔化机构3中的液态蜡挤出。在本发明的一些实施例中,所述加压机构11为空压机。
44.在本发明的一些实施例中,请参阅图1、图3-图5,所述送料机构包括伺服电缸4、推杆51、活动件57和储料罐5,活动件57位于储料罐5的内腔56,活动件57与内腔56的腔壁紧密接触,推杆51的一端与活动件57连接,另一端与伺服电缸4连接以在伺服电缸4的作用下将液体蜡挤出储料罐5。储料罐5与熔化机构3的出料口相连且所述储料罐5通过加热软管632与所述螺杆挤出喷头63相连。储料罐5还包括进料口52、出料口55、第二电加热块58、第二温度检测装置54和电磁阀53,所述第二温度检测装置54设置在所述内腔56底部,第二电加热块58有多个,设置在内腔56外壁,呈对称分布,所述电磁阀53设置在出料口55一端,用于对液体蜡挤出容量进行控制。
45.进一步地,在本发明的一些实施例中,第一温度检测装置和第二温度检测装置均采用温度传感器。
46.本发明中,内腔56的截面和活动件57的截面一致,使得活动件57能够与内腔56的截面紧密贴合,使两者之间的密封良好。进一步地,在本发明的一些实施例中,内腔56的截面和活动件57的截面均为圆形。活动件57为呈圆盘状。伺服电缸4通过推杆51推动与内腔56紧密接触的密封圆盘将液体蜡挤出。
47.在本发明的一些实施例中,运动机构包括x-y移动机构9和z轴移动机构8,运动机构包括x-y移动机构9和z轴移动机构8;双喷头机构6与x-y移动机构9连接以在x、y方向上移动。请参阅图6,双喷头机构6包括横向移动机构、两个高度差切换装置65、与储料罐5连通的螺杆挤出喷头63和由线材供应筒10提供支撑原料的支撑材料打印喷头64,横向移动机构、两个高度差切换装置65用于实现双喷头在横向与垂直方向的转换与移动,横向移动机构用于调节螺杆挤出喷头63和支撑材料打印喷头64在横向上的位置,两个高度差切换装置65分别与螺杆挤出喷头63和支撑材料打印喷头64连接以调节螺杆挤出喷头63和支撑材料打印喷头64在高度方向上的位置;工作平台7位于双喷头机构6的下方,且能在z轴移动机构8的作用下在z轴方向上移动。双喷头机构6通过x-y移动机构9完成在水平方向移动,z轴移动机
构8工作可以实现工作平台7在垂直方向的移动,通过横向移动机构、两个高度差切换装置65实现螺杆挤出喷头63和支撑材料打印喷头64之间的转换。通过高度差切换装置65使两喷头产生高度差,避免喷头与打印材料磕碰,同时极大地提高了蜡模质量和打印效率。
48.所述双喷头机构6还包括安装基座71以及设置在安装基座71上的两个横向位置切换螺母块66,安装基座71与x-y移动机构9连接以实现双喷头机构6在x、y方向上的移动,两个横向位置切换螺母块66能在横向方向上移动,两个高度差切换装置65分别固定连接在两个横向位置切换螺母块66上,螺杆挤出喷头63和支撑材料打印喷头64分别与两个高度差切换装置65连接,以完成双喷头的切换,所述两个横向位置切换螺母块66横向运动状态一致。
49.所述双喷头机构6在x-y移动机构9的配合下以完成在x、y方向的移动,所述工作平台7通过z轴移动机构在z方向移动,并与双喷头机构6相互配合,完成打印工作。
50.进一步地,如图6所示,所述双喷头机构6还包括第一驱动电机61、与第一驱动电机61的输出轴连接的联轴器70、与联轴器70连接的滑动丝杠62,滑动丝杠62的两端设置在轴承座69上,在滑动丝杠62的两侧还设置有第二导向轴67。两个所述横向位置切换螺母块66套设在滑动丝杠62上,且沿二导向轴67长度方向移动。第一驱动电机61工作,通过联轴器70和滑动丝杠62带动两个横向位置切换螺母块66在横向方向上的移动,从而实现双喷头在横向位置的切换。
51.每个所述高度差切换装置65均包括上基板651、第三驱动电机652、减速机653、下基板654、滚珠丝杠656、传动机构655和高度差切换螺母块658,第三驱动电机652固定在上基板651上,所述减速机653的输入端与第三驱动电机652的电机轴连接,输出端与所述传动机构655连接。所述传动机构655设置在下基板654上,所述传动机构655包括主动轮6553、第一从动轮6552和第二从动轮6551,所述主动轮6553与所述减速机653的电机轴连接,所述第一从动轮6552转动位于所述下基板654上,所述第一从动轮6552与所述主动轮6553啮合,所述第二从动轮6551与所述第一从动轮6552啮合,且固定至所述滚珠丝杠656的一端,高度差切换螺母块658套设固定在滚珠丝杠656上。减速机653用于放大所述第二驱动电机652的扭矩以增大驱动力。第三驱动电机652工作,通过减速机653将动力传递到主动轮6553,然后通过第一从动轮6552和第二从动轮6551将动力传递到滚珠丝杠656,带动滚珠丝杠656转动,进而带动固定在滚珠丝杠656上的高度差切换螺母块658在高度方向上移动。
52.传动机构655还包括安装外壳,主动轮6553、第一从动轮6552和第二从动轮6551均位于安装外壳内以进行保护,提高使用寿命。
53.在本发明的一些实施例中,每个所述高度差切换装置65中还包括第一导向轴657,高度差切换螺母块658通过第一导向轴657进行导向。
54.所述螺杆挤出喷头63固定在与其相应设置的高度差切换装置65的高度差切换螺母块658上。在本发明的一些实施例中,请参阅图9-图10,所述螺杆挤出喷头63包括第二驱动电机631、螺杆筒633、加热软管632、喷嘴634、螺杆635、顶针636和喷嘴加热块637,螺杆筒633通过加热软管632与储料罐5连通,螺杆筒633和喷嘴加热块637连接,喷嘴634设置在喷嘴加热块637底部,螺杆635与第二驱动电机631连接且位于螺杆筒633内。所述螺杆635底部开有与所述顶针636形状相结合的圆锥形凹槽,所述螺杆筒633底部设置有支撑杆,所述顶针636固定在支撑杆上,用以支撑螺杆635,所述螺杆635底部外围设置有对称的刀片,以便对沉积在支撑杆上的液体蜡进行刮除。所述螺杆635用于将液体蜡定量并稳定挤出,所述顶
针636用于对螺杆635支撑,并使第二驱动电机631和螺杆635始终处于同轴心位置。喷嘴加热块637用于加热铸造蜡,使铸造蜡始终处于熔融状态。
55.本发明实施例提供的一种双喷头蜡模3d打印机的工作过程如下:
56.s1、将块状铸造蜡放入粉碎机构2中进行粉碎;使熔化机构3底部的电开关34处于关闭状态,并打开熔化机构3的密封塞31,使粉碎后的铸造蜡通过熔化机构3的进料口落入熔化机构3的腔体38中,而后使用密封塞31将熔化机构3的入料口进行密封;打开第一电加热块36,对铸造蜡进行加热,观察第一温度检测装置33,直至加热温度高于铸造蜡熔点时即可停止加热;经过一段时间,打开加压机构11,观察气压检测装置37,等压力达到预设值时,打开电开关34,将液体蜡注入储料罐5中,待达到预设容量后,停止注入,并使储料罐5中的第二电加热块58工作加热,使铸造蜡始终处于熔融状态。
57.s2、打开伺服电缸4的开关,并设置电磁阀53的流量位置,当液体蜡即将进入螺杆挤出喷头63时,x-y移动机构9和z轴移动机构8工作,打印开始;若需打印支撑材料,启动双喷头机构6中的横向移动机构和高度差切换装置65,将支撑材料打印喷头64移动至打印位置,同时将螺杆挤出喷头63通过高度差切换装置65进行抬升,进行打印,如此反复进行双喷头切换,最终完成打印。
58.最后应说明的是:以上仅为本发明的较佳实施例,并非依此限制本技术的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。