1.本发明涉及彩色印刷技术领域,具体涉及一种水性替塑哑油的色彩调整方 法。
背景技术:
2.传统包装设计在选择包装是名主要还是侧重于降低包装的技术成本,而对包 装材料对环境的影响缺少足够的重视。特别是近几年的精品手工彩盒发展,大量 的使用pp膜进行表面处理,pp膜耐磨、耐折、防刮、防水,但不易降解,对环 境带来了极大的影响。
[0003][0004]
水性替塑哑油适用于印刷联线机(200线/英寸)印刷一次成型,无需二次印 刷,上墨量仅需5克/平方米,能达到高耐磨、耐折、防刮花、防爆色等性能,省 时省力省成本,充分替代当前纸张覆膜。同时适用于整版uv机,普通过油机等 机器使用。水性替塑哑油的印刷应用于礼盒、彩盒等多种类型包装上,可以有效 替代市面上常用的pp膜,有效保护环境。
[0005]
因此,开发一种水性替塑哑油的色彩调整方法对于环保印刷有着重要的意 义。
技术实现要素:
[0006]
本发明的目的在于提出一种水性替塑哑油的色彩调整方法,通过多个方面措 施,可以达到印刷品网线数达到450lpi,其清晰度远高于一般印刷品,目视感觉 不到图案边缘的不平滑,图文更细腻。并且印刷机生产操作速度达到12000张/ 小时,和正常200线印刷产能一样。
[0007]
本发明的技术方案是这样实现的:
[0008]
本发明提供一种水性替塑哑油的色彩调整方法,包括以下步骤:
[0009]
s1.印刷文件制作:根据需要,准备印刷所需文件,印刷文件包含tc1617 testchart、p2p51 testchart、c、m、y、k control image、g7 verifier色控条以及监 控网扩、实地密度色控条;
[0010]
s2.出版:
[0011]
1)、出版房环境控制;
[0012]
2)、保养出版机以及冲版机,保证机器和网点还原性各参数稳定;
[0013]
3)、机器参数调整;
[0014]
4)、加网;
[0015]
5)、输出第一套印刷线性版,保证c、m、y、k每张印版10%以下网点公 差在
±
0.5,10%以上的网点公差在
±
1以内,印版合格;
[0016]
s3.印刷:
[0017]
1)、测量条件设置;
[0018]
2)、印刷目标:gracol 2013crpc6,打开scca;
[0019]
3)、将第一套直线版上机印刷,四色密度印平,左、右、上、下密度
±
0.03 内,印刷达到100%实地(c、m、y、k)和100%叠印色(my、cy、cm)色 差deltae00《2,且通过“targeted”,同时记录此时的c、m、y、k密度值;
[0020]
4)、打开curve4 software软件和i1isis测量仪器,将已印平印张中的p2p51 测量导表裁切下,进行测量,核实c、m、y、k、my、cy、cm的密度以及l、 a、b的数据是否符合要求,同时导出版;
[0021]
5)、将在curve4 software导出的网点曲线加载入harmony软件中,制作出 版印刷补偿曲线;
[0022]
6)、输出第二套非线性版材,加载印刷补偿曲线,同时确保输出的版材网 点在所需网点的公差范围内;
[0023]
7)、将第二套版材上机印刷,四色密度印平,且密度在步骤3)公差范围内, 同时要保证印刷达到100%,实地(c、m、y、k)和100%叠印色(my、cy、 cm)色差deltae00《2;
[0024]
8)、打开curve4 software软件和测量仪器,basedon基于run1-calibration, 将已印平印张中的p2p51测量导表裁切下,进行测量,核实c、m、y、k、my、 cy、cm的密度以及l、a、b的数据是否达到要求,且验证印张是否通过“targeted
”ꢀ
和“grayscale”;
[0025]
9)、若100%实地(c、m、y、k)、100%叠印色(my、cy、cm)以及 灰平衡数据大于2,将继续导出第二套版的网点印刷曲线,basedon都是基于上 一步,重新出版印刷,进一步优化,重复步骤5)~8),直到“targeted”和“grayscale
”ꢀ
的数据都小于2以内;
[0026]
10)、将通过“targeted”和“grayscale”的印张上tc1617 testchart裁切下 进行测量,数据通过“corlorspace”即可;
[0027]
11)、通过g7方法,进行印刷机联线过水性防刮哑油。
[0028]
作为本发明的进一步改进,步骤s3中印刷房环境控制:温度在20~25℃, 相对湿度在60~70%。
[0029]
作为本发明的进一步改进,步骤s3中所述测量条件设置为:d50/2,wb, 密度值度量采用statust相对纸白,色差测量模式为deltae2000。
[0030]
作为本发明的进一步改进,步骤s3中所述润版液ph值为4~5,温度10~ 11℃,导电率950~1000us;所述c、m、y、k密度值为:c:1.25~1.35,m:1.25~ 1.35,y:1.00~1.05,k:1.50~1.70。
[0031]
作为本发明的进一步改进,步骤s3中油墨的ph=6~8,油墨的技术指标如 下表1:
[0032]
表1
[0033][0034]
其中:
[0035]
粘性:是指油墨薄层在两接触面之间抗拒扯开分离的阻力,在30℃及400r.p.m 转速时,使用ink-o-meter粘性仪测定;
[0036]
流动度(mm):使用日本离合社产的平行板粘度计,在25℃环境条件下测 定数据;
[0037]
粘度(pa.s):使用laray粘度计,在25℃环境条件下测定的数据;
[0038]
干燥时间:使用日本产回转式干燥测定仪在25
±
2℃、湿度50
±
20%的环境 条件下测定的数据;
[0039]
初干时间:日本制自动初干测定仪,标准印刷浓度,金东128g铜版纸;
[0040]
耐摩擦性:打样后使用学振型耐摩擦测定仪测定(500g砝码/10来回);判定: 1(差)1-3-5(优);
[0041]
结皮时间:使用恒温恒湿试验箱,在温度25℃/湿度60%的条件下测定。
[0042]
细度:使用25μm双槽刮板细度计测定。
[0043]
作为本发明的进一步改进,步骤s3中油墨的耐性如下表2:
[0044]
表2
[0045]
[0046]
其中:
[0047]
耐晒性:判定:1(差)~8(优);
[0048]
其他耐性:判定:1(差)~5(优)。
[0049]
作为本发明的进一步改进,步骤s3中水性抗刮哑油的技术参数如下表3:
[0050]
表3
[0051][0052]。[0053]
作为本发明的进一步改进,步骤s3中纸张表面的平滑度为180~200。
[0054]
作为本发明的进一步改进,步骤s3中橡皮布技术指标为:颜色:蓝色;表 面处理:精细研磨;最大线性伸长:《1%;硬度(shorea):80 /-3邵氏度; 厚度及层数:195mm /-3(3层布);平均载荷量:在0.23mm凹痕下承载250n/cn。
[0055]
本发明具有如下有益效果:本发明通过多个方面措施,可以达到印刷品网线 数达到450lpi,其清晰度远高于一般印刷品,目视感觉不到图案边缘的不平滑, 图文更细腻。并且印刷机生产操作速度达到12000张/小时,和正常200线印刷产 能一样。
附图说明
[0056]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例 或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的 附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造 性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0057]
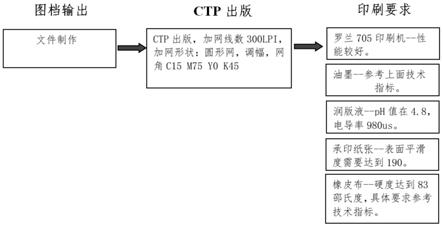
图1为本发明水性替塑哑油的色彩调整方法的流程示意图;
[0058]
图2为本发明实施例1中印刷文件密度色控条图;
[0059]
图3为本发明实施例1中curve4 software软件和i1isis测量仪器的操作参数 图;
[0060]
图4为本发明实施例1中curve4 software软件和i1isis测量仪器导出的版材 印刷网点曲线图;
[0061]
图5为本发明实施例1中通过“targeted”和“grayscale”的操作参数图;
[0062]
图6为本发明实施例1中通过“targeted”和“grayscale”的网点曲线图;
[0063]
图7为本发明实施例1中“targeted”和“grayscale”的数据都小于2以内 的操作参数图;
[0064]
图8为本发明实施例1中数据通过“corlorspace”的结果图。
具体实施方式
[0065]
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述 的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实 施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施 例,都属于本发明保护的范围。
[0066]
实施例1
[0067]
本发明水性替塑哑油的色彩调整方法的流程如图1。
[0068]
s1.印刷文件制作:
[0069]
根据需要,准备印刷所需文件,印刷文件包含1张tc1617 testchart、2张 p2p51 testchart、c、m、y、k control image、2条g7 verifier色控条以及4 条监控网扩、实地密度色控条,如图2所示。
[0070]
s2.出版:
[0071]
1.出版房环境控制:温度23℃,湿度60%;
[0072]
2.保养柯达出版机以及冲版机,保证机器和网点还原性各参数稳定;
[0073]
3.机器参数:冲版速度设定7档,显影液动态补充量100ml/m2,静态补充量 100ml/hr;
[0074]
4.加网线数:300lpi,加网角度:c:15,m:75,y:0,k:45,加网方式: am;
[0075]
5.输出第一套印刷线性版,保证c、m、y、k每张印版10%(含10%)以下网 点公差在
±
0.5,10%以上的网点公差在
±
1以内,印版合格;
[0076]
s3.印刷:
[0077]
s301.印刷机器保养及参数指标:
[0078]
1.印刷机保养,确保机器的稳定性;
[0079]
2.印刷房环境控制:温度在23℃,相对湿度在60-70%;
[0080]
3.润版液ph值为4.8,温度10.5℃,导电率980us;
[0081]
4.油墨:ph=7
[0082][0083]
粘性:是指油墨薄层在两接触面之间抗拒扯开分离的阻力,在30℃及 400r.p.m转速时,使用ink-o-meter粘性仪测定。
[0084]
流动度(mm):使用日本离合社产的平行板粘度计,在25℃环境条件下测定 数据。
[0085]
粘度(pa.s):使用laray粘度计,在25℃环境条件下测定的数据。
[0086]
干燥时间:使用日本产回转式干燥测定仪在25
±
2℃、湿度50
±
20%的环境 条件下测定的数据。
[0087]
初干时间:日本制自动初干测定仪,标准印刷浓度,金东128g铜版纸。
[0088]
耐摩擦性:打样后使用学振型耐摩擦测定仪测定(500g砝码/10来回)。[对比 国内一般油墨]判定:1(差)1-3-5(优)
[0089]
结皮时间:使用恒温恒湿试验箱,在温度25℃/湿度60%的条件下测定。
[0090]
细度:使用25μm双槽刮板细度计测定。
[0091][0092]
耐晒性:判定1(差)~8(优)其他耐性:判定1(差)~5(优)。
[0093]
5.水性抗刮哑油:17
±
1度
[0094][0095][0096]
6.纸张表面的平滑度为190;
[0097]
7.对于印刷设备要求橡皮布的硬度达到83邵氏度,印刷压力通过0.03mm厚 的金属箔测试有均匀的印迹。橡皮布的技术指标如下:
[0098]
颜色:蓝色
[0099]
表面处理:精细研磨
[0100]
最大线性伸长:《1%
[0101]
硬度(shorea):80 /-3
[0102]
厚度及层数:195mm /-3(3层布)
[0103]
平均载荷量:在0.23mm凹痕下承载250n/cn
[0104]
s302.印刷步骤及参数设置:(联机过水性防刮哑油)
[0105]
1.测量条件:d50/2,wb,密度值度量采用statust相对纸白,色差测量模 式为deltae2000;
[0106]
2.印刷目标:gracol 2013crpc6,打开scca
[0107]
3.将第一套直线版上机印刷,四色密度印平,左、右、上、下密度
±
0.03 内,印刷达到100%实地(c、m、y、k)和100%叠印色(my、cy、cm)色差deltae00《2, 且通过“targeted”,同时记录此时的c、m、y、k密度值c:1.30,m:1.31,y:1.03, k:1.63;
[0108]
4.打开curve4 software软件和i1isis测量仪器,将已印平印张中的p2p51 测量导表裁切下(取三张印张导表测量取平均值,以下步骤也一样,进行测量, 核实c、m、y、k、my、cy、cm的密度以及l、a、b的数据是否符合要求,同时 导出版材印刷网点曲线,如图3-4所示。
[0109]
5.将在curve4 software导出的网点曲线加载入柯达harmony软件中,制 作出版印刷补偿曲线;
[0110]
6.输出第二套非线性版材,加载印刷补偿曲线,同时确保输出的版材网点在所需网点的公差范围内;
[0111]
7.将第二套版材上机印刷,四色密度印平,且密度在步骤3公差范围内,同时要保证印刷达到100%实地(c、m、y、k)和100%叠印色(my、cy、cm)色差deltae00《2。
[0112]
8.打开curve4software软件和i1isis测量仪器,basedon基于run1-calibration,将已印平印张中的p2p51测量导表裁切下,进行测量,核实c、m、y、k、my、cy、cm的密度以及l、a、b的数据是否达到要求,且验证印张是否通过“targeted”和“grayscale”,具体数据如图5-6。
[0113]
9.若100%实地(c、m、y、k)、100%叠印色(my、cy、cm)以及灰平衡数据大于2,将继续导出第二套版的网点印刷曲线,basedon都是基于上一步,重新出版印刷,进一步优化,重复步骤5~8,直到“targeted”和“grayscale”的数据都小于2以内,如图7。
[0114]
10.将通过“targeted”和“grayscale”的印张上tc1617testchart裁切下进行测量,数据通过“corlorspace”即可,如图8。
[0115]
11.通过g7方法,进行印刷机联线过水性防刮哑油,达到色彩的稳定性管控以及油代膜的表面效果,减少生产工序和降低生产成本,同时达到环保的作用。
[0116]
实施例2
[0117]
本发明提供一种水性替塑哑油的色彩调整方法,包括以下步骤:
[0118]
s1.印刷文件制作:根据需要,准备印刷所需文件,印刷文件包含tc1617testchart、p2p51testchart、c、m、y、kcontrolimage、g7verifier色控条以及监控网扩、实地密度色控条;
[0119]
s2.出版:
[0120]
1)、出版房环境控制:温度21℃,湿度45%;
[0121]
2)、保养出版机以及冲版机,保证机器和网点还原性各参数稳定;
[0122]
3)、机器参数:冲版速度设定5档,显影液动态补充量80ml/m2,静态补充量80ml/hr;
[0123]
4)、加网线数:200lpi,加网角度:c:10,m:70,y:0,k:40,加网方式:am;
[0124]
5)、输出第一套印刷线性版,保证c、m、y、k每张印版10%以下网点公差在
±
0.5,10%以上的网点公差在
±
1以内,印版合格;
[0125]
s3.印刷:印刷房环境控制:
[0126]
温度在23℃,相对湿度在60%;所述润版液ph值为4,温度10℃,导电率950us;
[0127]
油墨的ph=6,技术指标如下表1:
[0128]
表1
[0129][0130]
其中:
[0131]
粘性:是指油墨薄层在两接触面之间抗拒扯开分离的阻力,在30℃及400r.p.m 转速时,使用ink-o-meter粘性仪测定;
[0132]
流动度(mm):使用日本离合社产的平行板粘度计,在25℃环境条件下测 定数据;
[0133]
粘度(pa.s):使用laray粘度计,在25℃环境条件下测定的数据;
[0134]
干燥时间:使用日本产回转式干燥测定仪在25
±
2℃、湿度50
±
20%的环境 条件下测定的数据;
[0135]
初干时间:日本制自动初干测定仪,标准印刷浓度,金东128g铜版纸;
[0136]
耐摩擦性:打样后使用学振型耐摩擦测定仪测定(500g砝码/10来回);判定: 1(差)1-3-5(优);
[0137]
结皮时间:使用恒温恒湿试验箱,在温度25℃/湿度60%的条件下测定。
[0138]
细度:使用25μm双槽刮板细度计测定。
[0139]
油墨的耐性如下表2:
[0140]
表2
[0141]
[0142]
其中:
[0143]
耐晒性:判定:1(差)~8(优);
[0144]
其他耐性:判定:1(差)~5(优)。
[0145]
纸张表面的平滑度为180。
[0146]
橡皮布技术指标为:颜色:蓝色;表面处理:精细研磨;最大线性伸长:《1%; 硬度(shorea):80 /-3邵氏度;厚度及层数:195mm /-3(3层布);平均 载荷量:在0.23mm凹痕下承载250n/cn。
[0147]
1)、测量条件:d50/2,wb,密度值度量采用statust相对纸白,色差测量 模式为deltae2000;
[0148]
2)、印刷目标:gracol 2013crpc6,打开scca;
[0149]
3)、将第一套直线版上机印刷,四色密度印平,左、右、上、下密度
±
0.03 内,印刷达到100%实地(c、m、y、k)和100%叠印色(my、cy、cm)色 差deltae00《2,且通过“targeted”,同时记录此时的c、m、y、k密度值c:1.25,m:1.25,y:1.00,k:1.50;
[0150]
4)、打开curve4 software软件和i1isis测量仪器,将已印平印张中的p2p51 测量导表裁切下,进行测量,核实c、m、y、k、my、cy、cm的密度以及l、 a、b的数据是否符合要求,同时导出版;
[0151]
5)、将在curve4 software导出的网点曲线加载入harmony软件中,制作出 版印刷补偿曲线;
[0152]
6)、输出第二套非线性版材,加载印刷补偿曲线,同时确保输出的版材网 点在所需网点的公差范围内;
[0153]
7)、将第二套版材上机印刷,四色密度印平,且密度在步骤3)公差范围内, 同时要保证印刷达到100%,实地(c、m、y、k)和100%叠印色(my、cy、 cm)色差deltae00《2;
[0154]
8)、打开curve4 software软件和测量仪器,basedon基于run1-calibration, 将已印平印张中的p2p51测量导表裁切下,进行测量,核实c、m、y、k、my、 cy、cm的密度以及l、a、b的数据是否达到要求,且验证印张是否通过“targeted
”ꢀ
和“grayscale”;
[0155]
9)、若100%实地(c、m、y、k)、100%叠印色(my、cy、cm)以及 灰平衡数据大于2,将继续导出第二套版的网点印刷曲线,basedon都是基于上 一步,重新出版印刷,进一步优化,重复步骤5)~8),直到“targeted”和“grayscale
”ꢀ
的数据都小于2以内;
[0156]
10)、将通过“targeted”和“grayscale”的印张上tc1617 testchart裁切下 进行测量,数据通过“corlorspace”即可;
[0157]
11)、通过g7方法,进行印刷机联线过水性防刮哑油。
[0158]
水性抗刮哑油的技术参数如下表3:
[0159]
表3
[0160][0161]
实施例3
[0162]
本发明提供一种水性替塑哑油的色彩调整方法,包括以下步骤:
[0163]
s1.印刷文件制作:根据需要,准备印刷所需文件,印刷文件包含tc1617 testchart、p2p51 testchart、c、m、y、k control image、g7 verifier色控条以及监 控网扩、实地密度色控条;
[0164]
s2.出版:
[0165]
1)、出版房环境控制:温度25℃,湿度75%;
[0166]
2)、保养出版机以及冲版机,保证机器和网点还原性各参数稳定;
[0167]
3)、机器参数:冲版速度设定10档,显影液动态补充量120ml/m2,静态补 充量120ml/hr;
[0168]
4)、加网线数:400lpi,加网角度:c:20,m:80,y:10,k:50,加 网方式:am;
[0169]
5)、输出第一套印刷线性版,保证c、m、y、k每张印版10%以下网点公 差在
±
0.5,10%以上的网点公差在
±
1以内,印版合格;
[0170]
s3.印刷:印刷房环境控制:
[0171]
温度在23℃,相对湿度在70%;所述润版液ph值为5,温度11℃,导电率 1000us;
[0172]
油墨的ph=8,技术指标如下表1:
[0173]
表1
[0174][0175]
其中:
[0176]
粘性:是指油墨薄层在两接触面之间抗拒扯开分离的阻力,在30℃及400r.p.m 转速时,使用ink-o-meter粘性仪测定;
[0177]
流动度(mm):使用日本离合社产的平行板粘度计,在25℃环境条件下测 定数据;
[0178]
粘度(pa.s):使用laray粘度计,在25℃环境条件下测定的数据;
[0179]
干燥时间:使用日本产回转式干燥测定仪在25
±
2℃、湿度50
±
20%的环境 条件下测定的数据;
[0180]
初干时间:日本制自动初干测定仪,标准印刷浓度,金东128g铜版纸;
[0181]
耐摩擦性:打样后使用学振型耐摩擦测定仪测定(500g砝码/10来回);判定: 1(差)1-3-5(优);
[0182]
结皮时间:使用恒温恒湿试验箱,在温度25℃/湿度60%的条件下测定。
[0183]
细度:使用25μm双槽刮板细度计测定。
[0184]
油墨的耐性如下表2:
[0185]
表2
[0186]
[0187]
其中:
[0188]
耐晒性:判定:1(差)~8(优);
[0189]
其他耐性:判定:1(差)~5(优)。
[0190]
纸张表面的平滑度为200。
[0191]
橡皮布技术指标为:颜色:蓝色;表面处理:精细研磨;最大线性伸长:《1%; 硬度(shorea):80 /-3邵氏度;厚度及层数:195mm /-3(3层布);平均 载荷量:在0.23mm凹痕下承载250n/cn。
[0192]
1)、测量条件:d50/2,wb,密度值度量采用statust相对纸白,色差测量 模式为deltae2000;
[0193]
2)、印刷目标:gracol 2013crpc6,打开scca;
[0194]
3)、将第一套直线版上机印刷,四色密度印平,左、右、上、下密度
±
0.03 内,印刷达到100%实地(c、m、y、k)和100%叠印色(my、cy、cm)色 差deltae00《2,且通过“targeted”,同时记录此时的c、m、y、k密度值c:1.35, m:1.35,y:1.05,k:1.70;
[0195]
4)、打开curve4 software软件和i1isis测量仪器,将已印平印张中的p2p51 测量导表裁切下,进行测量,核实c、m、y、k、my、cy、cm的密度以及l、 a、b的数据是否符合要求,同时导出版;
[0196]
5)、将在curve4 software导出的网点曲线加载入harmony软件中,制作出 版印刷补偿曲线;
[0197]
6)、输出第二套非线性版材,加载印刷补偿曲线,同时确保输出的版材网 点在所需网点的公差范围内;
[0198]
7)、将第二套版材上机印刷,四色密度印平,且密度在步骤3)公差范围内, 同时要保证印刷达到100%,实地(c、m、y、k)和100%叠印色(my、cy、 cm)色差deltae00《2;
[0199]
8)、打开curve4 software软件和测量仪器,basedon基于run1-calibration, 将已印平印张中的p2p51测量导表裁切下,进行测量,核实c、m、y、k、my、 cy、cm的密度以及l、a、b的数据是否达到要求,且验证印张是否通过“targeted
”ꢀ
和“grayscale”;
[0200]
9)、若100%实地(c、m、y、k)、100%叠印色(my、cy、cm)以及 灰平衡数据大于2,将继续导出第二套版的网点印刷曲线,basedon都是基于上 一步,重新出版印刷,进一步优化,重复步骤5)~8),直到“targeted”和“grayscale
”ꢀ
的数据都小于2以内;
[0201]
10)、将通过“targeted”和“grayscale”的印张上tc1617 testchart裁切下 进行测量,数据通过“corlorspace”即可;
[0202]
11)、通过g7方法,进行印刷机联线过水性防刮哑油。
[0203]
水性抗刮哑油的技术参数如下表3:
[0204]
表3
[0205][0206]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明 的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的 保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。