1.本发明是关于自动化设备领域,特别是关于一种自动灌粉组装机。
背景技术:
2.现有的灌粉方式多为人工灌装,人工灌装效率低下,容易对粉料造成二次污染,且工作人员长期处于粉尘环境下,不利于人体健康。
3.因此,针对上述技术问题,有必要提供一种自动灌粉组装机。
技术实现要素:
4.本发明的目的在于提供一种自动灌粉组装机,其能够代替现有的人工灌粉方式,提高灌粉效率。
5.为实现上述目的,本发明提供的技术方案如下:
6.一种自动灌粉组装机,其包括:壳体输送模组、、盖体输送模组、载座流道模组、取料模组、灌粉模组和组装模组;壳体输送模组包括第一输送轨和旋转料台,所述第一输送轨用于将壳体输送至所述旋转料台上;盖体输送模组包括第二输送轨和取料台,所述第二输送轨用于将盖体输送至所述取料台上;载座流道模组包括流道和设于所述流道上的多个载座,所述多个载座能够沿所述流道移动;取料模组用于将所述旋转料台上的壳体拾取至所述载座上;灌粉模组包括储粉罐、喂料组件和漏斗组件,所述漏斗组件设于所述流道的上方,所述喂料组件与所述储粉罐连接并用于将所述储粉罐中的粉料输送至所述漏斗组件中,所述漏斗组件用于将粉料注入所述载座上的壳体中;组装模组包括吸取组件和压合组件,所述吸取组件用于将所述取料台上的盖体吸取至所述流道上方,所述压合组件用于将所述吸取组件所吸取的盖体压合组装于所述载座上的壳体上。
7.在一个或多个实施方式中,所述壳体输送模组还包括第一输送带和第一驱动电机,所述第一驱动电机与所述第一输送带连接用以驱动所述第一输送带,所述第一输送带沿所述第一输送轨设置并用于驱使壳体沿所述第一输送轨移动。
8.在一个或多个实施方式中,所述壳体输送模组还包括旋转电机,所述旋转电机的转轴与所述旋转料台连接并用于驱动所述旋转料台旋转,所述旋转料台的外周面上设有多个物料槽,所述旋转料台在所述旋转电机的驱动下能够使所述物料槽对准所述第一输送轨的出口端。
9.在一个或多个实施方式中,所述盖体输送模组还包括第二输送带和第二驱动电机,所述第二驱动电机与所述第二输送带连接用以驱动所述第二输送带,所述第二输送带沿所述第二输送轨设置并用于驱使盖体沿所述第二输送轨移动。
10.在一个或多个实施方式中,所述取料台邻近所述第二输送轨的出口端设置,所述取料台上设有对准所述第二输送轨的出口端设置的取料槽;所述取料台上还设有传感器,所述传感器对应于所述取料槽设置并用于检测所述取料槽中是否有盖体。
11.在一个或多个实施方式中,所述载座流道模组的流道呈环状设置,所述载座能够
沿所述流道循环移动,所述载座上设有用于放置壳体的定位槽。
12.在一个或多个实施方式中,所述喂料组件包括喂料箱、喂料管、螺杆和第三驱动电机,所述喂料箱的顶部设有与所述储粉罐的出口连通的进料口,所述喂料箱的侧部设有出料口,所述喂料管的一端与所述出料口连通,所述喂料管的另一端延伸至所述漏斗组件的上方,所述螺杆贯穿所述喂料箱并从所述喂料箱的出料口伸入到所述喂料管中,所述第三驱动电机与所述螺杆连接并用于驱动所述螺杆旋转。
13.在一个或多个实施方式中,所述漏斗组件包括第一漏斗、第二漏斗和第一气缸,所述第一漏斗设于所述喂料管的出口端下方,所述第二漏斗位于所述第一漏斗和所述流道之间,所述第一气缸的活塞杆与所述第二漏斗连接,且所述第二漏斗能够在所述第一气缸的驱动下上下移动。
14.在一个或多个实施方式中,所述灌粉模组还包括振粉组件,所述振粉组件包括振动器、压块和第二气缸,所述振动器连接于所述漏斗组件下方的流道上,所述压块与所述第二气缸的活塞杆连接;
15.当所述载座沿所述流道移动到所述漏斗组件下方时,所述振动器能够驱使所述载座振动,且所述压块能够在所述第二气缸的驱动下移动至所述载座的上方,以将所述载座限定于所述流道上。
16.在一个或多个实施方式中,所述吸取组件包括移载机构和吸头,所述压合组件包括第三气缸和压杆,所述第三气缸安装于所述移载机构上,所述压杆与所述第三气缸的活塞杆连接,所述吸头安装于所述压杆上,且所述吸头能够在所述移载机构的驱动下将所述取料台上的盖体吸取至所述流道上方,所述第三气缸能够驱使所述压杆将吸头所吸取的盖体压合于所述载座上的壳体上。
17.与现有技术相比,本发明提供的自动灌粉组装机,通过壳体输送模组、盖体输送模组、载座流道模组、取料模组、灌粉模组和组装模组的设置,能够实现自动送料、灌粉和组装,能够代替现有的人工灌粉方式,提高灌粉组装效率,降低人工成本,且无需工作人员长时间在粉尘环境下工作。
附图说明
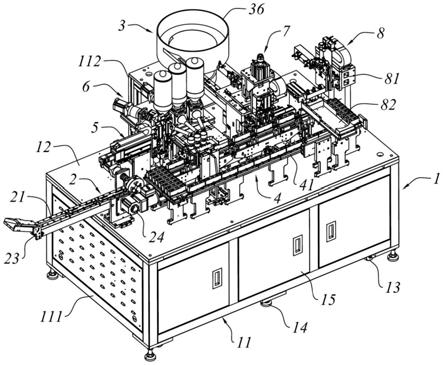
18.图1是本发明一实施方式中自动灌粉组装机一视角下的壳体输送模组;
19.图2是图1所示自动灌粉组装机另一视角下的立体结构示意图;
20.图3是图1所示自动灌粉组装机的俯视图;
21.图4是图1所示自动灌粉组装机中壳体输送模组的立体结构示意图;
22.图5是图1所示自动灌粉组装机中盖体输送模组的立体结构示意图;
23.图6是图1所示自动灌粉组装机中取料模组的立体结构示意图;
24.图7是图1所示自动灌粉组装机中灌粉模组的立体结构示意图;
25.图8是图1所示自动灌粉组装机中喂料组件的剖视图;
26.图9是图1所示自动灌粉组装机中漏斗组件的立体结构示意图;
27.图10是图1所示自动灌粉组装机中振粉组件的立体结构示意图;
28.图11是图1所示自动灌粉组装机中组装模组的立体结构示意图。
29.主要附图标记说明:
30.1-机架,11-支承框架,12-工作台,13-万向轮,14-可调高支托,15-储物柜,111-第一框架,112-第二框架,2-壳体输送模组,21-第一输送轨,22-旋转料台,23-第一输送带,24-第一驱动电机,25-旋转电机,221-物料槽,3-盖体输送模组,31-第二输送轨,32-取料台,33-传感器,34-第二输送带,35-第二驱动电机,36-振动送料组件,321-取料槽,361-底座,362-振动盘,4-载座流道模组,41-流道,42-载座,421-定位槽,5-取料模组,51-横向导轨组件,52-纵向导轨组件,53-吸嘴,6-灌粉模组,61-储粉罐,62-喂料组件,63-漏斗组件,64-振粉组件,621-喂料箱,622-喂料管,623-螺杆,624-第三驱动电机,631-第一漏斗,632-第二漏斗,633-第一气缸,641-振动器,642-压块,643-第二气缸,7-组装模组,71-吸取组件,72-压合组件,711-移载机构,712-吸头,721-第三气缸,722-压杆,8-下料模组,81-吸取机构,82-托盘。
具体实施方式
31.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
32.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
33.请参照图1至图3所示,本发明一实施方式中的自动灌粉组装机,其包括设于机架1上的壳体输送模组2、盖体输送模组3、载座流道模组4、取料模组5、灌粉模组6和组装模组7。
34.请参照图1所示,机架1包括支承框架11和工作台12,工作台12支承于支承框架11的顶部,工作台12具有一用于承载壳体输送模组2、盖体输送模组3、载座流道模组4、取料模组5、灌粉模组6和组装模组7的台面。支承框架11的底部安装有万向轮13和可调高支托14,以对支承框架11进行移动和定位。
35.具体地,支承框架11上还安装有储物柜15,该储物柜15位于工作台12的下方,其可用于存放物品或安装其他组件。
36.请参照图1、图2和图4所示,壳体输送模组2包括第一输送轨21和旋转料台22,第一输送轨21和旋转料台22均支承于工作台12上,并且第一输送轨21用于将壳体输送至旋转料台22上。第一输送轨21具有沿其延伸方向贯通的通道,该通道与壳体的形状大小相匹配,以使壳体能够以预定姿态在第一输送轨21内移动。旋转料台22邻近第一输送轨21的出口端设置,以使得从第一输送轨21的出口端送出的壳体能够被输送至旋转料台22上。
37.具体地,壳体输送模组2还包括第一输送带23和第一驱动电机24。其中,第一驱动电机24的转轴与第一输送带23传动连接,并用以驱动第一输送带23按预定方向运转。第一输送带23沿第一输送轨21设置并用于驱使壳体沿第一输送轨21移动,壳体从第一输送轨21的进口端送入第一输送轨21后,可在第一输送带23的带动下向第一输送轨21的出口端运送。
38.一示例性的实施例中,壳体输送模组2还包括旋转电机25,该旋转电机25的转轴与旋转料台22的轴心连接,并用于驱动旋转料台22以轴心为旋转轴进行旋转。旋转料台22的外周面正对第一输送轨21的出口端设置,在旋转料台22的外周面上设有多个物料槽221,旋转料台22在旋转电机25的驱动下能够使其物料槽221对准第一输送轨21的出口端。当物料
槽221与第一输送轨21的出口端对准时,从第一输送轨21的出口端送出的壳体能够被送入到物料槽221中。
39.请参照图1、图2和图5所示,盖体输送模组3包括第二输送轨31和取料台32,第二输送轨31和取料台32均支承于工作台12上,且第二输送轨31用于将盖体输送至取料台32上。第二输送轨31具有沿其延伸方向贯通的通道,该通道与盖体的形状大小相匹配,以使得盖体能够以预定姿态在第二输送轨31内移动。
40.具体地,取料台32邻近第二输送轨31的出口端设置,取料台32上设有对准第二输送轨31的出口端设置的取料槽321,以使得从第二输送轨31的出口端送出的盖体能够被输送至取料槽321中。取料台32上还设有传感器33,该传感器33对应于取料槽321设置并用于检测取料槽321中是否有盖体。当传感器33检测到取料槽321中有盖体时,能够形成感应信号,响应于该感应信号,组装模组7能够将取料槽321中的盖体取出。
41.具体地,盖体输送模组3还包括第二输送带34和第二驱动电机35。其中,第二驱动电机35的转轴与第二输送带34传动连接,并用以驱动第二输送带34按预定方向运转。第二输送带34沿第二输送轨31设置并用于驱使盖体沿第二输送轨31移动,盖体从第二输送轨31的进口端送入第二输送轨31后,可在第二输送带34的带动下向第二输送轨31的出口端运送,并可使盖体从第二输送轨31的出口端送入取料台32的取料槽321中。
42.一示例性的实施例中,盖体输送模组3还包括振动送料组件36,振动送料组件36包括底座361、振动盘362和数字调频振动控制器。振动盘362通过振动弹片安装于底座361上,振动盘362的出口端与第二输送轨31的进口端连通,且振动盘362数字调频振动控制器电连接,振动盘362可在数字调频控制器的控制下振动,进而使得放置于振动盘362内的盖体能够在振动作用下输送至第二输料轨内。
43.具体地,支承框架11包括分体式设置的第一框架111和第二框,其中,工作台1212储物柜15设于第一框架111上,振动送料组件36设于第二框架112上。将振动送料组件36单独设置第二框架112上,能够降低振动送料组件36的振动对支承于第一支承框架11上的模组的影响。
44.请参照图1至图3所示,载座流道模组4包括流道41和设于流道41上的多个载座42,该多个载座42能够沿流道41移动。载座流道模组4的流道41呈环状设置,载座42能够沿流道41循环移动,载座42上设有用于放置壳体的定位槽421。流道41上的载座42可以通过传送带驱动,也可以通过滚轮驱动,具体的驱动方式不作限定,可以根据实际需要进行选择,只要能够使流道41上的载座42能够沿着流道41循环移动即可。
45.请参照图1、图2和图6所示,取料模组5用于将旋转料台22上的壳体拾取至载座42上,并将壳体放置于载座42的定位槽421中。取料模组5包括横向导轨组件51、纵向导轨组件52和吸嘴53。其中,横向导轨组件51支承于工作台12上,纵向导轨组件52安装于横向导轨组件51上,并且纵向导轨组件52能够在横向导轨组件51的驱动下横向移动;吸嘴53安装于纵向导轨组件52上,并且吸嘴53能够在纵向导轨组件52的驱动下纵向移动。
46.在横向导轨组件51的驱动下,吸嘴53能够移动至旋转料台22的上方,在旋转料台22旋转过程中,能够使物料槽221内的壳体对准吸嘴53,吸嘴53在纵向导轨组件52的驱动下向下移动,使吸嘴53对物料槽221内的壳体进行吸取。吸嘴53吸取壳体后,再通向横向导轨组件51和纵向导轨组件52将壳体移至载座42的定位槽421中。
47.请参照图1、图2和图7所示,灌粉模组6包括储粉罐61、喂料组件62和漏斗组件63。其中,漏斗组件63设于流道41的上方,喂料组件62与储粉罐61连接并用于将储粉罐61中的粉料输送至漏斗组件63中,漏斗组件63用于将粉料注入载座42上的壳体中。
48.具体地,请参照图8所示,喂料组件62包括喂料箱621、喂料管622、螺杆623和第三驱动电机624。喂料箱621的顶部设有与储粉罐61的出口连通的进料口,喂料箱621的侧部设有出料口。喂料管622的一端(进口端)与喂料箱621的出料口连通,喂料管622的另一端(出口端)延伸至漏斗组件63的上方。螺杆623从侧向贯穿喂料箱621,并从喂料箱621的出料口伸入到喂料管622中,第三驱动电机624与螺杆623连接并用于驱动螺杆623旋转。在第三电机的驱动下,螺杆623行旋转的过程中,能够带动粉体从喂料管622的出口端喂出,从而可通过控制第三驱动电机624的启停来实现定量喂粉。第三驱动电机624优选为伺服电机。
49.具体地,请参照图9所示,漏斗组件63包括第一漏斗631、第二漏斗632和第一气缸633。其中,第一漏斗631设于喂料管622的出口端下方,第二漏斗632设于第一漏斗631的下方且位于第一漏斗631和流道41之间,第一气缸633的活塞杆与第二漏斗632连接,且第二漏斗632能够在第一气缸633的驱动下上下移动。
50.当装有壳体的载座42移动至第二漏斗632的下方时,第二漏斗632能够在第一气缸633的驱动下向下移动,使第二漏斗632的出口端对准壳体的容腔,以将粉料注入到壳体的容腔中;完成注粉后,第一气缸633能够将第二漏斗632升起,以便载座42将壳体送入下一流程。
51.一示例性的实施例中,请参照图10所示,灌粉模组6还包括振粉组件64,振粉组件64包括振动器641、压块642和第二气缸643,振动器641连接于漏斗组件63下方的流道41上,压块642与第二气缸643的活塞杆连接。当所述载座42沿流道41移动到所述漏斗组件63下方时,振动器641能够驱使载座42振动,且压块642能够在第二气缸643的驱动下移动至载座42的上方,以将载座42限定于流道41上。
52.具体地,流道41由多段分体式设置的轨道环形排布组成,振动器641连接于漏斗组件63下方的该段轨道上。当载座42被输送到该段轨道上时,振动器641的振动能够通过该段轨道传递给载座42,从而使载座42随该段轨道一起振动。同时,压块642能够在载座42的上方对载座42起到限定作用,避免振动过程中载座42从流道41中弹出。
53.通过振粉组件64的设置,能够在向壳体的容腔内喂粉的同时,对壳体容腔内的粉料进行振实,从而使粉料充分填充于壳体内。
54.请参照图1、图2和图11所示,,组装模组7包括吸取组件71和压合组件72吸取组件71用于将取料台32上的盖体吸取至流道41上方,压合组件72用于将吸取组件71所吸取的盖体压合组装于载座42上的壳体上。
55.具体地,吸取组件71包括移载机构711和吸头712,压合组件72包括第三气缸721和压杆722。第三气缸721安装于移载机构711上,压杆722与第三气缸721的活塞杆连接,吸头712安装于压杆722上,且吸头712能够在移载机构711的驱动下将取料台32上的盖体吸取流道41上方,第三气缸721能够驱使压杆722将吸头712所吸取的盖体压合于载座42上的壳体上。
56.取料台32上的传感器33检测到取料槽321中装好盖体后,响应于传感器33的感应信号,移载机构711可以驱动吸头712移动至取料槽321处,使吸头712吸取取料槽321中的盖
体,然后移载机构711再驱动吸头712将所吸取的盖体移动至流道41上方。当灌装好粉料的壳体随载座42运送至吸头712下方的流道41处时,第三气缸721可驱动压杆722将吸头712上的盖体压合组装于壳体上,即完成灌粉组装过程。
57.具体地,移载机构711可以是导轨移载机构711也可以是机械臂移载机构711,可以根据实际需要进行配置,只要能够满足前述移载要求即可。
58.请参照图1至图3所示,自动灌粉组装机还包括下料模组8,该下料模组8包括吸取机构81和托盘82。其中,吸取机构81设于流道41的上方,且吸取机构81能够将流道41载座42上的完成灌粉组装后的成品吸取至托盘82上,完成成品下料。同时,完成下料后的载座42可以随流道41再次输送至取料模组5处,进行循环使用。
59.具体地,自动灌粉组装机还包括控制器,该控制器与自动灌粉组装机的各个模组连接,并用于控制各个模组。优选地,控制器为plc控制器。
60.下面结合具体的使用场景对本发明作进一步说明:
61.请参照图1至图11所示,使用时,将壳体送人第一输送轨21,并将盖体倒入振动盘362中,开机准备,在控制器的控制下,各个模组回到初始状态。壳体在第一输送轨21的输送下,运送至旋转料台22的物料槽221中。盖体在第二输送轨31的输送下,运送至取料台32的取料槽321中。
62.旋转料台22旋转预设角度,使物料槽221中的壳体与取料模组5的吸嘴53对齐,由取料模组5将壳体吸取至载座42的定位槽421中。壳体随载座42沿着流道41输送至漏斗组件63的下方,启动喂料组件62,将储粉罐61内的粉料喂向漏斗组件63,粉料通过漏斗组件63注入壳体的容腔中;在灌装粉料的同时,启动振粉组件64,使壳体内的粉料振实。
63.完成粉料灌装后,壳体随载座42移动至组装模组7处,组装模组7从取料台32的取料槽321中吸取盖体,并将盖体压合组装于壳体上,完成产品组装。完成组装后,成品随载座42移动至下料模组8处,由吸取机构81将载座42上的成品吸取至托盘82上。完成下料后的载座42随流道41再次输送至取料模组5处,进行循环使用。
64.综上所述,本发明提供的自动灌粉组装机,通过壳体输送模组、盖体输送模组、载座流道模组、取料模组、灌粉模组和组装模组的设置,能够实现自动送料、灌粉和组装,能够代替现有的人工灌粉方式,提高灌粉组装效率,降低人工成本,且无需工作人员长时间在粉尘环境下工作。
65.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。