1.本发明涉及超音速火焰喷涂技术领域,具体涉及一种用于制备非晶合金涂层的超音速火 焰喷枪及其喷涂方法。
背景技术:
2.腐蚀、磨损和断裂是工程环境中的主要问题,尤其是材料表面。这些严重的物质损失不 仅造成巨大的经济损失,而且造成巨大的人身伤害。据估计,仅在中国,工程材料的腐蚀成 本就高达数十亿美元,约占gdp的3.34%。工程材料的耐用性和可靠性在很大程度上取决 于其表面的特性。非晶合金由于其特殊的无序原子结构,表现出优异的耐蚀性、优异的耐磨 性、较高的机械强度和较高的硬度,因此制备高性能非晶合金涂层用以缓解金属材料的腐蚀 已成为表面工程领域的研究热点。
3.超音速火焰喷涂是上世纪80年代发展起来的一种高速火焰喷涂方法,全称高速氧-燃料 火焰喷涂(high velocity oxygen-fuel,即hvof)。超音速火焰喷枪的基本工作原理:由进 气口进入燃烧室内的燃料煤油与助燃剂氧气混合后点燃,发生剧烈的气相燃烧反应。燃烧反 应放出热能使燃烧产物剧烈膨胀,此剧烈膨胀的燃烧火焰流通过拉瓦尔喉管时,受到约束作 用加速形成超音速高温火焰流。将非晶合金粉末通过粉末喷射器径向喷入燃烧室,氮气作为 非晶合金粉末载气,以减少粉末的氧化和过热。燃烧火焰流温度(2500-3500k)和速度 (1400-2100m/s)加速非晶合金粉末升温至熔融或半熔融状态。非晶合金粉末在空气中飞行 后,撞击固化并附着在基材上。重复这一过程,以产生所需厚度和力学性能的层状非晶合金 涂层。超音速火焰喷涂技术具有足够快的冷却速率,抑制了非晶合金远程扩散,也避免了结 晶,成为克服非晶态合金尺寸缺陷和扩大工业应用的优选方法,采用超音速火焰喷涂技术制 备高质量的非晶合金涂层具有重要的科学意义和工业应用价值。
4.在超音速火焰喷涂过程中,非晶合金涂层的力学性能和物理性能主要受非晶合金涂层结 构的影响,而非晶合金涂层的结构又取决于非晶合金粉末在和基体撞击之前的飞行轨迹、速 度、温度和熔化程度。非晶合金粉末在喷枪枪管内的飞行轨迹主要受到粉末入射速度和入射 角度的影响,当非晶合金粉末处于喷枪枪管径向中心时飞行状态最佳。同时径向送粉相比轴 向送粉,非晶合金粉末在喷枪枪管中的时间更短,能抑制非晶合金粉末的氧化现象,制备的 非晶合金涂层结构均匀,耐腐蚀性最佳。喷涂过程中,温度过高会导致熔化的非晶合金粉末 黏附在喷枪枪管内壁,影响喷涂的正常进行;此外温度过高也会导致非晶合金粉末的部分氧 化,增加了非晶合金涂层孔隙率;当非晶合金粉末处于液相温度和固相温度之间时,具有较 好的熔融状态,并以合理的冷却速率形成高非晶含量非晶合金涂层。随着撞击速度的增加, 非晶合金粉末的扁平化程度提高,同时非晶合金粉末与基体的接触面积变大,这有利于提高 涂层的结合强度及致密性,形成性能良好的涂层。
5.超音速火焰喷枪由燃烧室、拉瓦尔喉管、喷枪喷管三部分组成。拉瓦尔喉管相当于一个 能量转化装置,将高温高速燃烧火焰流的内能转换成动能,是燃烧火焰流和非晶合金粉末所 能达到的速度的主要决定因素。保证非晶合金粉末的飞行轨迹处于喷枪枪管中心,
同时提高 非晶合金粉末飞行速度是获得高质量非晶合金涂层的关键点。因此,为了提高喷涂效率、强 化涂层质量,本发明通过设计适用于制备非晶合金涂层的超音速火焰喷枪,制造高性能耐腐 蚀、耐磨非晶合金涂层。
技术实现要素:
6.针对现在喷涂设备冷却效率低、温度高,通常制备的非晶合金涂层孔隙率高、非晶含量 低、与基体结合强度低,不具有广泛的工业应用性的缺点。为了获得高致密度和高结合强度 的非晶合金涂层,本发明公开一种用于制备铁基非晶合金涂层的超音速火焰喷枪及其喷涂方 法。本发明解决其技术问题是采用如下技术方案来实现的:
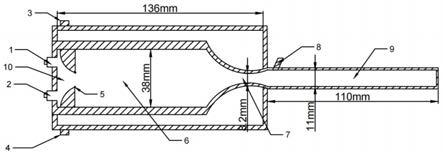
7.一种用于制备非晶合金涂层的超音速火焰喷枪,包括燃烧室、拉瓦尔喉管、喷枪枪管和 喷枪壳体,其特征在于,所述燃烧室前侧设置有开放式预混室;开放式预混室设置有助燃剂 进口和燃料进口,开放式预混室出口处设有点火塞;所述喷枪枪管长宽比为10:1;喷枪枪管 上设置有送粉口;所述喷枪壳体内设有冷却水循环管路,喷枪壳体上设有进水口和出水口; 送粉口与喷枪枪管夹角为45
°
。
8.进一步地,所述喷枪枪管长度为110mm,宽度为11mm,燃烧室宽度38mm。
9.进一步地,喷枪壳体的冷却水循环管路分布在喷枪壳体一周,冷却水循环管路间通过间 歇毛细孔连通。
10.本发明同时提供一种制备非晶合金涂层的喷涂方法,其特征在于,包括下列步骤:
11.步骤一,通过助燃剂进口和燃料进口分别向燃烧室送入煤油和氧化剂,燃料为煤油,助 燃剂为氧气,煤油流量0.0077kg/s,氧气流量0.02618kg/s。
12.步骤二,通过点火塞点火,使得燃料在燃烧室内充分燃烧。
13.步骤三,燃烧后的火焰流经过拉瓦尔喉管产生超音速火焰流。
14.步骤四,通过送粉口将非晶合金粉末送入喷枪枪管,氮气作为粉末运载气体;所采用的 非晶合金粉末为fe
48
cr
15
mo
14c15
b6y2,粉末粒径为20-30μm,粉末球形度为0.9-1,粉末流 量为30g/min,氮气流量为10g/s。
15.步骤五,通过拉瓦尔喉管产生的超音速火焰流将非晶合金粉末充分加热、加速,由喷枪 枪管喷出。
16.步骤六,被加热、加速的非晶合金粉末在空气中飞行后,撞击在基体表面,形成非晶合 金涂层。
17.进一步地,喷涂距离为300-360mm。
18.进一步地,所述的高温超音速气流的温度范围为2500-3200℃,火焰流速度达到1500m/ 以上。
19.本发明通过优化燃烧室、喷枪枪管尺寸,优化工艺条件,并且设计喷枪一体冷却水循环 管路,不需要外加独立冷却装置,从而能够有效降低非晶合金粉末温度,提高非晶合金粉末 速度,并合理控制非晶合金粉末飞行轨迹,制备出的非晶合金涂层致密度高、孔隙率低,具 有优异的耐腐蚀、耐磨损性能高致密度。并具有喷涂过程非晶合金粉末不容易发生氧化,且 对基体的热影响较小,喷涂效率高,可以进行连续喷涂的优点。本发明即可应用于喷涂大型 工程整件,又可应用于喷涂小型精密部件。
附图说明
20.为了更清楚的说明本发明实施例的技术方案,下面将对实施例中所需使用的附图做详细 说明。应当理解,以下附图仅表示本发明的实施例,因此不应被看作是对范围的限定。
21.图1为本发明实施例提供的超音速火焰喷枪的结构示意图
22.图标:1-助燃剂进口;2-燃料进口;3-进水口;4-出水口;5-点火;6-燃烧室;7-拉瓦尔 喉管;8-送粉口;9-喷枪枪管;10-开放式预混室。
23.图2为本发明实施例提供的超音速火焰喷枪轴向冷却水循环管路
24.图标:1-拉瓦尔喉管;2-冷却水循环管路;3-喷枪枪管;4-燃烧室。
25.图3.hvof热喷涂3d模型
26.图4.不同非晶合金粒子尺寸对hvof过程喷涂温度和速度的影响
27.图5.不同晶合金粒子尺寸对hvof过程喷涂涂层厚度和分布的影响
28.图6.不同入射角度对hvof喷涂粒子温度、速度、运动轨迹的影响
29.图7.不同煤油和氧气质量和比例对喷枪内压力、温度、速度的影响
30.图8.不同送粉速度和送粉量对hvof喷涂涂层厚度和分布情况的影响
31.图9.最佳喷涂参数下,喷枪内气流速度、压力、温度、马赫数
具体实施方式
32.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图对本发明进行进一 步详细说明。
33.本发明的用于制备非晶合金涂层的超音速火焰喷枪,包括燃烧室、拉瓦尔喉管、喷枪枪 管、喷枪壳体。如图1,所述燃烧室宽度38mm,燃烧室左侧具有助燃剂进口和燃料进口, 燃烧室内部有开放式预混室,开放式预混室右侧出口处设有点火塞;所述拉瓦尔喉管左侧为 收缩端,右侧为扩张端;所述喷枪枪管长度110mm宽度11mm,长宽比10:1,喷枪枪管上 具有送粉口;所述喷枪壳体内设有冷却水循环管路,喷枪壳体上设有进水口和出水口。喷枪 壳体的冷却水循环管路分布在喷枪壳体一周,如图2,12个2mm直径的圆形孔状管路,管 路间通过间歇毛细孔连通。喷枪枪管上送粉口与喷枪枪管夹角45
°
。
34.为了更好地制备耐腐蚀耐磨的铁基非晶合金涂层,本发明结果通过fluent软件进行流 体动力学模拟获得,模拟建立三维仿真模型,选用fe
48
cr
15
mo
14c15
b6y2非晶合金作为热喷 涂材料。该合金的名义临界冷却速率仅为80k/s,这使得它能够呈现为完全非晶态的热喷涂 涂层。基于可实现的k-ε湍流模型、涡流耗散模型和离散相模型,分析了喷涂过程中燃烧反 应、成分变化、火焰特性和颗粒分布的瞬态规律。最终得出结论:最佳粒径范围为20~30μm, 形状系数为0.9~1,最佳颗粒喷射速度为10m/s,理想o/f值为3.4,最佳入射角为45
°
。 在这种情况下,铁基非晶合金涂层具有最佳的涂层结构和耐腐蚀性。
35.本发明的制备非晶合金涂层的喷涂方法,具体步骤为:
36.步骤一,通过燃料进口、氧化剂进口向燃烧室送入煤油、氧化剂。
37.步骤二,通过点火塞点火,使得燃料在燃烧室内充分燃烧。
38.步骤三,燃烧后的火焰流经过拉瓦尔喉管产生超音速火焰流。
39.步骤四,通过送粉口将非晶合金粉末送入喷枪枪管,氮气作为粉末运载气体。
40.步骤五,通过拉瓦尔喉管产生的超音速火焰流将非晶合金粉末充分加热、加速,由喷枪 枪管喷出。
41.步骤六,被加热、加速的非晶合金粉末在空气中飞行后,撞击在基体表面,形成非晶合 金涂层。
42.其中,非晶合金粉末为fe
48
cr
15
mo
14c15
b6y2,粉末粒径为20-30μm,粉末球形度为0.9-1, 粉末流量为30g/min,氮气流量为10g/s。
43.喷涂距离为300-360mm。
44.所述的燃料为煤油,助燃剂为氧气,煤油流量0.0077kg/s,氧气流量0.02618kg/s,助燃 剂与燃料质量比为3.4。
45.所述的高温超音速气流的温度范围为2500-3200℃,火焰流速度达到1500m/以上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。