一种铝锌镁钪合金及其制备方法
1.本发明是一种铝锌镁钪合金及其制备方法,属于金属材料工程领域。
背景技术:
2.含有基础元素mg及zn的铝合金是7000系铝合金,该系合金具有优良的强韧综合性能,一直在用于制造航空航天主承力零件。近年来该系合金的研究致力于通过添加微量元素sc可以有效提高铝合金强度。国内外研究机构和企业公开了含sc新型铝合金、新工艺的研究成果。
技术实现要素:
3.本发明正是针对上述现有技术状况而设计提供了一种铝锌镁钪合金及其制备方法,其目的是使该种铝锌镁钪合金具有优异的强度及塑性,要求是极限抗拉强度可达400mpa以上,屈服强度320mpa以上,同时延伸率高于10%,具有优良的焊接性能,熔焊焊接接头系数可达0.9以上,可用于航空航天、核工业、交通运输、体育用品、兵器等领域的结构元件。
4.为实现上述目的,本发明的技术解决方案如下:
5.本发明技术方案提出的铝锌镁钪合金的特征在于:该铝锌镁钪合金的化学成分及重量百分比为:mg 1.0%~2.4%,zn 3.5%~5.5%,sc 0.04%~0.50%,zr0.04%~0.35%,杂质cu≤0.2%,si≤0.35%,fe≤0.4%,其它杂质单个≤0.05%,其它杂质总量≤0.15%,余量为al。
6.在一种实施中,该铝锌镁钪合金中按重量百分比计:0.10%≤zr sc≤0.60%。
7.在一种实施中,该铝锌镁钪合金中按重量百分比计:1.85≤zn mg≤4.00。
8.在一种实施中,该铝锌镁钪合金的化学成分及重量百分比为:mg 1.2%~1.7%,zn 4.0%~5.0%,sc 0.07%~0.17%,zr 0.08%~0.16%,杂质cu≤0.2%,si≤0.35%,fe≤0.4%,其它杂质单个≤0.05%,其它杂质总量≤0.15%,余量为al。
9.在一种实施中,该铝锌镁钪合金的化学成分及重量百分比为:mg 1.6%~2.4%,zn 4.4%~5.0%,sc 0.10%~0.20%,zr 0.08%~0.16%,杂质cu≤0.2%,si≤0.35%,fe≤0.4%,其它杂质单个≤0.05%,其它杂质总量≤0.15%,余量为al。
10.本发明技术方案还提出了一种制备上述铝锌镁钪合金的方法,其特征在于:该方法的步骤如下:
11.步骤一、按上述合金成分配料;
12.步骤二、在熔炼炉内进行熔化,熔化温度为700℃~780℃;
13.步骤三、对完全熔化的金属液进行精炼,精炼时金属温度维持在700℃~750℃的范围内;
14.步骤四、精炼后应进行充分静置;
15.步骤五、充分静置后开始浇铸,炉口温度维持在690℃~730℃的范围内,浇铸速度为15~200mm/分钟;
16.步骤六、在加热炉内对合金铸锭进行均匀化退火处理,均匀化温度为400℃~470℃;
17.步骤七、将均匀化后的铸锭扒皮后,进行热挤压加工成壁厚2.0mm以上型材,挤压过程中坯料应保持在350℃~410℃的温度;
18.步骤八、挤压型材固溶淬火处理,固溶温度460~480℃;
19.步骤九、固溶淬火后72小时后人工强制时效,人工强制时效制度为:90~110℃/24h
20. 170~180℃/5h。
21.在一种实施中,步骤九中所述人工强制时效制度为:90~110℃/24h 145~155℃/10h。
22.在一种实施中,制备得到的铝锌镁钪合金材料的挤压型材可通过拉弯、滚弯工艺制成航空航天、核工业、交通运输、体育用品、兵器零件,该过程中要经过一次或多次退火,退火温度为420℃。
23.本发明所述铝锌镁钪合金主合金元素为zn、mg,成分采用低锌设计,按重量百分比含有mg 1.0%~2.4%,zn3.5%~5.5%,在优选成分范围内镁锌的添加比例影响合金强度及焊接性能,按重量百分比计算满足1.85≤zn mg≤4.00,使合金具有优良可焊接性。
24.本发明所述铝锌镁钪合金采用zr/sc复合等微合金化方案可使合金耐热性增强,从而显著改善其焊接性能,按重量百分比计算sc 0.04%~0.50%,zr0.04%~0.35%,优选是按重量百分比计算满足0.10%≤zr sc≤0.60%;采用的zr/sc复合等微合金化方案可获得含有一定组分亚晶“织构”的混晶组织,改善了材料强塑综合性能。
25.按本发明合金配料,经熔炼、铸造、均匀化、挤压,可生产用于制造航空航天、核工业、交通运输、体育用品、兵器的零件。本发明挤压型材人工强制时效前可实施焊接。本发明挤压型材可通过拉弯、滚弯等工艺制成航空航天、核工业、交通运输、体育用品、兵器零件,在航空零件制造过程中可经过一次或多次退火,退火温度为420℃。
具体实施方式
26.以下将结合实施例对本发明技术方案作进一步地详述:
27.实施例:
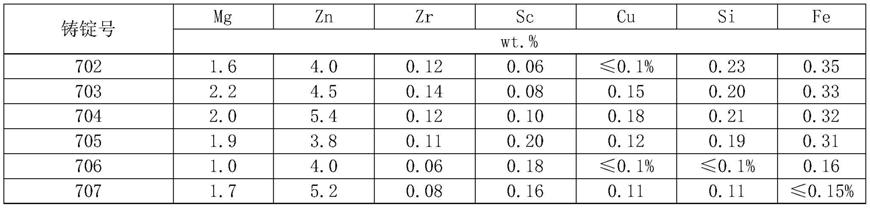
28.本实施例中,该铝合金的化学成分及重量百分比如下表1的列所示,表1的行为浇铸出的φ320mm圆锭号。每一个铸锭号代表一种该铝合金的化学成分及配比,并且其中:0.04%≤zr sc≤0.60%,1.85≤zn/mg≤4.00。通过上述工艺过程完成浇铸。
29.表1φ320mm圆铸锭合金成分
30.[0031][0032]
铸锭经均匀化后,挤压成形,挤压型材最厚截面尺寸为2.0mm。挤压型材经470℃固溶后淬火,然后人工时效处理,人工时效处理制度为:90~110℃/24h 170~180℃/5h。热处理后挤压型材纵向室温拉伸性能见表2。
[0033]
表2挤压型材纵向室温拉伸性能
[0034][0035]
挤压型材经470℃固溶后淬火,采用氩弧焊焊接,然后人工时效处理,人工时效处理制度为:90~110℃/24h 170~180℃/5h。热处理后挤压型材纵向焊接接头室温拉伸性能见表3。
[0036]
表3挤压型材纵向室温拉伸性能
[0037][0038]
技术特征:
1.一种铝锌镁钪合金,其特征在于:该铝锌镁钪合金的化学成分及重量百分比为:mg 1.0%~2.4%,zn 3.5%~5.5%,sc 0.04%~0.50%,zr 0.04%~0.35%,杂质cu≤0.2%,si≤0.35%,fe≤0.4%,其它杂质单个≤0.05%,其它杂质总量≤0.15%,余量为al。2.根据权利要求1所述的铝锌镁钪合金,其特征在于:该铝锌镁钪合金中按重量百分比计:0.10%≤zr sc≤0.60%。3.根据权利要求1所述的铝锌镁钪合金,其特征在于:该铝锌镁钪合金中按重量百分比计:1.85≤zn mg≤4.00。4.根据权利要求1所述的铝锌镁钪合金,其特征在于:该铝锌镁钪合金的化学成分及重量百分比为:mg 1.2%~1.7%,zn 4.0%~5.0%,sc 0.07%~0.17%,zr 0.08%~0.16%,杂质cu≤0.2%,si≤0.35%,fe≤0.4%,其它杂质单个≤0.05%,其它杂质总量≤0.15%,余量为al。5.根据权利要求1所述的铝锌镁钪合金,其特征在于:该铝锌镁钪合金的化学成分及重量百分比为:mg 1.6%~2.4%,zn 4.4%~5.0%,sc 0.10%~0.20%,zr 0.08%~0.16%,杂质cu≤0.2%,si≤0.35%,fe≤0.4%,其它杂质单个≤0.05%,其它杂质总量≤0.15%,余量为al。6.一种制备权利要求1所述铝锌镁钪合金的方法,其特征在于:该方法的步骤如下:步骤一、按上述合金成分配料;步骤二、在熔炼炉内进行熔化,熔化温度为700℃~780℃;步骤三、对完全熔化的金属液进行精炼,精炼时金属温度维持在700℃~750℃的范围内;步骤四、精炼后应进行充分静置;步骤五、充分静置后开始浇铸,炉口温度维持在690℃~730℃的范围内,浇铸速度为15~200mm/分钟;步骤六、在加热炉内对合金铸锭进行均匀化退火处理,均匀化温度为400℃~470℃;步骤七、将均匀化后的铸锭扒皮后,进行热挤压加工成壁厚2.0mm以上型材,挤压过程中坯料应保持在350℃~410℃的温度;步骤八、挤压型材固溶淬火处理,固溶温度460~480℃;步骤九、固溶淬火后72小时后人工强制时效,人工强制时效制度为:90~110℃/24h 170~180℃/5h。7.根据权利要求6所述的制备铝锌镁钪合金的方法,其特征在于:步骤九中所述人工强制时效制度为:90~110℃/24h 145~155℃/10h。8.根据权利要求6所述的制备铝锌镁钪合金的方法,其特征在于:制备得到的铝锌镁钪合金材料的挤压型材可通过拉弯、滚弯工艺制成航空航天、核工业、交通运输、体育用品、兵器零件,该过程中要经过一次或多次退火,退火温度为420℃。
技术总结
本发明是一种铝锌镁钪合金及其制备方法,该铝锌镁钪合金的化学成分及重量百分比为:Mg 1.0%~2.4%,Zn 3.5%~5.5%,Sc 0.04%~0.50%,Zr 0.04%~0.35%,杂质Cu≤0.2%,Si≤0.35%,Fe≤0.4%,其它杂质单个≤0.05%,其它杂质总量≤0.15%,余量为Al。该种铝锌镁钪合金材料的显微组织均匀、性能稳定,极限抗拉强度可达400MPa以上,屈服强度350MPa以上,焊接接头抗拉强度可达370MPa以上。该材料制品可用于航空航天、核工业、交通运输、体育用品、兵器等领域的结构元件。兵器等领域的结构元件。
技术研发人员:赵唯一 于娟 钟立伟 冯朝辉 陆政
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:2021.09.30
技术公布日:2022/3/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。