1.本技术涉及压铸冷却的领域,尤其是涉及一种压铸用风冷装置。
背景技术:
2.压铸是在高温将熔化合金压入精密铸模,短时间内大量生产高精度零件的铸造方式,由压铸制得的产品称之为压铸件,产品上额外的用于抓取、装夹产品的物料,称之为料柄,夹持产品上的料柄即夹持住产品。
3.压铸件刚出模具时的温度高达数百摄氏度,进行冲压等工序前需先冷却。目前压铸件的冷却方式有自然冷却、水冷和风冷,对于压铸铝或压铸锌直接进行浸水或淋水的水冷方式会造成压铸件内部产生很大的内应力,容易导致压铸件开裂。自然冷却则会需要很长的冷却时间,冷却效率低,而且需要占用较大的散热用场地。相关技术中的风冷是将压铸件从铸模中取出,放入装有风机的输送带上进行风冷冷却,然后再从输送带后端取出压铸件。
4.针对上述中的相关技术,发明人发现相关技术所用的风机为轴流风机,冷却效果较差,要想将压铸件冷却到相应温度,仍需较长时间,且难以控制压铸件放置姿势,存在可改进之处。
技术实现要素:
5.为了在较短时间内冷却较多的压铸件,提高冷却效率,本技术提供一种压铸用风冷装置。
6.本技术提供的一种压铸用风冷装置采用如下的技术方案:
7.一种压铸用风冷装置,包括架体,所述架体上设置有多个冷却工位,多个所述冷却工位沿所述架体的竖直方向呈多层分布,每个所述冷却工位上均设置有离心风机、用于安装所述离心风机的安装组件和用于夹持产品的夹持机构,所述离心风机安装在所述架体内侧,所述夹持机构设置在所述架体外侧,所述离心风机的出风口朝向所述夹持机构。
8.通过采用上述技术方案,利用离心风机对产品进行冷却,相较于轴流风机,风量和风压都有了较大提升;设置沿架体竖直方向呈多层分布的多个冷却工位,配合夹持机构用于夹持产品,使空间利用率有了较大提高,具有在较短时间内冷却较多的产品,提高冷却效率的效果。
9.可选的,所述夹持机构包括支架、固定组件和活动组件,所述支架固定设置在所述架体的外侧壁上,所述固定组件和所述活动组件分别设置在所述支架相互靠近的侧壁上。
10.通过采用上述技术方案,在架体的外侧壁固定支架,在支架上设置固定组价和活动组件去夹持产品的两侧,仅需对活动组件输入动力,相较于两侧都活动,更易把握,使设计更加简单方便。
11.可选的,所述固定组件包括设置在所述支架侧壁上的固定夹板,所述活动组件包括固定在所述支架侧壁外的伸缩气缸,所述伸缩气缸的活塞杆穿过所述支架侧壁的一端设
置有活动夹板,所述活动夹板将产品抵接至所述固定夹板上。
12.通过采用上述技术方案,利用伸缩气缸推动活动夹板将产品抵接至固定夹板上,起到夹持产品的作用,且伸缩气缸易于获得和实用。
13.可选的,所述固定夹板和所述活动夹板相互靠近的侧壁上均设置有夹持凸起。
14.通过采用上述技术方案,利用夹持凸起,减少了固定夹板和活动夹板与产品的接触面积,提高了局部压强,能够在把产品料柄上压出凹槽,改善夹持产品时产品容易下滑的现象。
15.可选的,所述固定夹板面向所述活动夹板的侧壁上设置有多个不共线的所述夹持凸起。
16.通过采用上述技术方案,多个不共线的夹持突起能够形成一个夹持面,改善在夹持过程中产品容易绕单个夹持突起或夹持突起的连线发生偏移的现象。
17.可选的,所述夹持凸起上设置有小尖锥。
18.通过采用上述技术方案,通过在夹持凸起上设置小尖锥,可以减少从产品料柄上压掉的碎屑粘在夹持凸起上的现象,改善长期使用时碎屑积累影响夹持效果的问题。
19.可选的,所述安装组件包括设置在所述离心风机底部的安装板和设置在所述架体上的安装座,所述安装板与所述安装座螺栓连接从而将所述离心风机安装在所述架体内侧。
20.通过采用上述技术方案,利用安装板和安装座的螺栓连接,一方面能够将离心风机安装在架体内侧,另一方面螺栓连接具有方便拆装的特点,方便更换和调度。
21.可选的,所述安装座面向所述架体的一侧的一端设置有合页,所述安装座面向所述架体的一侧的另一端设置有与所述架体转动连接的孔眼螺栓,所述安装座上对应开设有腰形孔,所述孔眼螺栓的杆部穿过所述腰形孔与所述安装座螺栓连接。
22.通过采用上述技术方案,孔眼螺栓转动连接在架体上,改变孔眼螺栓的转动角度和孔眼螺栓的杆部穿过腰形孔的位置,调节孔眼螺栓的杆部与安装座螺栓连接的位置从而调节安装座的倾斜角度,离心风机与安装座螺栓连接,进而达到调节离心风机出风口朝向的效果。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.利用离心风机对产品进行冷却,相较于轴流风机,风量和风压都有了较大提升;设置沿架体竖直方向呈多层分布的多个冷却工位,配合夹持机构用于夹持产品,使空间利用率有了较大提高,具有在较短时间内冷却较多的产品,提高冷却效率的效果;
25.利用夹持凸起,减少了固定夹板和活动夹板与产品的接触面积,提高了局部压强,能够在把产品料柄上压出凹槽,改善夹持产品时产品容易下滑的现象;
26.通过改变孔眼螺栓的转动角度和孔眼螺栓的杆部穿过腰形孔的位置,调节孔眼螺栓的杆部与安装座螺栓连接的位置从而调节安装座的倾斜角度,离心风机与安装座螺栓连接,进而达到调节离心风机出风口朝向的效果。
附图说明
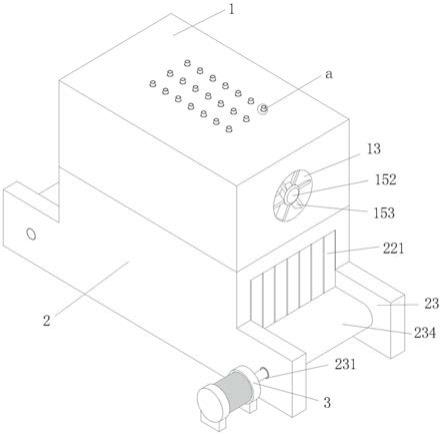
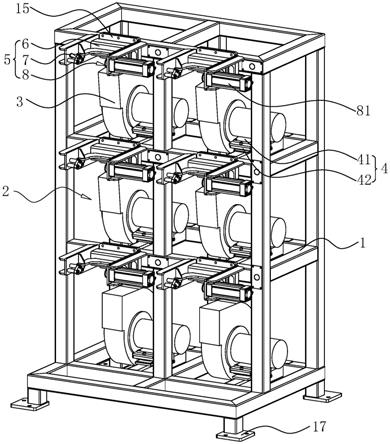
27.图1是本技术实施例的整体结构示意图。
28.图2是本技术实施例中安装组件的结构示意图。
29.图3是本技术实施例中夹持机构的结构示意图。
30.图4是为展示本技术实施例中夹持凸起及小尖锥结构的示意图。
31.附图标记说明:1、架体;2、冷却工位;3、离心风机;4、安装组件;41、安装板;42、安装座;5、夹持机构;6、支架;7、固定组件;71、固定夹板;8、活动组件;81、伸缩气缸;82、活动夹板;9、夹持凸起;10、小尖锥;11、合页;12、孔眼螺栓;13、腰形孔;14、垫板;15、对接板;16、六角头螺钉;17、固定钢板。
具体实施方式
32.以下结合附图1-4对本技术作进一步详细说明。
33.本技术实施例公开一种压铸用风冷装置。
34.参照图1,一种压铸用风冷装置包括架体1,架体1是由多根方形钢管焊接而成的矩形框架结构,架体1内通过焊接方形钢管分隔出多个冷却工位2,冷却工位2亦是框架结构,优选的,冷却工位2为方形,数量为6个,多个冷却工位2沿架体1的竖直方向成层分布,将架体1内部空间分成3层,每层有2个两个冷却工位2。每个冷却工位2上均设置有离心风机3、用于安装离心风机3的安装组件4和用于夹持产品的夹持机构5,离心风机3通过安装组件4安装在架体1内侧,夹持机构5设置在架体1上,夹持机构5位于架体1外侧,离心风机3的出风口朝向夹持机构5。
35.其中,架体1的底部四角依次焊接有小段方形钢管和固定钢板17,用于将架体1固定在地面上,钢板上开设有固定孔,用于安装膨胀螺栓,增加架体1和地面的连接强度和稳定性。架体1的冷却工位2上还焊接有一段方形钢管,该段方形钢管位于冷却工位2底部的中间位置,用于承载冷却工位2上的离心风机3。
36.参照图1和图2,安装组件4包括焊接在离心风机3底部的安装板41和设置在架体1(即冷却工位2底部中间位置的方形钢管)上的安装座42。安装座42面向架体1的一侧的一端设置有合页11,合页11呈折叠状设置,安装座42压在合页11上,合页11的一个页片与安装座42焊接固定,合页11的另一个页片与架体1焊接固定;安装座42面向架体1的一侧的另一端设置有与架体1转动连接的孔眼螺栓12,孔眼螺栓12有两根,通过销轴和开口销的配合,实现孔眼螺栓12与架体1的铰接和锁定,安装座42上对应开设有腰形孔13,孔眼螺栓12的杆部穿过腰形孔13与安装座42螺栓连接。通过改变孔眼螺栓12的转动角度和孔眼螺栓12的杆部穿过腰形孔13的位置,改变安装座42一端的高度,能够调节安装座42的倾斜角度。安装座42的顶部螺栓连接有垫板14,安装板41与安装座42上的垫板14螺栓连接,从而将离心风机3安装在架体1内侧区域,同时通过在安装座42面向架体1的一侧的设计,可以根据夹持机构5所夹持产品形态的不同调节离心风机3出风口的朝向。
37.参照图1和图3,夹持机构5包括支架6、固定组件7和活动组件8。支架6是由钢管和矩形板材焊接而成的“u”字形结构,架体1的外侧壁和支架6的闭合端均焊接有对接板15,其二者螺栓连接从而将支架6安装在架体1的外侧壁。固定组件7和活动组件8分别设置在支架6开口端相互靠近的侧板上。固定组件7包括设置在支架6一侧板内壁的固定夹板71;活动组件8包括螺栓连接在支架6另一侧板外壁的伸缩气缸81,伸缩气缸81的活塞杆穿过支架6侧壁的一端设置有活动夹板82,伸缩气缸81伸缩带动活动夹板82伸缩,从而将产品的料柄抵接在固定夹板71上,达到夹持产品的效果。
38.具体而言,固定夹板71为三角形板件,固定夹板71的三角开设有三个通孔,通孔内安装有六角头螺钉16,支架6的侧壁上焊接固定有长螺母,六角头螺钉16的杆部与长螺母螺纹配合,从而将固定夹板71可拆卸安装在支架6一侧板的内壁。伸缩气缸81的活塞杆穿过支架6侧壁的端部开设有螺纹孔,活动夹板82的中间位置亦开设有通孔,通孔内亦安装有六角头螺钉16,六角头螺钉16的杆部与该螺纹孔螺纹配合,从而将活动夹板82可拆卸安装在支架6另一侧板的内壁。六角头螺钉16的头部在固定夹板71和活动夹板82相互靠近的侧壁上形成夹持凸起9,利用夹持凸起9减少了固定夹板71和活动夹板82与产品的接触面积,提高了局部压强,能够在把产品料柄上压出凹槽,预防产品下滑。其中,固定夹板71上的三个夹持凸起9相互配合,能够减少产品绕单个夹持突起或夹持突起的连线发生偏移的现象。
39.参照图1和图4,六角头螺钉16的头部一体成型有小尖锥10,即夹持凸起9上成型有小尖锥10,可以减少从产品料柄上压掉的碎屑粘在夹持凸起9上的现象,改善长期使用时碎屑积累影响夹持效果的问题,使设计更加全面。
40.本技术实施例一种压铸用风冷装置的实施原理为:在架体1上设置多个冷却工位2,通过安装组件4在架体1内侧的冷却工位2上安装离心风机3,在架体1外侧设置夹持机构5,使用时,利用伸缩气缸81推动活动夹板82,活动夹板82和固定夹板71夹持住产品的料柄,从而将产品夹持在架体1外侧(即冷却工位2的前方),离心风机3的出风口朝向夹持机构5,利用离心风机3对产品进行冷却,相较于轴流风机,风量和风压都有了较大提升;多个冷却工位2在架体1的竖直方向呈多层分布的,配合夹持机构5夹持产品,使空间利用率有了较大提高,具有在较短时间内冷却较多的产品,提高冷却效率的效果。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。