:
1.本实用新型涉及换热器产品技术领域,特指一种操作简便、自动化程度极高,并能够时刻对换热器导热板组中相对的导热板外圆边缘进行滚动式限位,以致焊枪能够稳定进行焊接,且焊接效果显著、工作效率高的一种换热器导热板的外圆自动焊接设备。
背景技术:
2.现有的换热器以板壳式换热器为主导,板壳式换热器一般包括一壳体以及安装于壳体内的换热芯,该换热芯包括多组由两块导热板焊接而成的导热板组配合构成,其中,每两片导热板叠加,导热板的波纹凸起应对应,即波峰对波峰进行全焊接,且相对应的圆孔边缘通过全焊接组合形成所述导热板组,其中该导热板组内部形成有多个波纹间隙;然后,分别将两组导热板组的外沿焊接在一起,这样导热板的间壁形成波纹间隙,形成导热板束。将导热板束的前后两端焊接在一头板和尾板之间,构成整体式换热芯,该换热芯插入壳体内,并固定以组装形成完整的板壳式换热器。
3.传统的导热板焊接方式采用人工手动焊接,在具体焊接的过程中,操作人员通过人工手动将两块导热板对应放置好,其中,两块导热板中的圆孔相对应;此时通过人工手动使用焊枪沿着两块导热板中圆孔的边缘实现焊接,形成一导热板组;然后将两组导热板组的外圆对应,此时通过人工手动使用焊枪沿着两导热板组的外圆实现焊接,经多组焊接后,形成导热板束。
4.在针对导热板组(两块导热板)之间的外圆进行焊接时,由于上述的传统的焊接方式定位不准确,以致使在焊接过程中会出现导热板组之间的外圆出现偏离,或上出现开口张开较大的间隙,导致焊接过程十分困难,且焊接效果极差,令焊接出来的产品的质量大打折扣,还可能会出现无法焊接或虚焊的现象。另外,上述的传统的焊接方式基本都是采用人工操作,由于换热芯的焊接工艺需求精度更高,而人工操作则会产生极大的人为误差,焊接效果极差,导致需要多次返工,浪费大量的人力物力,增加了生产成本。
5.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
6.本实用新型的目的在于克服现有技术的不足,提供一种换热器中导热板的外圆自动焊接机。
7.为了解决上述技术问题,本实用新型采用了下述技术方案:该换热器中导热板的外圆自动焊接机,包括:机架、安装于所述机架上并用于对若干片导热板定位和带动其旋转的转动机构、设置于所述转动机构旁侧并用于支撑所述导热板的承载机构、设置于所述转动机构旁侧并用于对所述导热板进行焊接的自动焊接机构及安装于所述机架上并用于驱动所述自动焊接机构移动的xyz三轴移动模组,所述承载机构包括有第一承载杆和第二承载杆及用于驱动所述第一承载杆和所述第二承载杆靠近或远离所述转动机构以匹配不同大小的所述导热板的第一驱动装置。
8.进一步而言,上述技术方案中,所述承载机构还包括有以能够升降移动的方式安装于所述机架上并位于所述转动机构下方的承载平台,所述第一承载杆和所述第二承载杆以能够转动的方式并列间隔安装于所述承载平台上并与所述转动机构旋转中心平行,所述第一驱动装置为第一气缸,该第一气缸设置于所述承载平台下方并用于驱动所述承载平台升降移动。
9.进一步而言,上述技术方案中,所述转动机构包括有用于安装定位若干个所述导热板的夹具组件及设置于所述承载机构两端并用于夹紧驱动所述夹具组件带动所述导热板旋转的旋转台和移动夹紧台,所述移动夹紧台以能够移动的方式安装于所述机架上,所述机架设置有用于驱动所述移动夹紧台向所述旋转台靠拢或远离以便于拆装所述夹具组件的第二驱动装置。
10.进一步而言,上述技术方案中,所述移动夹紧台(32)旁侧设置有用于推动所述夹具组件(33)夹紧所述导热板(2)并卡接到所述旋转台(31)上的顶针模组(35),所述旋转台(31)旁侧设置有用于推动所述夹具组件(33)脱离所述旋转台(31)的第三驱动装置(36)。
11.进一步而言,上述技术方案中,所述旋转台包括有安装于所述机架上并位于所述承载机构一端的第一支撑座、以能够转动的方式安装于所述第一支撑座上并用于与所述夹具组件一端对接的主旋转盘及用于驱动所述主旋转盘带动所述夹具组件旋转的第四驱动装置,所述移动夹紧台包括有以能够移动方式安装于所述机架上并位于所述承载机构另一端的第二支撑座、以能够转动的方式安装于所述第二支撑座上并用于固定所述夹具组件另一端的多功能转盘及用于驱动所述多功能转盘带动所述夹具组件旋转的第五驱动装置,所述多功能转盘上设置有多组用于匹配安装不同大小的所述夹具组件的安装孔。
12.进一步而言,上述技术方案中,所述顶针模组包括有安装于所述机架尾部并对应所述主旋转盘中心的第二气缸及由所述第二气缸驱动并贯穿所述第二支撑座和所述多功能转盘的中心顶针,所述中心顶针以能够转动方式安装于所述第二气缸的活塞杆上;所述第三驱动装置包括有安装于所述第一支撑座上的第三气缸及由该第三气缸驱动并贯穿所述主旋转盘的推动杆。
13.进一步而言,上述技术方案中,所述自动焊接机构包括有安装于所述xyz三轴移动模组上的行走支撑板、呈倒“八”字的方式安装于所述行走支撑板上并用于对所述导热板中相对的两片外圆边缘形成滚动限位的第一限位装置和第二限位装置及设置于所述第一限位装置和所述第二限位装置中间并用于对所述导热板中相对的两片外圆边缘进行自动焊接的焊枪,所述第一限位装置与所述第二限位装置竖直对称分布于所述焊枪两侧。
14.进一步而言,上述技术方案中,所述第一限位装置包括有安装于所述行走支撑板上的第一安装座、设置于所述第一安装座上的第一滑轨、安装于所述第一滑轨上的第一移动座、以能够转动的方式安装于所述第一移动座上并用于与所述导热板外圆边缘抵压的转盘及安装于所述第一安装座上并用于驱动所述第一移动座移动以使所述转盘通过外边缘对所述导热板外圆边缘形成滚动限位的第四气缸,所述转盘中还设置有冷却结构,该冷却结构的接口位于所述转盘的两侧;所述的焊枪位于所述转盘外缘旁侧,所述第二限位装置与所述第一限位装置结构相同。
15.进一步而言,上述技术方案中,所述行走支撑板中部设置有用于安装所述焊枪的调节安装座,该调节安装座包括有固定于所述行走支撑板上的第一固定板、以能够上下移
动的方式安装于所述第一固定板上的第一移动板、安装于所述第一移动板上并用于上下调节所述第一移动板位置的第一微调杆、以能够左右移动的方式安装于所述第一移动板上的第二移动板、安装于所述第一移动板上并用于左右调节所述第二移动板位置的第二微调杆及安装于所述第二移动板上并用于固定所述焊枪的夹具。
16.进一步而言,上述技术方案中,所述第一移动板侧边安装有第一锁紧螺钉,所述第一固定板侧边设置有供所述第一锁紧螺钉穿过以用于对所述第一移动板限位的第一限位板,该第一限位板上成型有限定所述第一锁紧螺钉移动的第一行程槽;所述第二移动板侧边安装有第二锁紧螺钉,所述第一移动板侧边设置有供所述第二锁紧螺钉穿过以用于对所述第二移动板限位的第二限位板,该第二限位板上成型有限定所述第二锁紧螺钉移动的第二行程槽;所述xyz三轴移动模组包括有安装于所述机架上并与所述转动机构旋转中心平行的x轴移动装置、竖直安装于所述x轴移动装置上的z轴移动装置及安装于所述z轴移动装置上的y轴移动装置,所述自动焊接机构安装于所述y轴移动装置上。
17.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型中通过将需要焊接在一起的导热板叠加安装到转动机构上,由承载机构的第一驱动装置推动所述第一承载杆与第二承载杆上升于导热板抵压支撑,以减轻转动机构的承受力,再由xyz三轴移动模组驱动自动焊接机构移动对导热板外圆边缘进行焊接,从而将导热板焊接在一起形成换热器的换热芯。其次,将承载机构的第一承载杆和第二承载杆通过第一驱动装置推动升降,能够实现对不同直径大小的导热板进行支撑,提高焊接机的通用性,以适用对不同大小的换热器进行焊接。
附图说明:
18.图1是本实用新型的立体图一;
19.图2是本实用新型的立体图二;
20.图3是本实用新型的立体图三;
21.图4是本实用新型中第四驱动装置的结构示意图;
22.图5是本实用新型的立体图四;
23.图6是本实用新型中自动焊接机构的立体图;
24.图7是本实用新型中自动焊接机构的主视图;
25.图8是本实用新型中调节安装座的立体图;
26.图9是本实用新型中调节安装座的分解图。
具体实施方式:
27.下面结合具体实施例和附图对本实用新型进一步说明。
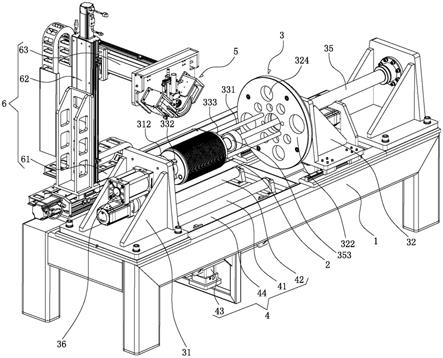
28.见图1至图9所示,为一种换热器中导热板的外圆自动焊接机,其包括:机架1、安装于所述机架1上并用于对若干片导热板2定位和带动其旋转的转动机构3、设置于所述转动机构3旁侧并用于支撑所述导热板2的承载机构4、设置于所述转动机构3旁侧并用于对所述导热板2进行焊接的自动焊接机构5及安装于所述机架1上并用于驱动所述自动焊接机构5移动的xyz三轴移动模组6,所述承载机构4包括有第一承载杆41和第二承载杆42及用于驱动所述第一承载杆 41和所述第二承载杆42靠近或远离所述转动机构3以匹配不同大小的
所述导热板2的第一驱动装置43。通过将需要焊接在一起的导热板2叠加安装到转动机构3上,由承载机构4的第一驱动装置43推动所述第一承载杆41与第二承载杆 42上升于导热板2抵压支撑,以减轻转动机构3的承受力,再由xyz三轴移动模组6驱动自动焊接机构5移动对导热板2外圆边缘进行焊接,从而将导热板2 焊接在一起形成换热器的换热芯。其次,将承载机构4的第一承载杆41和第二承载杆42通过第一驱动装置43推动升降,能够实现对不同直径大小的导热板2 进行支撑,提高焊接机的通用性,以适用对不同大小的换热器进行焊接。
29.所述承载机构4还包括有以能够升降移动的方式安装于所述机架1上并位于所述转动机构3下方的承载平台44,所述第一承载杆41和所述第二承载杆42 以能够转动的方式并列间隔安装于所述承载平台44上并与所述转动机构3旋转中心平行,所述第一驱动装置43为第一气缸,该第一气缸设置于所述承载平台 44下方并用于驱动所述承载平台44升降移动。
30.所述转动机构3包括有用于安装定位若干个所述导热板2的夹具组件33及设置于所述承载机构4两端并用于夹紧驱动所述夹具组件33带动所述导热板2 旋转的旋转台31和移动夹紧台32,所述移动夹紧台32以能够移动的方式安装于所述机架1上,所述机架1设置有用于驱动所述移动夹紧台32向所述旋转台 31靠拢或远离以便于拆装所述夹具组件33的第二驱动装置34。采用将若干个导热板2两两对称安装到夹具组件33上,再将夹具组件33安装到旋转台31与移动夹紧台32之间,由旋转台31和移动夹紧台32同步驱动夹具组件33带动导热板2旋转。
31.所述夹具组件33包括有两根并列穿过所述导热板2并相对该导热板2中心对称的支撑杆331及套设于所述支撑杆331上并用于夹紧所述导热板2的卡盘 332和板片夹盘333,所述旋转台31与所述卡盘332对接卡紧并驱动其旋转,所述支撑杆331一端安装于所述移动夹紧台32上,所述移动夹紧台32旁侧设置有用于推动所述板片夹盘333移动夹紧所述导热板2并将所述卡盘332卡接到所述旋转台31上的顶针模组35,所述旋转台31旁侧设置有用于推动所述卡盘332 脱离所述旋转台31的第三驱动装置36。采用两根支撑杆331从导热板2两侧对称穿过进行定位,使多块导热板2之间无法产生相对旋转,并通过在支撑杆331 上套设安装卡盘332和板片夹盘333抵压于导热板2的两端,由顶针模组35推动将导热板2夹紧定位并卡接到旋转台31上。
32.所述旋转台31包括有安装于所述机架1上并位于所述承载机构4一端的第一支撑座311、以能够转动的方式安装于所述第一支撑座311上并用于与所述卡盘332对接的主旋转盘312及用于驱动所述主旋转盘312带动所述卡盘332旋转的第四驱动装置313,所述移动夹紧台32包括有以能够移动方式安装于所述机架1上并位于所述承载机构4另一端的第二支撑座321、以能够转动的方式安装于所述第二支撑座321上并用于固定所述支撑杆331一端的多功能转盘322及用于驱动所述多功能转盘322带动所述支撑杆331旋转的第五驱动装置323,所述多功能转盘322上设置有多组用于匹配安装不同大小直径的所述支撑杆331的安装孔324。在对不同大小直径的导热板2进行焊接时,需要采用不同大小的支撑杆331穿过导热板2进行支撑定位,因此通过在多功能装盘322设置不同大小的安装孔324来适配不同直径的支撑杆331,对不同大小的导热板2定位。
33.所述顶针模组35包括有安装于所述机架1尾部并对应所述主旋转盘312中心的第
二气缸351及由所述第二气缸351驱动并贯穿所述第二支撑座321和所述多功能转盘322的中心顶针352,所述中心顶针352以能够转动方式安装于所述第二气缸351的活塞杆上;所述第三驱动装置36包括有安装于所述第一支撑座 311上的第三气缸361及由该第三气缸361驱动并贯穿所述主旋转盘312的推动杆362。通过将中心顶针352和第一承载杆41及第二承载杆42均采用可转动方式安装,使得在导热板2转动时能够同时带动第一承载杆41和第二承载杆42以及中心顶针372旋转,进而有效防止导热板2相对滑动。所述板片夹盘333与所述中心顶针352接触一侧设置有锥台孔334,所述中心顶针352一端成型有与所述锥台孔334匹配接触的锥台部353,通过锥台部353与锥台孔334接触抵压能够提高导热板2与旋转中心的同轴度。所述第四驱动装置313包括有伺服电机 3131、减速机3132及连接减速机3132与主旋转盘312的传动齿轮组3133,所述第五驱动装置323与所述第四驱动装置313结构相同。
34.所述自动焊接机构5包括有安装于所述xyz三轴移动模组6上的行走支撑板 51、呈倒“八”字的方式安装于所述行走支撑板51上并用于对所述导热板2中相对的两片外圆边缘形成滚动限位的第一限位装置52和第二限位装置53及设置于所述第一限位装置52和所述第二限位装置53中间并用于对所述导热板2中相对的两片外圆边缘进行自动焊接的焊枪54,所述第一限位装置52与所述第二限位装置53竖直对称分布于所述焊枪54两侧。所述导热板2通常以两片为一组,在焊接时,需要将不同的两组导热板2相邻接触两片导热板2的外圆边缘焊接在一起。
35.所述第一限位装置52包括有安装于所述行走支撑板51上的第一安装座521、设置于所述第一安装座521上的第一滑轨522、安装于所述第一滑轨522上的第一移动座523、以能够转动的方式安装于所述第一移动座523上并用于与所述导热板2外圆边缘抵压的转盘524及安装于所述第一安装座521上并用于驱动所述第一移动座523移动以使所述转盘524通过外边缘对所述导热板2外圆边缘形成滚动限位的第四气缸525,所述转盘524中还设置有冷却结构,该冷却结构的接口526位于所述转盘524的两侧;所述的焊枪54位于所述转盘524外缘旁侧,所述第二限位装置53与所述第一限位装置52结构相同。
36.所述行走支撑板51中部设置有用于安装所述焊枪54的调节安装座55,该调节安装座55包括有固定于所述行走支撑板51上的第一固定板551、以能够上下移动的方式安装于所述第一固定板551上的第一移动板552、安装于所述第一移动板552上并用于上下调节所述第一移动板552位置的第一微调杆553、以能够左右移动的方式安装于所述第一移动板552上的第二移动板554、安装于所述第一移动板552上并用于左右调节所述第二移动板554位置的第二微调杆555及安装于所述第二移动板554上并用于固定所述焊枪54的夹具556。
37.所述第一移动板552侧边安装有第一锁紧螺钉557,所述第一固定板551侧边设置有供所述第一锁紧螺钉557穿过以用于对所述第一移动板552限位的第一限位板5511,该第一限位板5511上成型有限定所述第一锁紧螺钉557移动的第一行程槽5512;所述第二移动板554侧边安装有第二锁紧螺钉558,所述第一移动板552侧边设置有供所述第二锁紧螺钉558穿过以用于对所述第二移动板554 限位的第二限位板5521,该第二限位板5521上成型有限定所述第二锁紧螺钉558 移动的第二行程槽5522;所述xyz三轴移动模组6包括有安装于所述机架1上并与所述转动机构3旋转中心平行的x轴移动装置61、竖直安装于所述x轴移动装置61上的z轴移动装置62及安装于所述z轴移动装置62上的y轴移动装置63,所述自动焊接机构5安装于所述y轴移动装置63上。
38.所述第一移动板552上安装有第二固定板559,所述第二移动板554以能够移动的方式安装于所述第二固定板559上,所述第二微调杆555也安装于所述第二固定板559一侧。所述焊枪54底部设置有拖尾保护罩56,该拖尾保护罩56 位于所述第一限位装置52和所述第二限位装置53之间并与所述转盘524相接触。
39.综上所述,本实用新型使用时,先将至少两组导热板2水平叠放到承载机构 4上,再将两根支撑杆331穿过导热板2上的定位孔,使导热板2串接在一起,然后将卡盘332和板片夹盘333分别从支撑杆331两端套设安装到导热板2两侧;进一步,由第一驱动装置43推动承载平台44上升,使卡盘332与旋转台31上的主旋转盘312对齐,再由第二驱动装置334推动移动夹紧台32向旋转台31靠拢移动,并同时转动调节多功能转盘322,使支撑杆331能够与多功能转盘322 上的安装孔324对接,然后由第二气缸351推动中心顶针352抵压到板片夹盘 333上并推动导热板2和卡盘332向旋转台31移动,而第二驱动装置334则同步推动移动夹紧台32继续向旋转台31靠拢移动,再通过转动调节主旋转盘312,使卡盘332与主旋转盘312卡接,并将导热板2挤压夹紧;进一步,由xyz三轴移动模组6驱动自动焊接机构5移动到与导热板2接触,使第一限位装置52中转盘524的端部和第二限位装置53中转盘的端部与两组导热板2中相邻的两片导热板2外圆的外缘相抵触,且焊枪54的拖尾保护罩56对应两片导热板2外圆的外缘处;进一步,由焊枪53开始焊接,与此同时,旋转台31和移动夹紧台 32驱动夹具组件33带动导热板2开始旋转,通过两根支撑杆331与卡盘332配合带动导热板2进行均匀受力的旋转,并同时带动承载机构4的第一承载杆41 和第二承载杆42以及顶针模组37的中心顶针372旋转,使得能够有效防止导热板2相对滑动;进一步,在焊接过程中,导热板2均匀转动,而第一限位装置 52中转盘524的端部和第二限位装置53中转盘的端部始终都与导热板2外圆的外缘相抵触,实现滚动式限位,使焊枪54能够稳定对两组导热板2中相邻的两片导热板2外圆的外缘进行焊接,焊接精确,以致达到极好的焊接效果;进一步,当再焊接完成后,顶针模组37松开导热板2,由第三驱动装置36推动卡盘332 和导热板2及板片夹盘333向移动夹紧台32移动,使卡盘332脱离旋转台31的主旋转盘312,同时,第二驱动装置34推动移动夹紧台32远离旋转台31,将支撑杆331松开,最后,由人工将支撑杆331从焊接好的导热板2中取出,并将卡盘332和板片夹盘333拿开,然后将导热板2从承载机构2、4上取出。在上述方案中,应对不同大小的导热板2,通过更换不同大小的夹具组件33并配合多功能转盘322上不同大小的安装孔324可实现安装及驱动其旋转,再配合调节承载机构4的高度可以实现对不同大小的导热板2进行承载支撑,以减轻支撑杆 331的受力,避免出现动平衡失衡。
40.由于焊接效果显著,基本不需要返工,令本实用新型具有极高的工作效率高及市场竞争力。另外,本实用新型还具有操作简便、自动化程度极高等优点。
41.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。