1.本发明属于钢卷成品运转技术领域,具体是一种提升钢卷成品库运转效率的系统及方法。
背景技术:
2.钢卷成品主要包括热轧卷和冷轧卷,热轧卷是在钢坯在结晶前的加工产品,冷轧卷是热轧卷的后续加工产品。
3.钢卷成品入成品库前,由喷号机械臂在正面、侧面喷卷号、规格等信息,然后通过行车吊入成品库,但是钢卷数量繁多,由喷号机械臂对钢卷进行分类,识别效果不佳,同时也很容易导致不同型号的钢卷成品分拣错误,导致在钢卷入库和出库存在极大地困扰,同时也导致了成品库运行效率变低,故需要一种提升钢卷成品库运转效率的系统对钢卷成品进行实时分类,并通过实时分类信息对钢卷成品进行不同通道的运输,使操作人员实时了解钢卷成品的去向。
技术实现要素:
4.本发明旨在至少解决现有技术中存在的技术问题之一;为此,本发明提出了一种提升钢卷成品库运转效率的系统及方法,用于解决了由喷号机械臂对钢卷进行分类,识别效果不佳,同时也很容易导致不同型号的钢卷成品分拣错误的问题。
5.为实现上述目的,根据本发明的第一方面的实施例提出一种提升钢卷成品库运转效率的系统,包括:
6.人工识别端,为人员进行操作,对钢卷进行初步分类,通过人工测量的方式将不同的钢卷分类为离线返修品、离线取样品以及正常品;
7.钢卷分类端,用于对人工识别端所识别的正常品进行再次识别划分,预先进行正常品外端的去向标识进行识别,再进行数值判定划分,对不同的正常品划分为不同的板型;
8.编码生成端,针对不同的板型生成不同的编码信息,将所生成的编码信息输送至传输数据库内进行存储;
9.机械臂系统,通过内部设定的编码识别信息对不同板型外端面的编码信息进行喷印,并通过识别结果,将不同板型采用天车吊运投放于不同的运输通道内进行传输,同时将编码信息以及运输通道信息进行捆绑,将捆绑信息输送至传输数据库内进行存储;
10.传输数据库,用于所捆绑信息以及编码信息进行存储,外部人员通过传输数据库对捆绑信息以及编码信息进行查询,得知钢卷品去向。
11.优选的,钢卷分类端内部包括去向标识识别模块、板材区分模块、阈值模块以及数值处理模块,阈值模块内部设置有两组区间,分别为板材品区分区间和基板品区分区间;
12.去向标识识别模块用于对正常品的去向标识进行识别,通过对正常品的去向标识进行识别,判定此正常品为板材品和基板品。
13.优选的,还包括数值采集端,用于对板材品和基板品的内部数值进行采集,所采集
数值包括板材品的直径数值以及高度数值、基板品的平整度数值和厚度数值。
14.优选的,所述数值处理模块用于对数值采集端所采集的数值进行处理,并对板材品和基板品内部板型进行区分得到区分结果,并将区分结果输送至编码信息端以及机械臂系统内,其中对板材品的区分步骤为:
15.s1、将板材品的直径数值标记为zi,高度数值标记为gi,其中i代表不同的板材品;
16.s2、通过得到板材品区分值qfi,为修正因子,取值为0.987635;
17.s3、将板材品区分值qfi与阈值模块内部所预设的区间值进行比对,阈值模块内部的板材品区分区间包括定点数值w1和w2;
18.s4、当qfi≤w1时,则判定此板材品为vama汽车板;
19.当w1<qfi<w2,则判定此板材品为火车商品材;
20.当w2≤qfi,则判定此板材品为汽车商品材。
21.优选的,所述数值处理模块对基板品的区分步骤为:
22.q1、将基板品的平整度数值标记为pk,将厚度数值标记为hk,其中k代表不同的基板品;
23.q2、通过得到基板品区分值qfk,为降损因子,取值为0.90320;
24.q3、将基板品区分值qfk与阈值模块内部的基板品区分区间进行比对,其中基板品区分区间内部设置有三组定值,分别为m1、m2以及m3;
25.q4、当qfi≤m1时,则判定此基板品为平整板;
26.当m1<qfi≤m2时,则判定此基板品为冷轧基板;
27.当m2<qfi≤m3时,则判定此基板品为横切基板;
28.当m3<qfi时,则判定此基板品为外委材。
29.优选的,编码信息端接收到对应的区分结果,生成对应的编码信息,通过机械臂系统将编码信息喷印于钢卷顶部以及侧面位置处,再将钢卷输送至天车内进行分拣工作。
30.优选的,机械臂系统将喷码后的编码信息输送至传输数据库内,并同时将运输通道信息进行捆绑发送,同时编码生成端内部所生成的对应板材编码信息也输送至传输数据库内。
31.优选的,一种提升钢卷成品库运转效率的系统的运转方法,步骤以下步骤:
32.步骤一、首先通过人工识别端对钢卷进行初步识别,将不同的钢卷品分类为离线返修品、离线取样品以及正常品,离线返修品和离线取样品均通过编码生成端生成固定的编码信息,并通过机械臂系统进行分拣运输;
33.步骤二、正常品输送至钢卷分类端内进行再次识别处理,通过去向标识识别模块对去向标识进行识别,将不同的正常品依次分为板材品和基板品;
34.步骤三、数值处理模块对板材品和基板品进行再次区分处理,将板材品划分为vama汽车板、火车商品材和汽车商品材,将基板品划分为平整板、冷轧基板、横切基板和外委材,编码生成端生成对应的编码,并通过人员进行喷印;
35.步骤四、机械臂系统对所喷印的钢卷进行喷印,并将喷印后的钢卷通过天车进行投放运输,外部人员通过对传输数据库内部信息进行查询,可了解钢卷的去向。
36.与现有技术相比,本发明的有益效果是:首先通过对钢卷进行初步识别,将不同的钢卷品分类为离线返修品、离线取样品以及正常品,再通过钢卷分类端对正常品进行划分,对划分后的板材品和基板品再次通过内部模块进行区别划分,分别得到不同的钢卷板型,经过多次不同类别的划分,进行重重筛选,可使每一件不同的正常品都得到细致的划分,从而通过划分结果,对不同的板材品进行不同区域的运输,通过对板型的精确划分,可有效提升钢卷的运转效率,节约了运转时间;
37.外部人员同时可通过对传输数据库进行操作,对传输数据库内部的信息进行提取,可及时看清楚钢卷的去向,从而使钢卷调度和移动效率大幅提升,提升成品库利用率,满足生产线。
附图说明
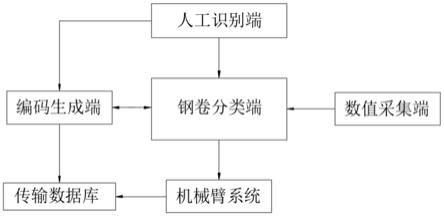
38.图1为本发明原理框图。
具体实施方式
39.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
40.请参阅图1,本技术提供了一种提升钢卷成品库运转效率系统,包括人工识别端、钢卷分类端、编码生成端、传输数据库以及数值采集端;
41.人工识别端输出端与钢卷分类端输入端电性连接,且钢卷分类端与编码生成端之间双向连接,所述数值采集端输出端与钢卷分类端输入端电性连接,所述钢卷分类端输出端与机械臂系统输入端电性连接,且编码生成端以及机械臂系统输出端均与传输数据库输入端电性连接;
42.人工识别端,为人员进行操作,对钢卷进行初步分类,通过人工测量的方式将不同的钢卷分类为离线返修品、离线取样品以及正常品,其中离线取样品则为不确定是否为残次品,需要进行精密测量,精密测量由操作人员对精密仪器进行操控,对离线取样品进行精密测量,其中所测量的数据包括表面质量检测以及表面平直度,人工识别端通过外部人员操作将所分拣的离线返修品以及离线取样品信息输送至编码生成端内,编码生成端生成固定的编码信息,通过机械臂系统对钢卷顶部以及侧面喷印编码信息,输送至天车内进行分拣吊运;
43.正常品输送至钢卷分类端内,钢卷分类端内部包括去向标识识别模块、板材区分模块以及阈值模块以及数值处理模块,阈值模块内部设置有两组区间,分别为板材品区分区间以及基板品区分区间;
44.去向标识识别模块用于对正常品的去向标识进行识别,通过对正常品的去向标识进行识别,判定此正常品为板材品和基板品,正常品外端面在生产过程中,已标有去向标识;
45.数值采集端分别对板材品以及基板品的内部数值进行采集,其中板材品的采集数值包括板材品的直径数值以及高度数值,基板品的采集数值包括基板品的平整度数值和厚度数值,其中平整度数值和厚度数值由激光位移传感器进行检测获得,激光位移传感器设置于检测区域;
46.钢卷分类端内部设置有数值处理模块,数值处理模块用于对所采集的数值进行处理,通过进行数值处理得到区分值,将区分值与阈值模块内部所设定的区间进行比对,对不同的正常品进行依次区分,并将区分信号输送至编码生成端内,通过编码生成端生成对应的编码信息,喷印于钢卷区域位置处;
47.数值处理模块对板材品的处理步骤为:
48.s1、将板材品的直径数值标记为zi,高度数值标记为gi,其中i代表不同的板材品,i=1、2、
……
、n,i值代表不同板材品的数字编号;
49.s2、通过得到板材品区分值qfi,其中c1为预设的系数因子,为修正因子,取值为0.987635;
50.s3、将板材品区分值qfi与阈值模块内部所预设的区间值进行比对,阈值模块内部的板材品区分区间包括定点数值w1和w2,w1和w2均为预设值,由外部操作人员进行拟定;
51.s4、当qfi≤w1时,则判定此板材品为vama汽车板;
52.当w1<qfi<w2,则判定此板材品为火车商品材;
53.当w2≤qfi,则判定此板材品为汽车商品材。
54.s5、将判定结果输送至编码生成端内,编码生成端生成对应的编码信息,通过外部人员将编码信息喷印于钢卷指定区域位置处,再再将钢卷输送至机械臂系统内进行喷码工作,机械臂系统通过内部预先设定好的编码信息对钢卷编码信息进行喷码。
55.数值处理模块对基板品的处理步骤为:
56.q1、将基板品的平整度数值标记为pk,将厚度数值标记为hk,其中k代表不同的基板品,k=1、2、
……
、n,k值代表不同基板品的数字编号;
57.q2、通过得到基板品区分值qfk,其中l1、l2以及l3均为预设的固定系数因子,为降损因子,取值为0.90320;
58.q3、将基板品区分值qfk与阈值模块内部的基板品区分区间进行比对,其中基板品区分区间内部设置有三组定值,分别为m1、m2以及m3,m1、m2以及m3均为预设值,由操作人员进行拟定;
59.q4、当qfi≤m1时,则判定此基板品为平整板;
60.当m1<qfi≤m2时,则判定此基板品为冷轧基板;
61.当m2<qfi≤m3时,则判定此基板品为横切基板;
62.当m3<qfi时,则判定此基板品为外委材。
63.q5、将判定结果输送至编码生成端内,编码生成端生成对应的编码信息,通过外部人员将编码信息喷印于钢卷指定区域位置处,再将钢卷输送至机械臂系统内进行喷码工作,机械臂系统通过内部预先设定好的编码信息对钢卷编码信息进行喷码。
64.机械臂系统将喷码后的编码信息输送至传输数据库内,并同时将运输通道信息进
行捆绑发送,同时编码生成端内部所生成的对应板材编码信息也输送至传输数据库内,传输数据库对所传输的数据信息进行存储,外部人员通过对传输数据库内部信息进行查询,可及时看清楚钢卷的去向,提升成品库运行效率。
65.其中不同板材的不同编码信息首字母如下表所示:
66.钢卷品首字母标识离线返修品
△
离线取样品
○
vama汽车板v火车商品材h汽车商品材q平整板p冷轧基板l横切基板r外委材w
67.钢卷品编码信息首字母信息表
68.一种提升钢卷成品库运转效率的运转方法,包括以下步骤:
69.步骤一、钢卷在运输过程中,首先通过人工识别端对钢卷进行初步识别,将不同的钢卷品分类为离线返修品、离线取样品以及正常品,离线返修品和离线取样品均通过编码生成端生成固定的编码信息,并通过机械臂系统进行喷码,通过天车吊运采用不同的通道进行运输;
70.步骤二、正常品输送至钢卷分类端内进行再次识别处理,通过去向标识识别模块,将不同的正常品依次分为板材品和基板品;
71.步骤三、数值处理模块对板材品和基板品进行再次区分处理,将板材品划分为vama汽车板、火车商品材和汽车商品材,将基板品划分为平整板、冷轧基板、横切基板和外委材,编码生成端通过不同的钢卷信息生成对应的编码,编码生成端并同时将编码信息输送至传输数据库内进行存储;
72.步骤四、机械臂系统对所喷印的钢卷进行喷印,并通过天车将识别后的钢卷投放于不同的运输通道内进行运输,同时机械臂系统将所识别的编号信息以及运输通道信息进行捆绑发送至传输数据库内,传输数据库对所传输的信息进行存储。
73.步骤五、外部人员通过对传输数据库内部信息进行查询,可及时看清楚钢卷的去向,提升成品库运行效率。
74.上述公式中的部分数据均是去除量纲取其数值计算,公式是由采集的大量数据经过软件模拟得到最接近真实情况的一个公式;公式中的预设参数和预设阈值由本领域的技术人员根据实际情况设定或者通过大量数据模拟获得。
75.以上实施例仅用以说明本发明的技术方法而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方法进行修改或等同替换,而不脱离本发明技术方法的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。