[0001] 本发明属于手机配件技术领域,尤其涉及 一种碳纤玻纤手机后盖成型工艺及手机后盖。
背景技术:
[0002]
随着通讯技术的发展,手机的使用越来越广泛,其中手机后盖作为手机重要装饰部件之一,其生产工艺不同,得到的外观效果也不同,且传统的手机后盖普遍是塑料制成的,通过在塑料外壳上喷各种油漆而达到多种效果,但是塑料的散热性能差,使手机在使用过程中容易发烫,为了改善手机后盖的散热性能,也有采用玻璃材质和金属材质加工而成,但此种玻璃和金属手机后盖拿在手中过于笨重,且随着手机后盖加工的竞争愈演愈烈,消费者对手机后盖的质感需求越来越多样化,但现有的手机后盖质感单一,外观效果较差,满足不了人们需要高端质感手机后盖的需求。
技术实现要素:
[0003]
本项发明是针对现在的技术不足,一种碳纤玻纤手机后盖成型工艺。
[0004]
本发明还提供一种碳纤玻纤手机后盖。
[0005]
本发明解决其技术问题所采用的技术方案是: 一种碳纤玻纤手机后盖成型工艺,包括如下步骤:步骤1:制作碳纤布和玻纤毡;步骤2:利用形状模具分别对碳纤布和玻纤毡进行裁剪,裁剪后的碳纤布上的空缺处的大小、形状与玻纤纤毡的大小、形状相互适配;步骤3:将裁剪后的所述玻纤纤毡填充于裁剪后的碳纤布上对应的镂空位,得到拼接件;步骤4:首先在压合模具中放入离型纸,将拼接件放入压合模具中,开启模压成型机对拼接件进行模压成型,得到半成品;步骤5:使用数控设备对步骤4半成品的毛边进行修剪,得到外观整齐、尺寸符合规格的手机后盖半成品;步骤6:使用激光切割机裁切出与手机后盖大小相吻合的皮革,使用热贴膜机将热熔胶预贴在皮革背面,然后将皮革和手机后盖半成品放入3d贴合设备中贴合,将贴合后的手机后盖放入热压模具中加热激活。
[0006]
优选的,所述步骤1中制备的碳纤布包括以下步骤:步骤1.1:取若干3k的pan碳纤维,使用tm-80型织布机将其纺织成碳纤布;步骤1.2:取890型酚醛环氧乙烯基树脂和过氧化氢异丙苯混合并搅拌形成胶液;步骤1.3:将步骤1.2中所述胶液均匀涂刷在碳纤布上;步骤1.4:将涂抹过胶液的碳纤布放在双辊练塑机上,调节两个辊轮之间的间距,开动机器反复滚压,以除去多余的胶液。
[0007]
优选的,所述步骤1.4中,所述双辊练塑机的温度为55℃-65℃。
[0008]
优选的,所述步骤1中制备的玻纤毡包括以下步骤:取若干玻璃纤维丝并编制成玻纤絮网片,将玻纤絮网片送入脲醛树脂胶粘剂容液池进行浸胶粘结,然后对玻纤絮网片进行烘干,烘干完成之后进行切边。
[0009]
优选的,所述步骤4中,所述压合模具压合时温度为130-150℃,压合时间为5-10分钟。
[0010]
优选的,所述步骤4中,所述压合模具压合时压力为5-10mpa。
[0011]
优选的,所述步骤6中,所述热压模具所需的加热激活温度为180-200℃,加热激活时间为80-100s。
[0012]
一种碳纤玻纤手机后盖,包括碳纤层,所述碳纤层上嵌套有玻纤层,所述碳纤层的一端设置有皮革层。
[0013]
优选的,所述手机后盖的厚度为0.5-0.9mm。
[0014]
本发明的有益效果是:手机后盖使用碳纤玻纤材料制成,具有质轻、薄、结构强度好、硬度高、耐刮性好、散热块的优点,同时碳纤层外还贴合有皮革层,使手机后盖手感好、美观及高档等优点,满足人们对皮革质感手机后盖的需求。
附图说明
[0015]
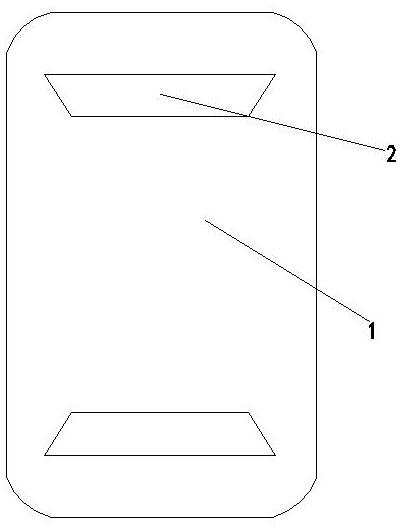
图1为本发明的结构示意图;图2为图1的剖视图;图中:1-碳纤层、2-玻纤层、3-皮革层。
具体实施方式
[0016]
下面结合实施例对本发明做进一步的详细描述,但本发明的保护范围并 不限于此。
[0017]
本发明涉及一种碳纤玻纤手机后盖成型工艺,包括如下步骤:步骤1:制作碳纤布和玻纤毡;步骤2:利用形状模具分别对碳纤布和玻纤毡进行裁剪,裁剪后的碳纤布上的空缺处的大小、形状与玻纤纤毡的大小、形状相互适配;所述形状模具图形外部轮廓线和内部轮廓线的间距,也即图形线条粗度为0.05-0.2mm,使获得的镂空位玻纤部件填充于镂空碳纤布上对应的镂空位时,镂空位的图形与对应的镂空位部件之间间隙为0.05-0.2mm;步骤3:将裁剪后的所述玻纤纤毡填充于裁剪后的碳纤布上对应的镂空位,得到拼接件;步骤4:首先在压合模具中放入离型纸,防止产品粘模,再将拼接件放入压合模具中,开启模压成型机对拼接件进行模压成型,模压成型时,将拼接件在130-150℃下加热5-10分钟,激活环氧树脂发生交联反应,使碳纤和玻纤粘结在一起,并保持5-10mpa的压力,碳纤和玻纤一起固化成型;步骤5:使用cnc设备对步骤4半成品的毛边进行修剪,得到外观整齐,尺寸规格的手机后盖半成品;步骤6:采用激光切割机裁切出与手机后盖大小相吻合的皮革,用热贴膜机将热熔胶预
贴在皮革背面,然后将皮革和手机后盖放入3d贴合设备中进行精准对位,最后将对位好的皮革和手机后盖放入热压模具中加热激活,最后得到具有皮革质感的手机后盖成品,此手机盖的厚度为0.5-0.9mm;热压模具加热激活温度为180-200℃,加热激活时间为80
--
100s。
[0018]
在本实施方式中,步骤1中制备的碳纤布包括以下步骤:步骤1.1:取若干3k的pan碳纤维,使用tm-80型织布机将其纺织成碳纤布;取3k的pan碳纤维作为纺织纱线,用tm-80型织布机将其纺织成2d平纹织物,平纹织物是由两根经纱与两根讳纱共同组成的一个纺织组织循环,经纱与纬纱每隔一根纱线需交错一次。把织布机竹排设定好平纹织物所需纹路,取两个分别装有80根综丝的中框和10cm 50筘的钢箱进行安装;将碳纤维裁剪成长度为1.8m每根,总共160根,将160根碳纤维纱线分成6束,分别放置于织布机尾端指定位置,将每根碳纤维纱线按次序前-后交叉穿过中框的综丝,穿过的碳纤维纱线再依次穿过钢筘每一道间空;穿纱完毕之后,再将对应的每束碳纤维固定在机头对应的位置;固定完全后,即可取梭子缠好碳纤维纱线,进行手动打纬;步骤1.2:称取一定量的890型树脂和过氧化氢异丙苯,其中过氧化氢异丙苯占比0.8%-1.2%,890型树脂和过氧化氢异丙苯混合,并搅拌形成胶液,将胶液进行真空脱泡,除尽搅拌过程中进入的少量空气,密封低温放置待用;步骤1.3:用丙酮浸泡法对碳纤维预成型件进行预处理,处理后将织物裁剪成120mm*300mm长方块,将其平铺于平台上,室温下用毛刷向织物均匀涂刷胶液,反复涂于两面,使胶液浸透碳纤维织物;步骤1.4:将涂抹过胶液的碳纤布放在双辊练塑机上,调节两个辊轮之间的间距,开动机器反复滚压,以除去多余的胶液。将涂抹过胶液的碳纤维布放在双辊练塑机上,调节两个辊轮之间的间距,开动机器反复滚压,以除去多余的胶液,双辊练塑机的温度为55℃-65℃,将碳纤维布取下,覆膜、切边,低温保存待用;最终得到的碳纤维布的厚度为0.2mm-0.3mm。
[0019]
在本实施方式中,步骤1中制备的玻纤毡包括以下步骤:铺毡:将柔韧的玻璃纤维丝束堆放在铺毡台的梯形部位,手持玻纤丝束的一端边拉边上下抖动使玻纤丝束呈膨松丝絮状态,然后向长方形台面方向铺制形成均匀的玻纤絮网片;胶粘:将上一道工序铺成的玻纤絮网片通过传递铜网送入胶粘剂容池进行浸胶粘结,所述胶粘剂为脲醛树脂;烘干:将潮湿的玻纤毡片通过链条排连续不断地送入烘箱上方的干燥室内进行驱水烘干,烘干完成后对毡片进行切边、成卷。
[0020]
一种碳纤玻纤手机后盖,包括碳纤层1,碳纤层1上嵌套有玻纤层2,碳纤层1的一端设置有皮革层3。
[0021]
如图1和图2所示,碳纤层1上镶嵌有玻纤层2,碳纤层1的一端贴合有皮革层3,从而使手机后盖手感好、美观及高档等优点,满足人们对皮革质感手机后盖的需求。
[0022]
在本实施方式中,手机后盖的厚度为0.5-0.9mm。
[0023]
的实施例只是本发明的 一种碳纤玻纤手机后盖成型工艺及手机后盖较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。