1.本发明涉及一种瓷板,具体涉及一种超薄型高清图文瓷板及其制造工艺。
背景技术:
2.目前,超薄的,超小的,或者又薄又小微型的,这三类高清的彩色图文瓷板仍是市场空白。
3.目前市场彩色图文大多以纸质呈现,不能长期保存,易发黄发霉。
4.目前市场彩色图文也有部分制作在瓷板上,但大多瓷板的厚度都在1cm以上,过于厚重,使用不便。
5.目前市场彩色图文瓷板也有微型趋向,但最小的,也有一寸照片大小,远远达不到微型程度。
6.目前市场彩色图文基本采用丝印技术,图文成品达不到高清水平,不能印制照片或个性制作。
技术实现要素:
7.本发明为了解决上述问题,从而提供一种超薄型高清图文瓷板及其制造工艺。
8.为达到上述目的,本发明的技术方案如下:
9.一种超薄型高清图文瓷板,所述超薄型高清图文瓷板可拆卸地安插进骨灰盒的相框卡槽内,所述超薄型高清图文瓷板包括瓷片层,所述瓷片层一侧依次设有粘合层、第一釉面层、图文层和第二釉面层。
10.在本发明的一个优选实施例中,所述瓷片本体的厚度为0.1mm-0.3mm。
11.在本发明的一个优选实施例中,所述粘合层的厚度为0.02mm-0.04mm,所述粘合层由氧化铝和石英制成。
12.在本发明的一个优选实施例中,所述第一釉面层的厚度为0.02mm-0.03mm,所述第一釉面层由长石、石英、滑石、高岭土制成。
13.在本发明的一个优选实施例中,所述图文层的厚度为0.01mm。
14.在本发明的一个优选实施例中,所述第二釉面层的厚度为0.02mm-0.03mm,所述第二釉面层由长石、石英、滑石、高岭土制成。
15.在本发明的一个优选实施例中,所述瓷片层另一侧依次设有粘合层、第一釉面层、图文层和第二釉面层。
16.另外,本发明还提供一种超薄型高清图文瓷板的制造工艺,其包括:
17.s1,瓷片的制作;
18.s2,在瓷片上进行彩色图文制作;
19.s3,施面釉,通过丝网施釉的方式完成全抛釉,使图文表面均匀涂上一层透明的面釉;
20.s4,烧制,把施过面釉的瓷片放在电炉内进行烧成,烧制温度控制在1000℃,温度
通过电脑严格控制,经过高温烧成的瓷坯发生了质的变化,形成真正意义的彩色图文薄瓷片;
21.s5,图文拋光,用20000目的金刚砂以8000-10000转高速研磨修保方法,进一步去除瓷片表面的纹路、划痕以及一些其他的瑕疵,提高瓷片表面的平整度和折射率,单侧图文瓷板成品厚度可以达到0.4mm以内,瓷片图文依然亮丽质感,富有生动性。
22.在本发明的一个优选实施例中,s1包括:
23.1.1,预烧与粉剂研磨,选择纯度在96%左右的粉状或块状高白泥,在1200~1500℃进行预烧处理,将预烧的高白泥进行研磨。
24.1.2,粉剂微化配比,添加al2o3粉剂、塑化剂、粘接剂,形成氧化铝混合瓷粉,并使粒度大于5μm的颗粒控制在10%以内,al2o3粉剂的占比要达到95%。
25.1.3,生胚成型,先采用流玻法,流淋瓷浆在玻璃上;待干燥后根据产品需求开模,采用冲压成型制成陶瓷片生坯;后进行1350℃的素烧。
26.1.4,瓷片粗抛,用1000目的金刚砂对瓷片进行研磨,磨平磨薄,厚度控制在0.3mm以内。
27.1.5,施底釉,上底釉前,先在瓷坯喷水,打通坯面上的毛细孔,加强坯与釉结合,减少缩釉,后施含氧化铝和石英的粘合层,再将釉浆注入喷壶采用雾状均匀喷在坯体的表面。
28.1.6,烧结,在1000℃以上温度进行烧结处理得到瓷片。
29.1.7,瓷片精抛,用1000目的金钢砂对瓷片研磨。
30.在本发明的一个优选实施例中,s2包括:
31.2.1,利用电脑对需印制的图片进行修饰和设计,保证图片层次清晰、色彩均衡、高度清晰;
32.2.2,采用激光打印技术和2800dpix4800dpi高精度激光打印设备,把电脑预设的图案直接打印成花纸;
33.2.3,覆膜,通过压膜、压瓷,把花纸彩色图文转移在釉坯表面。
34.本发明的有益效果是:
35.(1)结构超薄,即使产品两面施釉、两面图文烧制,但厚度仍能控制在0.5mm以内,可以插入任何骨灰盒插口,也可以插入或使用到任何日常器物。
36.(2)整体微型,产品可以直径达到0.5cm以内,可以放入日常小型器物和工艺品的任何空间。
37.(3)高清显示,产品可以在瓷板上印制任何高清图片尤其是人物照片,可以印制微型文字,文字需通过放大镜才能看清;
38.(4)不易碎,除暴力破坏外,产品一般磕碰或摔落不会碎。
39.(5)可长期保存,本发明中的图文是烧制在瓷片釉层中,可以比图文的其他载体比如纸张,保存更为久远。
附图说明
40.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
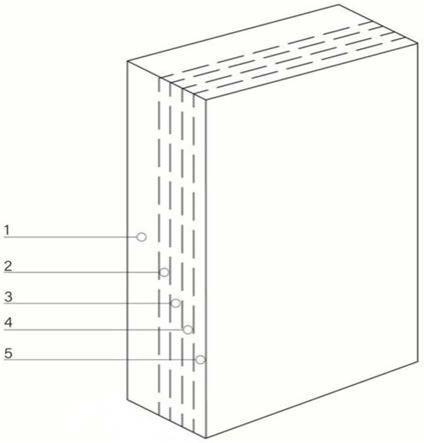
41.图1为本发明的结构示意图。
具体实施方式
42.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面进一步阐述本发明。
43.参见图1,本发明提供的超薄型高清图文瓷板,其可拆卸地安插进骨灰盒的相框卡槽内,其包括瓷片层1,在瓷片层1一侧依次设有粘合层2、第一釉面层3、图文层4和第二釉面层5。
44.瓷片层1,其为载体,其厚度为0.3mm以内,具体可为0.1mm-0.3mm。
45.粘合层2,其设置在瓷片层1一侧,其是用于实现第一釉面层3与瓷片层1之间的固定,其厚度为0.02-0.04mm,由氧化铝和石英制成。
46.第一釉面层3,其设置在粘合层2上,其与第二釉面层5配合,对图文层4进行密封保护,其厚度为0.02-0.03mm,由长石、石英、滑石、高岭土制成。
47.图文层4,其设置在第一釉面层3上,其是用于印刷逝者的身份信息,其厚度为0.01mm左右。
48.第二釉面层5,其设置在图文层4上,其厚度为0.02-0.03mm,由长石、石英、滑石、高岭土制成。
49.通过上述结构构成的高清图文瓷板,可长期保存、且不易发霉发黄,且强度高,不易碎裂,且厚度非常薄,符合骨灰盒的相框卡槽的尺寸。
50.另外,本技术还提供一优化方案,在瓷片层1的另一侧也依次设有粘合层2、第一釉面层3、图文层4和第二釉面层5,使得高清图文瓷板为双面结构,由于厚度较薄,即使采用双面结构,厚度也相对较薄,符合骨灰盒的相框卡槽的尺寸。
51.通过采用双面结构可达到如下效果:
52.(1)进一步提高了高清图文瓷板的整体强度;
53.(2)瓷片层1一侧的图文层4上可印刷逝者的头像,瓷片层1另一侧的图文层4上可印刷逝者的信息,这样可提高身份信息的记载量。
54.基于上述超薄型高清图文瓷板,本发明还提供了其制作工艺,包括:
55.s1,瓷片的制作;
56.s2,在瓷片上进行彩色图文制作;
57.s3,施面釉,通过丝网施釉的方式完成全抛釉,使图文表面均匀涂上一层透明的面釉;
58.s4,烧制,把施过面釉的瓷片放在电炉内进行烧成,烧制温度控制在1000℃,温度通过电脑严格控制,经过高温烧成的瓷坯发生了质的变化,形成真正意义的彩色图文薄瓷片;
59.s5,图文拋光,用20000目的金刚砂以8000-10000转高速研磨修保方法,进一步去除瓷片表面的纹路、划痕以及一些其他的瑕疵,提高瓷片表面的平整度和折射率,单侧图文瓷板成品厚度可以达到0.4mm以内,瓷片图文依然亮丽质感,富有生动性。
60.其中,上述s1具体步骤为:
61.1.1,预烧与粉剂研磨,选择纯度在96%左右的粉状或块状高白泥,在1200~1500℃进行预烧处理,将预烧的高白泥进行研磨。
62.1.2,粉剂微化配比,添加al2o3粉剂、塑化剂、粘接剂,形成氧化铝混合瓷粉,并使粒度大于5μm的颗粒控制在10%以内,al2o3粉剂的占比达到95%。
63.1.3,生胚成型,先采用流玻法,流淋瓷浆在玻璃上;待干燥后根据产品需求开模,采用冲压成型制成陶瓷片生坯;后进行1350℃的素烧。
64.1.4,瓷片粗抛,用1000目的金刚砂对瓷片进行研磨,磨平磨薄,厚度控制在0.3mm以内。
65.1.5,施底釉,上底釉前,先在瓷坯喷水,打通坯面上的毛细孔,加强坯与釉结合,减少缩釉;后施含氧化铝和石英的粘合层;再将釉浆注入喷壶采用雾状均匀喷在坯体的表面。
66.1.6,烧结,在1000℃以上温度进行烧结处理得到瓷片。
67.1.7,瓷片精抛,用1000目的金钢砂对瓷片研磨。
68.上述s2的具体步骤为:
69.2.1,利用电脑对需印制的图片进行修饰和设计,保证图片层次清晰、色彩均衡、高度清晰;
70.2.2,采用激光打印技术和2800dpix4800dpi高精度激光打印设备,把电脑预设的图案直接打印成花纸;
71.2.3,覆膜,通过压膜、压瓷,把花纸彩色图文转移在釉坯表面。
72.通过采用上述工艺制得的瓷板,在保证单侧图文瓷板的厚度在0.4mm以内、双侧图文瓷板的厚度在0.5mm以内的情况下,又能保证瓷板的强度,并且还能够使得图文显示的更加清楚。
73.另外,上述工艺中的制作粉剂al2o3可以换成zro2,配比比例和制作工序相同,这样可以使瓷片更薄更坚硬不易碎。
74.另外,本发明中的瓷板应用于人像,主要用于殡葬业的骨灰盒或墓碑等,制作工艺相同,可以解决个性化制作的问题。
75.当然,本发明也可应用于其他领域:
76.如应用于摄影业,主要用于照片的防潮防霉保存;
77.如应用于工艺品,主要用于比如戒指项链中装饰部分、微型图像的制作;
78.如应用于工业,主要用于商品的二维码、编码和产品文字说明等防水、防锈以及永久保存;
79.如应用于建筑业,主要用于建筑物的内外装修与装饰;
80.如应用于图像或二维码,主要用于商业,制作工艺相同,可以解决长久保存和防水问题。
81.本发明提供的瓷板还可以进行超微型的制作,在直径小于0.5cm以内尺寸圆形正反面制作图文,从而达到超微型的效果。
82.本发明提供的瓷板可以两面烧制,反面的制作工艺与正面相同,两面制作的厚度在0.5mm以内。
83.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本
发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。