1.本发明涉及一种材料板、尤其是木质材料板,其具有至少一个由刨花构成的(内部的)芯层(或者说中间层)和由碎屑构成的(外部的)覆盖层或者说外层。(木质)材料板由压制物料垫在使用压力和热的情况下通过(在热压机中)压制而制成,所述压制物料垫一方面包含用于芯层的刨花并且另一方面包含用于覆盖层的碎屑。
背景技术:
2.在现有技术中,在木质材料板中通常区分由木纤维制成的纤维板(例如mdf板)和由木屑制成的木屑板,以及由定向的或取向的刨花制成的osb板(定向刨花板)。对颗粒的压制总是在使用合适的接合剂的情况下进行,其中,通常可直接以涂胶的或设有接合剂的颗粒的形式提供颗粒并且将其散布成相应的垫,随后在压制机中在使用压力和热的情况下对所述垫进行压制。
3.此外,由现有技术已知多层木质材料板,其作为混合板由不同的木质材料颗粒构成,例如不仅由刨花而且由碎屑构成。
4.在本发明的范围内,刨花指的是基本上用于osb板的刨花,其也被称为粗碎屑或窄长碎屑并且具有大于50mm、优选大于80mm、例如100mm至200mm的(平均)长度。(平均)宽度大于5mm、优选大于8mm、例如为10mm至50mm。(平均)厚度大于0.5mm、例如为0.6mm至1.5mm。在本发明的范围内,芯层由这样的碎屑制成。
5.与此相对地,覆盖层、即上覆盖层和下覆盖层由(传统的)碎屑制成,所述碎屑的尺寸明显小于刨花的尺寸。所述碎屑具有小于20mm、优选小于10mm的(平均)长度和/或小于1mm的(平均)宽度和厚度。这种碎屑(也被称为细碎屑)通常被用于制造传统的木屑板。
6.由刨花制成的osb板由于使用长且窄的刨花而以比普通木屑板(该木屑板也被称为平压板)更高的抗弯强度而突出。但是osb板的缺点通常在于由粗颗粒引起的粗糙表面,这种粗糙表面尤其是对于随后的表面加工、例如涂漆是不利的,因为粗糙结构穿过涂层或涂漆保持可见。
7.出于这个原因,在开头所述类型的多层混合板中,在两侧制造覆盖层,所述覆盖层不是由(粗的)刨花构成,而是由(细的)碎屑构成(或替代地也由纤维构成),从而产生具有突出视觉特性的木质材料板。这种木质材料板的缺点在于负责抗弯强度的刨花离表面相对远,从而由此抗弯强度相对于传统的osb板降低。
8.例如由us6461743b1已知一种多层木质材料板和一种制造这种板的方法,该板包含一个或多个由刨花构成的芯层和一个或多个由较细颗粒构成的覆盖层。另外,在那里共同加工纸张,以便改善板的特性。
9.由de1202481已知一种用于制造多层木质材料板的方法,该多层木质材料板包括掺有接合剂的粗木材颗粒的厚芯层和两个外部的较薄的覆盖层,其中,层式布置结构在使用压力和热的情况下被压实。在该方法中将芯层嵌入在由松散缠结的纤维素纤维的浆组成的两股线之间。芯层的木质部分以本身已知的方式被掺以干燥的粉末状接合剂。在此重要
的是制造用于由废纸制成的覆盖层的稀液态的纤维悬浮液。芯层可以由胶合板制成,胶合板以已知方式布置在具有基本上成直角交叉的纤维走向的彼此相叠的多个层中。
10.由de19913589a1还已知一种木质材料板、尤其是具有定向的窄长木屑的osb板。该板以夹层结构方式由一个中间层和两侧的覆盖层组成,其中,所述两个覆盖层构造成具有外层和内层的至少双层,所述外层和内层分别具有沿不同方向定向的木屑。
11.在de102005038833b4中描述了一种osb板,其具有至少一个上覆盖层、至少一个中间层和至少一个下覆盖层,它们全部由树脂涂胶的刨花构成。另外,在上覆盖层或下覆盖层的表面上施加织物层,以提高抗弯强度。
12.在de102017111134b4、de102015120653a1和de202017104749u1中可以找到用于多层木质材料板和相应的制造方法的其它实例。
技术实现要素:
13.从已知的现有技术出发,本发明的任务在于,提供一种开头所述类型的材料板,该材料板在构造简单和制造经济的情况下不仅以高的弯曲刚度突出而且以表面特征良好突出。
14.为了解决所述任务,本发明在开头所述类型的这种材料板中给出如下教导,即,一个或优选两个覆盖层构造成非全面覆盖的覆盖层,使得一些刨花至少部分地延伸穿过相应的覆盖层直至板表面以形成覆盖层的中断部并且因此是可见的。
15.在此,本发明从如下认识出发,即,具有特别高的弯曲刚度或抗弯强度的板、例如木质材料板可以基于osb-基底并且因此由刨花制成,更确切地说优选由具有不同定向的多个刨花层构成。此外,本发明从如下认识出发,即,为了改善表面特性而基本上有利的是,一个这样的osb芯层或多个这样的osb芯层在两侧设有由碎屑并且尤其是细碎屑构成的覆盖层。然而,本发明在此认识到,为了改善表面特性而不需要的是,由细材料以这样大的厚度制造覆盖层,使得覆盖层完全覆盖osb芯层。因为根据本发明在osb芯层的两侧仅施加非常薄的、不完全覆盖的覆盖层,所述覆盖层仅确定用于填充和平整在散布过程中在所述一个芯层或所述多个芯层的外侧产生的、在各个粗碎屑之间的空隙。因此,这一方面是有利的,因为仅需要非常少量的碎屑以及因此仅需要非常少量的细材料,以便补偿osb层的不平整的表面。然而,如下事实是特别有利的,即,木质材料板的基本上由osb芯层确保的弯曲刚度仅不显著地受到影响,因为由细材料构成的覆盖层构造成极薄的并且非全面覆盖的。总体上提供一种木质材料板,其能够简单且成本有利地制造并且尽管如此不仅具有突出的强度特性而且具有良好的表面质量。因此,所述板尤其是适合于通过例如涂覆或涂漆的进一步加工。
16.作为不仅用于芯层、而且用于覆盖层的颗粒,根据本发明使用植物颗粒以及因此使用含木纤维素的颗粒、尤其是由多年生植物(木材)构成的颗粒。因此特别优选的是,对于芯层使用由木材或木质材料构成的刨花。但替代地,对刨花也可以使用一年生植物、例如草类植物、稻草等。用于覆盖层的碎屑也是植物颗粒、即含木质纤维素的颗粒。特别优选使用由多年生植物构成的碎屑(木屑)。但替代地,也可以使用由一年生植物构成的、例如由草类植物、稻草等构成的具有给定尺寸的碎屑。
17.为了改善板的机械特性,优选不仅使用单个的或均匀的由刨花构成的芯层,而且
在各覆盖层之间布置有由刨花构成的多个芯层或由多个层组成的一个芯层,其刨花沿不同方向定向。因此,尤其是可以在一个芯层中设置三个层,例如一个中间层和两个外部层,其中,由碎屑构成覆盖层邻接于芯层的所述两个外部层。优选地,在制造过程中,在芯层的中间层中的刨花横向于板纵向方向并且因此横向于垫或板的运输方向定向。芯层的所述两个外部层优选沿纵向方向并且因此沿板的纵向方向或运输方向定向。
18.所述一个芯层(或所述多个芯层)可以优选(一起)具有大于5kg/m2的单位面积重量,例如具有5kg/m2至15kg/m2的单位面积重量。
19.特别有意义的是,用非常薄的覆盖层或少量的覆盖层材料进行制作。因此适宜的是,使用单位面积重量分别小于1.5kg/m2、优选小于1kg/m2的(由碎屑构成的)覆盖层。
20.根据本发明的另一个建议规定,所述两个(由碎屑或细碎屑构成的)覆盖层具有不同的单位面积重量,其中,优选一个覆盖层(例如上覆盖层)的单位面积重量比另一个覆盖层(例如下覆盖层)的单位面积重量大至少10%、特别优选大至少15%。在此,本发明从如下认识出发,即,在制造的过程中首先制造多层的压制物料垫,随后在压制机中在使用压力和热的情况下压制该压制物料垫。在此存在如下可能性,即,在成型站或成型生产线中的带式输送机上首先铺装用于下覆盖层的覆盖层材料,接着在其上铺装由刨花构成的所述一个芯层或所述多个芯层,并且接着在所述一个芯层或最上面的芯层上铺装上覆盖层或用于上覆盖层的材料(碎屑或细碎屑)。用于下覆盖层的材料平放在带式输送机上,而用于上覆盖层的材料可以撒落到之前铺装好的芯层中并且因此撒落到刨花之间的区域中,从而为了实现最佳板特性,为上覆盖层或上压制物料层所使用的材料比为下覆盖层所使用的材料稍多。
21.因此,本发明不仅涉及材料板或木质材料板,而且还涉及用于制造材料板或木质材料板的方法,其中,制造多层的压制物料垫,该压制物料垫具有至少一个由刨花(或粗碎屑)构成的(中间的)芯压制物料层和由碎屑(或细碎屑)构成的下覆盖压制物料层和上覆盖压制物料层,并且对所述多层压制物料垫进行压制以形成具有中间层和覆盖层的(木质)材料板。所述垫可以以已知的方式在连续工作式压制机(例如双带式压制机)中或者替代地在间歇式压制机中被压制。可选地,可以在压制之后对覆盖层的表面进行砂光。如下事实是特别有意义的,即,在以这种方式制造的木质材料板中,覆盖层构造成非全面覆盖的覆盖层,使得一些刨花至少部分延伸穿过覆盖层直至板表面以形成覆盖层的中断部并且因此是可见的。因此,刨花局部地但也仅局部地在板的整个厚度上延伸,也就是说,在板的一些部位上,在整个厚度上布置刨花。
22.在此存在不同的制造可能性。
23.在根据本发明的方法的第一个变型方案中,这样制造并且因此在压制之前已经这样安放下覆盖压制物料层和上覆盖压制物料层,使得在压制过程中已经产生非全面覆盖的覆盖层,并且一些刨花至少部分地延伸穿过覆盖层直至板表面以形成覆盖层的中断部并且因此变得可见。因此,根据本发明的具有由精细碎屑构成的非常薄的且仅局部设置的覆盖层的结构在压制过程中已经通过压制物料垫的相应设计而产生。
24.在根据本发明的方法的第二个变型方案中,首先这样制造下覆盖压制物料层和上覆盖压制物料层,使得在压制过程中首先产生由覆盖层碎屑构成的具有封闭表面的全面覆盖的覆盖层,随后通过砂光覆盖层来产生非全面覆盖的覆盖层,并且一些刨花至少部分地延伸穿过覆盖层直至板表面以形成覆盖层的中断部并且因此变得可见。因此,在这种替代
的制造方式中,在中间步骤中首先产生具有完全封闭的碎屑表面的木质材料板,然而该木质材料板随后(直接)通过切削加工、例如砂光过程被“打开”,从而在该附加的方法步骤之后根据本发明的木质材料板可供使用。
25.与实施哪一种方法变型方案无关,适宜的是,以基本上已知的方式由可散布的或松散的刨花通过散布过程制造芯压制物料层(也就是说一个osb层或多个osb层),更确切地说优选由掺有常用接合剂的刨花来制造芯压制物料层。在此,可以采用基本上已知的具有一个或多个散布头的散布机或散布机装置,从而能够以已知的方式由刨花以相应期望的定向制造一个或多个芯压制物料涂覆层(或层)。在本发明的一种可能的实施方案中,覆盖压制物料层也可以通过散布过程由松散的并且因此可散布的碎屑制造而成,其中,优选使用掺有接合剂的碎屑。就此而言,在此也可以采用已知的散布机,从而在一种可能的实施方式中首先在散布带上散布用于下覆盖层的材料,然后在其上散布用于一个芯层或多个芯层的刨花并且最后在其上散布用于上覆盖层的材料,从而接着将多层的压制物料垫引入到压制机中并且对其在使用压力和热的情况下进行压制。
26.在一种替代的实施方式中,覆盖层不是以常规方式通过散布过程由松散的材料制造而成,而是由可流动的、糊状的并且必要时粘稠的碎屑-液体混合物制造而成。在该变型方案中,能够特别薄地并且因此特别经济地施加覆盖层。在压制过程中,糊状的层可以流散并由此良好地填充osb碎屑之间的空隙并且平整表面。这也与以下情况有关,即,尽管浆液可以由基本上已知尺寸的碎屑制造,但在这种稠度下碎屑获得还更小的尺寸并且因此还更精细地分布。在本发明的这种可能的实施方式中,覆盖压制物料层由可流动的根据悬浮液类型的碎屑-液体混合物制造而成,所述悬浮液一方面包含固体颗粒(碎屑)并且另一方面包含液体(例如水),如此外优选包含接合剂(例如胶合剂)。在该实施方式中使用可流动的混合物,也就是说这样调节由碎屑和液体(尤其是水,但也包括胶合剂和乳化清洗液以及其它液态填料)组成的混合物,使得所产生的混合物粘度仍然是可流动的。在此,混合物中液体份额大于(干)碎屑份额的100%,更确切地说在重量方面,特别优选大于200%。这意味着,在混合物内液体份额至少与碎屑份额一样大、优选至少为2倍(即200%)、特别优选至少为3倍(即300%),更确切地说相应地在重量方面。
27.可流动的液体-碎屑混合物能够以各种方式制成。例如存在这样的可能性,即,制造液体-胶合剂混合物,并且另一方面以已知的方式在研磨机中将木材颗粒减小到期望的尺寸,并且随后例如在单独的混合器中将木材颗粒与液体-胶合剂混合物混合。
28.替代地,可以将液体-胶合剂混合物在研磨机中并且因此在破碎过程中添加到木材颗粒中,从而在研磨机中同时实现与液体的混合。替代地,可以将液体、胶合剂和木材颗粒分别分开地添加到研磨机中,从而在研磨机中进行三种组分的混合以形成液体-木材混合物。
29.以这种方式制成的可流动的混合物或浆液可以通过各种方法(例如通过挤出)被加工成幅面状的层。就这点而言,例如可以将下层挤出到输送机上。随后将osb层以已知的方式铺装到下层上,然后再将上覆盖层或用于上覆盖层的材料挤出到osb层上。替代地,也可以进行辊涂。
30.根据本发明特别有意义的是,对于各个层可以使用基本上已知的颗粒、例如木质材料颗粒,确切地说对于芯层明确地使用通常用于osb制造的刨花。在本发明的范围内,刨
花指的是长的、窄的碎屑,其具有大于50mm、优选大于80mm、例如100mm至200mm的长度并且具有大于5mm、优选大于8mm、例如10mm至50mm的平均宽度以及大于0.5mm、例如0.6mm至1.5mm的厚度。
31.根据本发明,比芯层的刨花小得多的常规碎屑理解为(用于覆盖层的)碎屑。碎屑是指长度小于20mm、优选小于10mm并且平均宽度和平均厚度小于2mm、优选小于1mm的木材颗粒。特别优选地,对于覆盖层使用具有一定尺寸(在干燥状态下)的细碎屑或精细碎屑,所述尺寸对应于小于2mm、优选小于1mm、特别优选小于0.5mm的筛落物。
32.根据本发明所使用的刨花和碎屑通过(机械)破碎由原始产品(例如木材)制造而成并且区别于同样已知的根据本发明没有使用的纤维(例如用于mdf)。
33.始终优选使用掺有接合剂的颗粒(刨花和碎屑)。在此,可以采用基本上已知的接合剂来制造木质材料板。因此,作为接合剂例如可以使用异氰酸酯或异氰酸酯基(pmdi)。替代地,可以使用尿素树脂或基于尿素树脂(uf)的接合剂。此外,可以使用酚醛胶(pf)或三聚氰胺增强的uf(muf)。其必要时可以设有酚醛(mupf,umpf)。
附图说明
34.下面借助附图详细阐述本发明,所述附图仅示出一个实施例。其中:
35.图1以简化的纵剖面示出根据本发明的木质材料板,
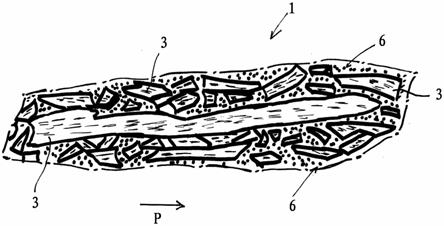
36.图2示出根据本发明的木质材料板(一部分)的表面的俯视图,
37.图3示出用于制造根据图1的根据本发明的板的压制物料垫的纵剖面,
38.图4以非常简化的侧视图示出用于制造根据本发明的木质材料板的可能的设备。
具体实施方式
39.在图1中以简化的纵剖面示出根据本发明的木质材料板1,该木质材料板一方面具有由刨花3构成的芯层2并且另一方面具有由碎屑6构成的上覆盖层4和下覆盖层5。在所示的实施例中,芯层2包括多个层2a、2b、2c,这些层分别由刨花3构成,其中,刨花3在各单个层2a、2b、2c中定向。在此,所述附图示出一种可能的实施方式,在该实施方式中,在中间层2b中的刨花3横向于板纵向方向或生产方向p延伸。上层2a和下层2c的刨花3纵向定向,也就是说上层和下层的刨花以其纵向方向沿所述生产方向p的板纵向方向延伸。这种具有多层的芯层和分别具有上覆盖层和下覆盖层的木质材料板基本上由现有技术已知。根据本发明规定,所述刨花3或一些刨花至少部分地延伸穿过覆盖层4、5直至板表面以形成相应的覆盖层4、5的中断部并且因此是可见的。这由图1和2的比较观察得出。示出覆盖层4、5并非全面覆盖地在所述表面上经过,而是一些刨花3伸出直至该表面,使得它们例如在覆盖层4的根据图2的俯视图中是直接可见的。因此,尽管在根据本发明的板中设有由(细)碎屑6构成的上覆盖层4,但该上覆盖层根据本发明这样薄地构造,使得一些刨花3伸出直至表面并且因此穿过覆盖层4、5伸出并且因此是可见的。因此,仅使用非常少量的覆盖层碎屑6并且它们(仅)用于平整或补偿osb板的相对粗糙的表面,从而提供表面质量良好的木质材料板1。在此,在图2中应注意,在该示图中在通常的情况下仅可看出刨花3的一部分,因为这些刨花部分地位于表面下方并且仅其端部或区段伸出直至表面并且从表面可见。
40.通过如下方式制造这样的根据图1和2木质材料板,即,首先制造多层的压制物料
垫1’,该压制物料垫具有由刨花构成的芯压制物料层1’以及由碎屑构成的上覆盖压制物料层4’和由碎屑6构成的下覆盖压制物料层5’。在图3中示出在成型带7上制造的这种压制物料垫1’。所述压制物料垫1’例如可以在压制机8中在使用压力和热的情况下被压制以形成根据图1的木质材料板。在此,附图示出一种实施方式,在该实施方式中所述层在制造压制物料垫1’时这样制造,使得在压制的过程中在压制机8中直接产生木质材料板1,在该木质材料板中芯层2的刨花延伸穿过覆盖层4、5直至表面并且因此变得可见。在此,在图3中示例性地示出压制物料垫1’,在该压制物料垫中,全部层由可散布的、松散的压制物料制造而成,也就是说不仅覆盖压制物料层4’、5’、而且芯压制物料层2’由以松散形式的碎屑或刨花利用常见的散布装置依次在成型带7上制造而成或铺装而成。在此,以基本上已知的方式涉及设有接合剂的颗粒3、6。
41.针对图1已经阐述了芯层2包括多个具有不同的刨花定向的层2a、2b、2c。为此,根据图3制造压制物料垫1’,在该压制物料垫中,芯压制物料层2’又由多个具有刨花3的相应定向的层2a’、2b’、2c’制造而成。这在图3中也通过在各个层2a’、2b’、2c’中的刨花6的不同示图来表示。
42.在该实施方式中,此外适宜的是,对于所述两个覆盖层4、5使用具有不同单位面积重量的碎屑或层。因此在图3中示出,对于下覆盖压制物料层5’可以使用比对于上覆盖压制物料层4’稍微更少的碎屑6。背景在于如下考虑:首先基本上封闭下覆盖压制物料层5’并且将其平坦地施加到成型带7上,而被施加到芯层2’上的上覆盖压制物料层4’部分地撒落到表面中。由此在压制之后形成覆盖层的不相等的拉应力。通过所述两个细碎屑覆盖层的不相等的单位面积重量,这在压制过程中得以平衡,从而制造特性良好的木质材料板1。
43.可选地,此外存在如下可能性,即:覆盖压制物料层4’、5’不是由传统的松散的碎屑、而是由可流动的碎屑-液体混合物9制造而成。示例性地在图4中示出这种制造。仅简化示出的用于制造材料板1的设备具有已经提及的压制机8和成型带7,在成型带上制造压制物料垫1’,从而该压制物料垫1’在压制机8中在使用压力和热的情况下被压制形成木质材料板1。为了制造压制物料垫1’,该设备具有成型站10,该成型站一方面具有用于芯层的涂覆装置11并且另一方面具有用于覆盖层的涂覆装置12。用于芯层的涂覆装置11构造成传统的用于施加刨花3的散布机或散布头,而用于所述两个覆盖层的涂覆装置12在该实施例中构造用于覆盖层的已提到的液态涂覆或用于制造碎屑-液体混合物9。例如可以涉及挤出装置,利用所述挤出装置施加碎屑-液体混合物9以形成相应的覆盖压制物料层4’、5’。因此,首先将下覆盖压制物料层5’以碎屑-液体混合物的形式施加到成型带7上。接着以传统的方式铺装芯压制物料层2’的各个层2a、2b、2c,更确切地说利用涂覆装置11来铺装,其中示出用于下芯层的一个散布头11和用于上芯层的一个散布头11以及在它们之间的用于中间芯层的两个散布头11。又将上覆盖压制物料层4’以碎屑-液体混合物的形式施加到铺装好的芯压制物料层2’上,确切地说再次利用构造成挤出装置的涂覆装置12来施加。
44.此外,在图4中仅示意出的设备当然可以具有其它在图4中未示出的常见部件。因此,在成型站10与压制机8之间例如可以布置用于对压制物料垫1’进行加工的装置、预压制机和/或预热装置、用于探测杂质和/或错误填料的装置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。